1.本技术涉及烟草制造技术领域,更具体地,涉及一种切丝机的切丝宽度控制方法及装置。
背景技术:
2.目前切丝机的刀辊一般采用恒定转速调节方式,即在切丝机的监控画面上输入刀辊的转速,通过闭环控制将切丝机转速保持为恒定的值,在生产过程中,刀辊转速不跟随切丝机的料位变化而改变,因此不能平衡切丝机输入端烟草物料的高度差。切丝机输入端的烟草物料高度变化会带来切丝机的刀门高度变化,而刀门压力设定为恒定值,在刀门高度变化大的情况下会出现空层或料层过高的情况,导致刀门处获得的料饼受力不均匀,料饼被输送至切割位置进行切丝时就会出现跑片和切丝宽度不均匀等问题,严重影响切丝质量。
技术实现要素:
3.本技术提供一种切丝机的切丝宽度控制方法及装置,依据料位高度匹配刀辊的转速和排链的物料输送速度,使得刀门处获得的料饼的质量恒定,并且切丝速度与料饼的生产速度匹配,确保切丝宽度,提高切丝质量。
4.本技术提供了一种切丝机的切丝宽度控制方法,包括:
5.采集切丝机的下排链上方的初始料位高度;
6.当初始料位高度达到料位基准值,启动切丝机的上、下排链向切丝机的刀门输送物料;
7.采集下排链上方的实时料位高度;
8.若实时料位高度与料位基准值不相等,则计算调节系数,并确定调节时间;
9.依据调节系数和调节时间控制切丝机的刀辊的转速,同时控制排链的输送速度。
10.优选地,利用堆栈形式对下排链上方的料位高度进行平滑处理,将处理结果作为实时料位高度或初始料位高度。
11.优选地,调节系数为实时料位高度与料位基准值之间的差与料位基准值之间的比值。
12.优选地,依据调节系数和调节时间控制切丝机的刀辊的转速,具体包括:
13.依据调节系数和调节时间计算刀辊的目标转速;
14.以刀辊的目标转速为标准,通过pid闭环控制刀辊的转速。
15.优选地,在进行pid闭环控制之前还包括:
16.判断刀辊的目标转速是否超出标准范围;
17.若否,则以刀辊的目标转速为标准,通过pid闭环控制刀辊的转速。
18.优选地,若刀辊的目标转速超出标准范围,则输出报警信息。
19.本技术还提供一种切丝机的切丝宽度控制装置,包括料位采集器、料位调节器以
及plc控制器;
20.料位采集器采集切丝机的下排链上方的料位高度;
21.料位调节器用于计算调节系数并确定调节时间;
22.plc控制器用于依据调节系数和调节时间控制切丝机的刀辊的转速,同时控制排链的输送速度。
23.优选地,料位采集器利用堆栈形式对下排链上方的料位高度进行平滑处理,将处理结果作为料位高度。
24.优选地,plc控制器包括目标转速计算模块和闭环控制模块;
25.目标转速计算模块用于依据调节系数和调节时间计算刀辊的目标转速;
26.闭环控制模块用于以刀辊的目标转速为标准,通过pid闭环控制刀辊的转速。
27.优选地,plc控制器还包括判断模块和报警模块;
28.判断模块用于判断刀辊的目标转速是否超出标准范围;
29.报警模块用于在刀辊的目标转速超出标准范围时输出报警信息。
30.通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
附图说明
31.被结合在说明书中并构成说明书的一部分的附图示出了本技术的实施例,并且连同其说明一起用于解释本技术的原理。
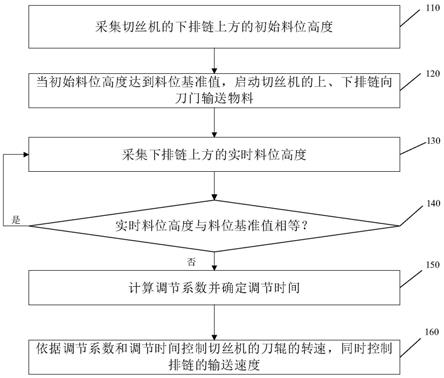
32.图1为本技术提供的切丝机的切丝宽度控制方法的流程图;
33.图2为本技术提供的切丝机的切丝宽度控制装置的结构图;
34.图3为本技术提供的plc控制器的结构示意图。
具体实施方式
35.现在将参照附图来详细描述本技术的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。
36.以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。
37.对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
38.在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
39.本技术提供一种切丝机的切丝宽度控制方法及装置,依据料位高度匹配刀辊的转速和排链的物料输送速度,使得刀门处获得的料饼的质量恒定,并且切丝速度与料饼的生产速度匹配,确保切丝宽度,提高切丝质量。
40.经工艺处理的物料(例如叶片或梗片)经送料装置(垂直送料或水平送料)输入切丝机,当物料的堆积高度超过调定的低位监测光电管时,上、下排链将物料从二者的间隙输送至刀门,在刀门处被压实,逐步形成结构紧密的“料饼”并输出刀门。刀辊电机通过同步齿
形带驱动刀辊,使刀辊上均匀配置的切丝刀在刀门处切削圆周作旋转运动,切丝刀对料饼连续切削,形成预设宽度的料丝,并从落料斗输出。
41.实施例一
42.如图1所示,本技术提供的切丝机的切丝宽度控制方法包括如下步骤:
43.s110:采集切丝机的下排链上方的初始料位高度。
44.具体地,切丝机的下排链上方安装有超声波传感器,用于采集经过超声波传感器的物料的料位高度。
