1.本实用新型涉及医用纤维技术领域,更具体地说,它涉及可吸收单丝缝合线纺丝机及其多柱塞式料筒挤出机构。
背景技术:
2.可吸收缝合线根据合成方法可分为两类:天然可吸收缝合线和人工合成可吸收缝合线。人工合成可吸收缝合线主要有聚乙交酯、聚乙丙交酯及聚对二氧环己酮基等脂肪族聚酯纤维。这类纤维突出的优点是抗张强度大,吸收期可以调节,组织反应小。相较于其他聚酯,聚对二氧环己酮分子链上有醚键,使得聚合物分子链赋予柔顺性,可制成各种尺寸的单丝缝合线。这种缝合线具有优良的生物相容性和生物降解性,抗张强度大,组织反应小,对伤口的支持时间长,14天后强度保留率达到50%以上,而且这种单丝结构缝合线相较于其他的编制结构可以有效避免细菌滋生。
3.尽管如此多的优点,聚对二氧环己酮缝合线的全球生产厂家并不多,国内生产厂家基本都是采购国外纤维,回来裁切组装上市,主要原因是高分子量聚对二氧环己酮粘度特别大,普通的螺杆挤出机纺丝时,螺杆转速较低时,压力已经非常大,正常的压力条件下,物料并不能顺利通过计量泵进入喷丝板进行纺丝。
4.申请号为cn962477478的中国专利提出了将物料在纺丝罐中预加热,然后进行纺丝,这种方法的弊端是物料在预热过程中会逐渐分解,缝合线的力学性能降低。目前使用较多的是螺杆挤出机,聚对二氧环己酮相比于其他物料最大的特点是高分子量聚对二氧环己酮粘度特别大,螺杆挤出机处丝速度会降低90%以上,为了增加纺丝速度,需要提高塑化温度,由于聚对二氧环己酮热稳定性很差,提高塑化温度会使物料降解,而且,提高温度对纺丝速度的改善并不明显。
技术实现要素:
5.针对现有技术存在的不足,本实用新型在于提供可吸收单丝缝合线纺丝机及其多柱塞式料筒挤出机构,其解决了高分子量聚对二氧环己酮流动性差需要提高塑化温度导致物料降解的问题。
6.为实现上述目的,本实用新型提供了如下技术方案:可吸收单丝缝合线纺丝机的多柱塞式料筒挤出机构,包括机架、以及安装在所述机架上的喷丝头和至少两个柱塞式料筒挤出机,每个所述柱塞式料筒挤出机上的喷嘴均与喷丝头连接,且每个柱塞式料筒挤出机的喷嘴上均安装有控制阀。
7.该多柱塞式料筒挤出机构包括至少两个柱塞式料筒挤出机,当前一个挤出机完成挤出时,切换到第二个挤出机挤出纺丝,前一个挤出机并开始塑化物料,如此循环,一方面,其解决了高分子量聚对二氧环己酮流动性差需要提高塑化温度导致物料降解的问题,另一方面,柱塞推进速度恒定,使得物料线径更均匀。
8.作为优选,还包括控制中心,所述控制中心与控制阀电连接。
9.作为优选,所述控制阀包括电磁阀和电动阀。
10.可吸收单丝缝合线纺丝机,包括上述所述的多柱塞式料筒挤出机构、凝固浴、前七辊组、牵伸热箱、后七辊组以及卷绕头。
11.综上所述,本实用新型具有以下有益效果:该多柱塞式料筒挤出机构包括至少两个双柱塞式料筒挤出机,其中一个挤出机挤出纺丝时,另一个挤出机进行物料塑化,并通过控制阀的打开或闭合来控制相应的挤出机挤出纺丝。当前一个挤出机完成挤出时,切换到第二个挤出机挤出纺丝,前一个挤出机并开始塑化物料,如此循环,一方面,其解决了高分子量聚对二氧环己酮流动性差需要提高塑化温度导致物料降解的问题,另一方面,柱塞推进速度恒定,使得物料线径更均匀。
附图说明
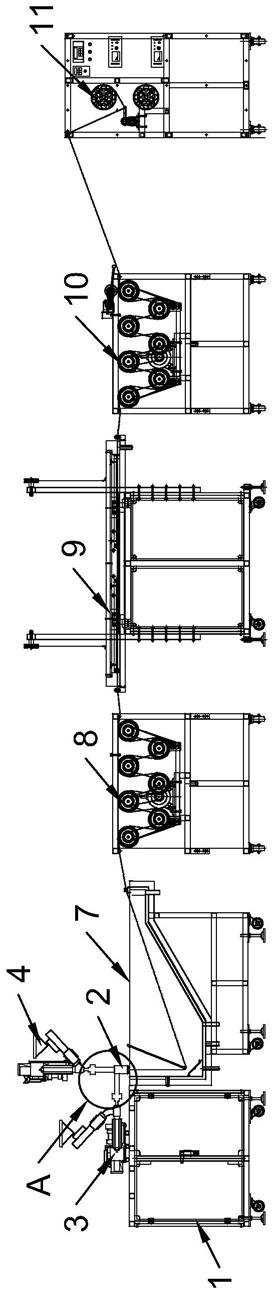
12.图1为本实用新型的结构示意图;
13.图2为图1中a处的放大图。
14.附图标记:1、机架;2、喷丝头;3、第一柱塞式料筒挤出机;4、第二柱塞式料筒挤出机;5、第一喷嘴;6、第二喷嘴;7、凝固浴;8、前七辊组;9、牵伸热箱;10、后七辊组;11、卷绕头。
具体实施方式
15.参照附图对本实用新型做进一步说明。
