1.本实用新型涉及烟草加工技术领域,具体涉及一种冲压式新型烟草制品成型装置。
背景技术:
2.新型烟草制品:指含有烟草或能产生烟雾、味道,能带给人抽吸的快感,满足生理上的需求,但又不属于诸如卷烟、自卷烟、斗烟、水烟、雪茄、小雪茄、嚼烟、鼻烟以及口含烟草制品的其他类别的烟草制品。
3.cn201822212837.9的中国专利公开了一种实验室用稠浆法烟草薄片成形设备,包括机架、钢带、成形座、加热装置和刮刀,成形座和刮刀均设置于钢带的上部,成形座、刮刀和加热装置分别与机架滑动连接;成形座包括流浆箱,流浆箱能够储存浆料,流浆箱能够向钢带上输送浆料,流浆箱上的刀门能够控制浆料厚度。在制备烟草薄片时,钢带位置固定,钢带上涂覆剥离剂,成形座带动流浆箱运动,同时流浆箱内浆料流到钢带上并形成薄片,启动加热装置对薄片进行加热烘干,待薄片达到设定温度和水分值,启动刮刀将薄片从钢带上剥离下来,完成薄片制作,钢带位置固定,移动成形座完成薄片制作,成形座移动制备薄片,便于控制薄片的大小,更改薄片的规格,满足实验用需求;
4.上述设备虽然解决了剥离薄片,控制薄片的大小,更改薄片的规格,满足实验用需求的问题,但是在实际使用过程中,烟叶薄片的加工厚度不易控制;
5.为此,急需解决传统型产品存在的以上问题。
技术实现要素:
6.为解决上述技术问题,本实用新型之目的在于提供一种冲压式新型烟草制品成型装置,达到成型不同厚度的烟叶薄片的目的。
7.为实现上述目的,本实用新型之一种冲压式新型烟草制品成型装置,包括底座、铰接板、动力组件、防溢板、弹性件和加热组件,所述铰接板在所述动力组件的作用下转动固定于所述底座的一侧,所述底座的剩余侧表面上均固定设有限位板;
8.所述底座内开设有空腔,所述防溢板的一端穿过所述底座,所述防溢板与所述限位板之间形成一容纳槽,所述防溢板的底部固定设有底板,所述底板通过所述弹性件固定设置在所述空腔内,所述加热组件固定设置在所述空腔的顶部。
9.进一步,所述加热组件为石墨烯。
10.进一步,所述加热组件包括多个加热管,所述加热管采用s形设计,多个所述加热管相互连接形成所述加热组件。
11.进一步,所述弹性件为弹簧。
12.进一步,所述防溢板的顶部固定设有弹性垫。
13.进一步,所述弹性垫为橡胶垫圈。
14.进一步,所述防溢板的外表面固定设有密封垫。
15.进一步,所述动力组件为伺服电机。
16.本实用新型与现有技术相比,其有益效果是:
17.当向容纳槽内倒入烟叶湿料后,开启动力组件,铰接板在动力组件的作用下旋转,压缩防溢板使得防溢板不断的下降,容纳槽内的烟叶湿料在铰接板的压力的作用下均匀的填充在容纳槽内,并在加热组件的作用下成型为烟叶干料,当需要成型不同厚度的烟叶干料时,只需使得铰接板压缩防溢板到一定的高度,使得防溢板的顶部距离底座的顶部的高度与待加工的高度一致,便可实现不同厚度的烟叶干料的加工生产,当加工完成后,铰接板在动力组件的作用下复位,防溢板同时在弹性件的作用下复位;
18.综上,采用此种冲压式新型烟草制品成型装置能够达到结成型不同厚度的烟叶薄片的目的。
附图说明
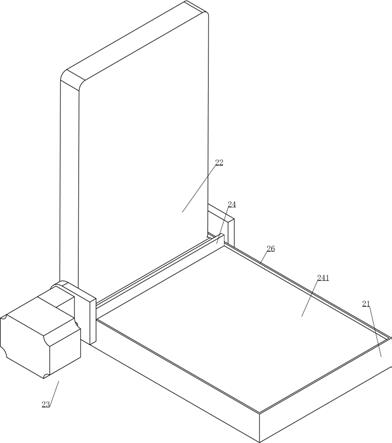
19.图1是本实用新型一种冲压式新型烟草制品成型装置的立体图;
20.图2是本实用新型一种冲压式新型烟草制品成型装置的底座的剖视图;
