1.本实用新型涉及一种磨烟器,特别涉及一种拉式磨盒。
背景技术:
2.磨烟器即一种用来将烟丝打碎的工具.美观大方又轻巧,是烟斗和卷烟器的理想工具,分金属磨烟器和陶瓷磨咽器等几种。磨烟器在国内目前使用的人很少,实际上使用磨烟器优点狠多,使烟丝形成新的断面,烟丝的气味更容易释放,刚磨过的烟丝闻起来更香更浓、香味更加突出、燃烧更顺畅、抽起来也更顺口,是手卷和烟斗客的必备工具。但是传统的磨烟器结构过于简单和松散,长久使用后容易脱离分解、也容易故障卡顿,更为重要的是功能相对单一、不便用户使用。
技术实现要素:
3.针对现有的技术不足,本实用新型提供一种拉式磨盒。
4.为了实现上述目的,本实用新型所采取的技术方案是:一种拉式磨盒,包括壳本体,所述壳本体包括主壳与拉手,所述主壳内设有上腔室和下腔室,所述上腔室内设有弹性复位组件、单向棘轮组件和纵向传动组件,所述下腔室内设有切削磨压组件,所述弹性复位组件与拉手之间设有相连的拉绳,所述拉绳通过弹性复位组件收卷或拉伸展开,所述单向棘轮组件包括离合转子和离合卡块,所述离合转子上设有离合槽,所述离合槽槽壁上设有单向倾斜的离合齿,所述离合卡块一端固定连接于离合槽内,且离合卡块另一端与离合齿之间单向啮合联动,所述离合转子一端设有与纵向传动组件啮合联动的主动齿轮。
5.所述弹性复位组件包括转轮和卷簧,所述卷簧设于转轮轴向端面上,所述转轮通过卷簧相对主壳转动复位,所述转轮径向侧面上设有供拉绳缠绕的绕线槽。
6.所述纵向传动组件至少包括传动齿轮与传动轴,所述传动齿轮与主动齿轮啮合联动。
7.所述切削磨压组件包括圆柱形的切削刀座以及固定相连的飞刀,所述飞刀沿切削刀座轴线间隔设置,且飞刀之间在轴向上相错位,所述切削刀座与传动轴联动装配。
8.所述切削磨压组件包括磨架和磨盘,所述磨架上设有转齿,所述磨盘上设有位置相对的磨齿,所述转齿与磨齿之间交叉错位,且转齿与磨齿以同一轴线为中心相对转动。
9.所述磨盘呈桶形结构,所述主壳在下腔室处包括碗形的底座,所述磨盘顶部与主壳中上部相固连,且磨盘底部与底座相固连,所述磨盘内设有与底座相连通的开孔,所述磨盘与底座形成下腔室。
10.所述主壳在上腔室处包括上盖和中盖,所述中盖上设有定位柱和传动孔。
11.所述弹性复位组件还包括润滑板,所述润滑板设于卷簧和上腔室内壁之间,所述上腔室腔壁处设有供卷簧中部定位装配的安装柱和限制卷簧端部活动的限位柱。
12.所述主壳在外表面上设有切槽,所述拉手通过弹性复位组件嵌入切槽处契合。
13.本实用新型的有益效果:本实用新型所提供的一种拉式磨盒输出时拉动拉绳,拉
绳带动转轮,转动带动复位簧,复位簧开始蓄力,同时转轮上的离合卡块卡住离合转子,转轮带动离合转子一起转动,输出齿带动传动齿,输出轴开始转动。可以得到一个单向输出且转速较快的动力,可以搭载飞刀搅碎式输出,也可以搭载传统磨烟器齿式磨碎输出。
附图说明
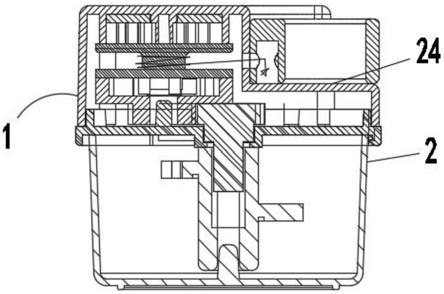
14.图1为本实用新型的实施例1剖面结构示意图;
15.图2为本实用新型的实施例1分解结构示意图;
16.图3为本实用新型的实施例2切削磨压组件分解结构示意图。
具体实施方式
17.实施例1:如图1
‑
图2所示,一种拉式磨盒,包括壳本体1,所述壳本体1包括主壳2与拉手3,所述主壳2内设有上腔室和下腔室,所述上腔室内设有弹性复位组件、单向棘轮组件和纵向传动组件。弹性复位组件带动拉绳4回位,单向棘轮组件朝一个方向抵接联动,而从反方向转动时则为空转,纵向传动组件将力矩传递至下腔室的刀具处。分成上腔室和下腔室,上腔室设置拉绳4收卷装置,下腔室则是切削磨压装置。