16.本实施例公开了可吸收单丝缝合线纺丝机及其多柱塞式料筒挤出机构,如图1~2所示,多柱塞式料筒挤出机构包括机架1、以及安装在机架1上的喷丝头2和至少两个柱塞式料筒挤出机,每个柱塞式料筒挤出机上的喷嘴均与喷丝头2连接,且每个柱塞式料筒挤出机的喷嘴上均安装有控制阀。其中,柱塞式料筒挤出机包括射座组件、注射电子尺、塑化室、塑化活塞、料斗、注塑室以及喷嘴。柱塞式料筒挤出机的工作原理:1、将物料加入料斗内;2、塑化活塞将物料推到塑化室;3、射座活塞将塑化好的物料推到喷嘴处挤出。该多柱塞式料筒挤出机构包括至少两个柱塞式料筒挤出机,其中一个挤出机挤出纺丝时,另一个挤出机进行物料塑化,并通过控制阀的打开或闭合来控制相应的挤出机挤出纺丝。
17.在一些实施方式中,机架1上安装有两个柱塞式料筒挤出机,分别为第一柱塞式料筒挤出机3和第二柱塞式料筒挤出机4,第一柱塞式料筒挤出机3的第一喷嘴5上安装有第一控制阀,第二柱塞式料筒挤出机4的第二喷嘴6上安装有第二控制阀;在实际的生产过程中,打开第一控制阀,第一柱塞式料筒挤出机3通过第一喷嘴5和喷丝头2挤出纺丝,同时关闭第二控制阀,第二柱塞式料筒挤出机4进行物料塑化;当第一柱塞式料筒挤出机3完成挤出时,打开第二控制阀,第二柱塞式料筒挤出机4通过第二喷嘴6和喷丝头2挤出纺丝,同时关闭第一控制阀,第一柱塞式料筒挤出机3进行物料塑化,如此循环,一方面,其解决了高分子量聚对二氧环己酮流动性差需要提高塑化温度导致物料降解的问题,另一方面,柱塞推进速度恒定,使得物料线径更均匀。
18.作为优选,还包括控制中心,控制中心与控制阀电连接。控制中心控制控制阀的打开或闭合,如此,使得多柱塞式料筒挤出机构的自动化程度高。
19.其中,控制阀包括电磁阀和电动阀。
20.可吸收单丝缝合线纺丝机,包括上述所述的多柱塞式料筒挤出机构、凝固浴7、前七辊组8、牵伸热箱9、后七辊组10以及卷绕头11。多柱塞式料筒挤出机构挤出的纺丝依次经过挤凝固浴7、前七辊组8、牵伸热箱9、后七辊组10以及卷绕头11。
21.本具体实施例中的指定方向仅仅是为了便于表述各部件之间位置关系以及相互配合的关系。以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.可吸收单丝缝合线纺丝机的多柱塞式料筒挤出机构,其特征是:包括机架(1)、以及安装在所述机架(1)上的喷丝头(2)和至少两个柱塞式料筒挤出机,每个所述柱塞式料筒挤出机上的喷嘴均与喷丝头(2)连接,且每个柱塞式料筒挤出机的喷嘴上均安装有控制阀。2.根据权利要求1所述的可吸收单丝缝合线纺丝机的多柱塞式料筒挤出机构,其特征是:还包括控制中心,所述控制中心与控制阀电连接。3.根据权利要求1或2所述的可吸收单丝缝合线纺丝机的多柱塞式料筒挤出机构,其特征是:所述控制阀包括电磁阀和电动阀。4.可吸收单丝缝合线纺丝机,其特征是:包括权利要求1~3中任一项所述的多柱塞式料筒挤出机构、凝固浴(7)、前七辊组(8)、牵伸热箱(9)、后七辊组(10)以及卷绕头(11)。
技术总结
本实用新型公开了可吸收单丝缝合线纺丝机的多柱塞式料筒挤出机构,包括机架、以及安装在所述机架上的喷丝头和至少两个柱塞式料筒挤出机,每个所述柱塞式料筒挤出机上的喷嘴均与喷丝头连接,且每个柱塞式料筒挤出机的喷嘴上均安装有控制阀。该多柱塞式料筒挤出机构的一个挤出机挤出纺丝时,另一个挤出机进行物料塑化,并通过控制阀的打开或闭合来控制相应的挤出机挤出纺丝。当前一个挤出机完成挤出时,切换到第二个挤出机挤出纺丝,前一个挤出机并开始塑化物料,如此循环,一方面,其解决了高分子量聚对二氧环己酮流动性差,需要提高塑化温度导致物料降解的问题,另一方面,柱塞推进速度恒定,使得物料线径更均匀。使得物料线径更均匀。使得物料线径更均匀。
技术研发人员:曹利敏 李鑫
受保护的技术使用者:苏州西脉红枫生物科技有限公司
技术研发日:2021.07.22
技术公布日:2022/1/14