21.图3是本实用新型一种冲压式新型烟草制品成型装置的空腔的仰视图。
22.图中:21、底座;211、空腔;22、铰接板;23、动力组件;24、防溢板;241、容纳槽;25、弹性件;26、限位板;27、底板;28、弹性垫;29、密封垫;3、加热组件。
具体实施方式
23.为详细说明本实用新型之技术内容、构造特征、所达成目的及功效,以下兹例举实施例并配合附图详予说明。
24.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
25.请参阅图1所示,并参阅图2
‑
3所示,本实用新型提供一种实施方案:
26.本实用新型提供为实现上述目的,本实用新型之一种冲压式新型烟草制品成型装置,包括底座21、铰接板22、动力组件23、防溢板24和弹性件25,所述铰接板22在所述动力组件23的作用下转动固定于所述底座21的一侧,所述底座21的剩余侧表面上均固定设有限位板26;
27.所述底座21内开设有空腔211,所述防溢板24的一端穿过所述底座21,所述防溢板24与所述限位板26之间形成一容纳槽241,所述防溢板24的底部固定设有底板27,所述底板27通过所述弹性件25固定设置在所述空腔211内,还包括加热组件3,所述加热组件3固定设置在所述空腔211的顶部;
28.当向容纳槽241内倒入烟叶湿料后,开启动力组件23,铰接板22在动力组件23的作用下旋转,压缩防溢板24使得防溢板24不断的下降,容纳槽241内的烟叶湿料在铰接板22的压力的作用下均匀的填充在容纳槽241内,并在加热组件3的作用下成型为烟叶干料,当需要成型不同厚度的烟叶干料时,只需使得铰接板22压缩防溢板24到一定的高度,使得防溢
板24的顶部距离底座21的顶部的高度与待加工的高度一致,便可实现不同厚度的烟叶干料的加工生产,当加工完成后,铰接板22在动力组件23的作用下复位,防溢板24同时在弹性件25的作用下复位;
29.综上,采用此种冲压式新型烟草制品成型装置能够达到结成型不同厚度的烟叶薄片的目的。
30.进一步,所述加热组件3为石墨烯;
31.根据石墨烯的布朗运动可知,石墨烯具有产热快的特点,从而可以达到加快生产时间,增加生产效率的目的。
32.进一步,所述加热组件3包括多个加热管,所述加热管采用s形设计,多个所述加热管相互连接形成所述加热组件3;
33.由于热传递受接触面积的影响,当接触面积越大时,热传递越快,采用多个s形连接,起到合理利用同一面积下的加热组件3的布局,使得同一面积下接触面积大,最终达到加快热传递的目的,即达到加快生产时间,增加生产效率的目的。
34.进一步,所述弹性件25为弹簧。
35.进一步,所述防溢板24的顶部固定设有弹性垫28;
36.防止防溢板24与铰接板22发生刚性接触从而损坏防溢板24与铰接板22,进而影响该装置的使用寿命。
37.进一步,所述弹性垫28为橡胶垫圈;
38.橡胶垫圈造价低廉且弹性较好,便于更换。
39.进一步,所述防溢板24的外表面固定设有密封垫29;
40.防止容纳槽241内的烟叶湿料流入到空腔211内,从而使得烟叶干料成型后达不到预期的厚度。
41.进一步,所述动力组件23为伺服电机;
42.动力组件23为伺服电机,伺服电机具有正转和反转的特点且还具有响应快的特点,由于此处铰接板22需要具有正转和反转的功能,因而动力组件23选用伺服电机较为合适。