1.本实用新型涉及一种用于卡盒成型制作的卡盒成型机,具体涉及一种卡盒成型机的卡盒成型横折部件。
背景技术:
2.卡盒,比如一些高档白酒的包装酒盒,由硬纸板围出方形盒体,方形盒体具有连体的盒盖,盒盖通过小舌扣接在盒体顶部。在利用纸板围出方形盒体的成型过程中,需要对纸板的侧边进行竖折和横折,横折实际上就是使纸板的宽窄顶边进行穿插粘合。现有横折动作,基本采用人工进行,或采用复杂结构来完成,需要进行改进。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的是在于提供一种专用于卡盒成型时纸板宽窄顶边的穿插粘合,结构简单紧凑,提高生产效率的卡盒成型横折部件。
4.为解决上述技术问题,本实用新型是采取如下技术方案来完成的:
5.卡盒成型横折部件,其特征在于:包括左折边板和右折边辊,左折边板、右折边辊在横折工位的成型模具的左右两侧设置,左折边板由左折边板气缸推动作左右活动,左折边板气缸在左提升座上安装,右折边辊由右折边辊气缸推动作左右活动,右折边辊气缸在右提升座上安装,提升座由提升座气缸推动作上下活动。
6.左提升座由左提升座气缸推动作上下活动,右提升座由右提升座气缸推动作上下活动。
7.所述右折边辊可转动设于推块上,推块与右折边辊气缸的推杆连接。
8.上述技术方案的卡盒成型横折部件,可自动进行卡盒成型时纸板宽窄顶边的穿插粘合,结构简单紧凑,提高生产效率。
附图说明
9.本实用新型有如下附图:
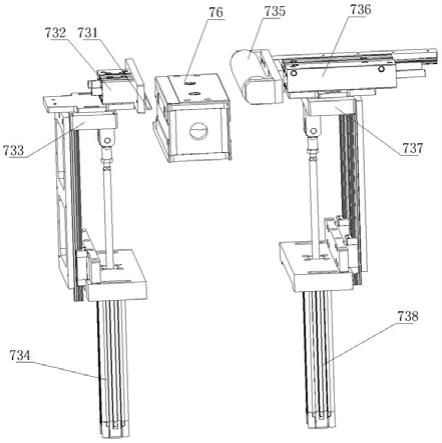
10.图1为本实用新型的结构示意图,
11.图2为卡盒的成型结构图。
具体实施方式
12.如图所示,本实用新型的卡盒成型横折部件,包括左折边板731和右折边辊735,左折边板731、右折边辊735在横折工位的成型模具76的左右两侧设置,左折边板731由左折边板气缸732推动作左右活动,左折边板气缸732在左提升座733上安装,左提升座733由左提升座气缸734推动作上下活动,右折边辊735由右折边辊气缸736推动作左右活动,右折边辊735可转动设于推块上,推块与右折边辊气缸736的推杆连接,右折边辊气缸736在右提升座737上安装,右提升座737由右提升座气缸738推动作上下活动。
13.卡盒成型横折部件的动作过程是(参考图2):当纸板随成型模具16被送至横折工位时(此时纸板的左右侧边a2、a3已处于竖折的立起状态),首先左、右提升座气缸动作,使左、右提升座下移到位,然后左折边板731向前动作,将纸板的窄顶边a4进行向内的横向翻折,窄顶边a4向内翻折到位后,右折边辊735向前动作,将纸板的宽顶边a5进行向内的横向翻折,直至右折边辊735从窄顶边a4的上方压过,于是卡盒的宽窄顶边穿插粘合(窄顶边事先在上胶工位已经刷上胶水),完成横折动作,此时卡盒的方形盒体实际成型。
技术特征:
1.卡盒成型横折部件,其特征在于:包括左折边板和右折边辊,左折边板、右折边辊在横折工位的成型模具的左右两侧设置,左折边板由左折边板气缸推动作左右活动,左折边板气缸在左提升座上安装,右折边辊由右折边辊气缸推动作左右活动,右折边辊气缸在右提升座上安装,提升座由提升座气缸推动作上下活动。2.如权利要求1所述的卡盒成型横折部件,其特征在于:左提升座由左提升座气缸推动作上下活动,右提升座由右提升座气缸推动作上下活动。3.如权利要求1所述的卡盒成型横折部件,其特征在于:所述右折边辊可转动设于推块上,推块与右折边辊气缸的推杆连接。
技术总结
本实用新型公开了卡盒成型横折部件,其特征在于:包括左折边板和右折边辊,左折边板、右折边辊在横折工位的成型模具的左右两侧设置,左折边板由左折边板气缸推动作左右活动,左折边板气缸在左提升座上安装,右折边辊由右折边辊气缸推动作左右活动,右折边辊气缸在右提升座上安装,提升座由提升座气缸推动作上下活动。本实用新型专用于卡盒成型时纸板宽窄顶边的穿插粘合,结构简单紧凑,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:何鹏海
受保护的技术使用者:浙江海垟科技有限公司
技术研发日:2021.06.17
技术公布日:2022/1/25