45.作为一个实施例,将超声波传感器检测到的料位高度作为初始料位高度。
46.作为另一个实施例,利用堆栈形式对超声波传感器检测到的料位高度进行平滑处理,将处理结果作为初始料位高度。具体地,超声波传感器以预定的时间间隔检测料位高度,将最近的预设次数监测的料位高度进行平滑处理,例如求平均值或采用冒泡法进行处理,将获得的平均值或冒泡法处理结果作为初始料位高度。
47.s120:当初始料位高度达到料位基准值,启动切丝机的上、下排链向切丝机的刀门输送物料。
48.若料位高度达不到料位基准值,则刀门获得的料饼无法达到预设标准,因此,在初始料位高度达到料位基准值时才利用上、下排链进行物料的压实。
49.s130:启动上、下排链后,采集下排链上方的实时料位高度h
实对
。
50.实时料位高度的采集方式与初始料位高度的采集方式相同,在此不再赘述。
51.s140:判断实时料位高度与料位基准值是否相等,若是,则返回s130。否则,执行s150。
52.s150:计算调节系数kp并确定调节时间t。
53.具体地,调节系数kp为实时料位高度h
实时
与料位基准值h0之间的差与料位基准值h0之间的比值,即
54.kp=h
实时-h0/h0ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
55.作为一个实施例,调节时间t由实时料位高度h
实时
与料位基准值h0之间的差决定。
56.作为一个实例,若h
实时-h0<5cm,则t=t1;若5cm<h
实时-h0<10cm,则t=t2;h
实时-h0>10cm,则t=t3。
57.s160:依据调节系数和调节时间控制切丝机的刀辊的转速,同时控制排链的输送速度。
58.具体地,控制切丝机的刀辊的转速包括:
59.s1601:依据调节系数和调节时间计算刀辊的目标转速w
目标
。
60.具体地,
61.其中,w0为刀辊的基准转速。
62.s1602:以刀辊的目标转速w
目标
为标准,通过pid闭环控制刀辊的转速。
63.具体地,利用安装在刀辊电机的输出轴上的编码器和变频器对刀辊电机的转速进行pid控制,实现刀辊转速的精准控制。
64.优选地,s1602的闭环控制之前还包括:
65.s1603:判断刀辊的目标转速是否超出标准范围。若是,则执行s1604;否则,执行
s1602。
66.具体地,作为一个实施例,标准范围的上限为刀辊的额定转速,下限为额定转速的预设比例值(例如60%)。
67.s1604:输出报警信息,例如显示警告信息“无法达到切丝机调节标准”,提醒操作者检查切丝机输入端的物料流量是否能达到生产要求。
68.优选地,在延时预设时间(例如60秒)后再发送报警信息,以防在预设时间内刀辊的目标转速调整至标准范围内,产生无效报警。
69.在调节刀辊的转速的同时,排链电机的转速也做相应的调整,使得排链的进给速度与切丝刀的切削速度达到平衡。
70.具体地,当切丝机输入端的料位高度超过料位基准值时,调节系数为正,刀辊的目标转速大于刀辊的基准转速,刀辊的切削速度加快,为保持切丝宽度的恒定,输送排链的速度和刀辊的转速速度比保持恒定的,由于送料装置的物料输送速度是恒定的,因此刀辊转速加快后物料的料位高度会逐渐降低,接近基准值。当料位高度低于基准值时,调节系数为负,刀辊的目标转速小于刀辊的基准转速,刀辊的切削速度降低,料位高度会逐渐升高,接近基准值。
71.实施例二
72.如图2所示,本技术提供的切丝机的切丝宽度控制装置包括料位采集器210、料位调节器220以及plc控制器230。
73.料位采集器210采集切丝机的下排链上方的料位高度,例如初始料位高度、实时料位高度。
74.优选地,料位采集器利用堆栈形式对下排链上方的料位高度进行平滑处理,将处理结果作为料位高度。
75.料位调节器220用于计算调节系数并确定调节时间。
76.plc控制器230用于依据调节系数和调节时间控制切丝机的刀辊的转速,同时控制排链的输送速度。
77.优选地,如图3所示,plc控制器230包括目标转速计算模块2301和闭环控制模块2302。
78.目标转速计算模块2301用于依据调节系数和调节时间计算刀辊的目标转速。
79.闭环控制模块2302用于以刀辊的目标转速为标准,通过pid闭环控制刀辊的转速。
80.如图3所示,plc控制器230还包括判断模块2303和报警模块2304。
81.判断模块2303用于判断刀辊的目标转速是否超出标准范围。
82.报警模块2304用于在刀辊的目标转速超出标准范围时输出报警信息。
83.本技术通过调节刀辊的转速来平衡切丝机输入端的料位高度差,使料位保持基本恒定,由此稳定切丝机的刀门高度和刀门压力,确保刀门处获得的料饼的质量,避免切丝时出现跑片和切丝宽度不均匀等问题,提高切丝质量。
84.虽然已经通过例子对本技术的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本技术的范围。本领域的技术人员应该理解,可在不脱离本技术的范围和精神的情况下,对以上实施例进行修改。本技术的范围由所附权利要求来限定。