18.所述下腔室内设有切削磨压组件,所述弹性复位组件与拉手3之间设有相连的拉绳4,所述拉绳4通过弹性复位组件收卷或拉伸展开。所述弹性复位组件包括转轮5和卷簧6,所述卷簧6设于转轮5轴向端面上,所述转轮5通过卷簧6相对主壳2转动复位,所述转轮5径向侧面上设有供拉绳4缠绕的绕线槽7。卷簧6是成熟的技术产品,通过卷簧6收卷和拉伸依次带动转轮5和拉绳4运动。
19.所述单向棘轮组件包括离合转子8和离合卡块9,所述离合转子8上设有离合槽10,所述离合槽10槽壁上设有单向倾斜的离合齿11,所述离合卡块9一端固定连接于离合槽10内,且离合卡块9另一端与离合齿11之间单向啮合联动,所述离合转子8一端设有与纵向传动组件啮合联动的主动齿轮12。离合卡块9为条形结构,离合卡块9一端限位固定,而离合卡块9另一端相对摆动。离合卡块9的装配通过柱体进行插接限位,具体不对其做过多阐述和限制。其原理类似棘轮,通过离合齿11与离合卡块9抵接联动。
20.所述纵向传动组件至少包括传动齿轮13与传动轴14,所述传动齿轮13与主动齿轮12啮合联动。所述切削磨压组件包括圆柱形的切削刀座15以及固定相连的飞刀16,所述飞刀16沿切削刀座15轴线间隔设置,且飞刀16之间在轴向上相错位,所述切削刀座15与传动轴14联动装配。此为飞刀16搅碎式输出结构,使得产品在单向上输出转速较快的动力,达到不错的切削效果。
21.所述主壳2在上腔室处包括上盖17和中盖18,所述中盖18上设有定位柱19和传动孔20。分体式结构方便拆装和替换零部件,也有利于对偏位的拉绳4或卷簧6进行调整。
22.所述弹性复位组件还包括润滑板21,所述润滑板21设于卷簧6和上腔室内壁之间,所述上腔室腔壁处设有供卷簧6中部定位装配的安装柱22和限制卷簧6端部活动的限位柱23。通过润滑板21压实卷簧6,也能够提高润滑度减少摩擦损耗。卷簧6安装亦是通过柱体进行安装和限位,而安装柱22和限位柱23是分别限位装配卷簧6两端,便于卷簧6拉伸后能及时收缩复位。
23.所述主壳2在外表面上设有切槽24,所述拉手3通过弹性复位组件嵌入切槽24处契
合。提高外观上完整度和美观度,使得结构具有隐藏性,又不影响使用。
24.工作原理概述:通过拉手3带动拉绳4伸出和伸长,此时卷簧6可收紧,离合卡块9与离合齿11抵接联动,带动飞刀16快速单向转动。当放开拉手3时,卷簧6复位带动拉绳4收卷,但是该方向上离合卡块9与离合齿11之间相对空转,之后并无传动动作。
25.实施例2:如图3所示,区别于实施例1,所述切削磨压组件包括磨架25和磨盘26,所述磨架25上设有转齿27,所述磨盘26上设有位置相对的磨齿28,所述转齿27与磨齿28之间交叉错位,且转齿27与磨齿28以同一轴线为中心相对转动。下腔室处的结构有所不同,实施例1中为切削,而本实施例中是通过磨压进行输出。磨架25在本实施例中呈十字形,磨架25上设置转齿27与磨齿28相配合,两者交叉形成磨压空间,实际上也可作切削动作看。
26.所述磨盘26呈桶形结构,所述主壳2在下腔室处包括碗形的底座29,所述磨盘26顶部与主壳2中上部相固连,且磨盘26底部与底座29相固连,所述磨盘26内设有与底座29相连通的开孔30,所述磨盘26与底座29形成下腔室。即下腔室也可进一步分为两个空间,在磨盘26空间处主要进行磨压,随后通过开孔30将烟草挤压至底座29处。
27.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,同时以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点,本行业的技术人员应该了解。