1.本实用新型涉及纺织技术领域,尤其是一种纺丝牵伸装置及丙纶土工布生产线。
背景技术:
2.纺粘无纺布耐高温和低温性能好、耐老化、抗紫外线、延伸率高、稳定性和透气性好、耐腐蚀、隔音、防蛀、无毒。纺粘法是熔融纺丝成网法,利用化学纺丝的纺丝原理,在聚合物纺丝形成过程中通过骤冷空气对挤出的熔体细流进行冷却、牵伸,形成细丝,然后铺放在成网帘上成网,最后经过固结装置处理后形成纺粘法非织造布,即纺粘无纺布。
3.在纺粘法中聚合物经过熔融纺丝后形成初生纺丝,此时初生纺丝物理机械性能远远达不到使用要求,主要体现在强力低、伸长大、结构不稳定,必须经过进一步的牵伸,使纺丝的取向度提高,才能提高纺丝的物理机械性能,使其达到进一步加工的要求并拥有良好的机械性能。
4.目前在纺粘法生产中使用的牵伸装置多为气流牵伸装置,气流牵伸是通入压缩空气后通过气流与纺丝的摩擦力带动纺丝作轴向牵伸,一方面使原来较粗的初生纺丝变得很细到达需要的纤度,另一方面是经过牵伸后,纺丝沿着轴向的取向度大大提高了,使微观晶格排列整齐,分子间力增强。这样的纺丝具有高强低伸的品质,提高无纺布的力学性能。现有气流牵伸装置均存在压缩空气需求量大、能耗高且纺丝纤度不易控制的特点。
5.在无纺布作为土工布使用时,以聚丙烯为原料生产的丙纶土工布有很好的耐酸、耐碱性能,特别适合环保工程垃圾填埋场及对盐碱地的改造。以聚丙烯为原料的纺丝若采用生产传统聚酯土工布的气流牵伸装置进行牵伸,生产出的土工布强度较差,使用寿命较短。
6.因此,提升耐酸碱的丙纶土工布的强度是一个亟需解决的问题。
技术实现要素:
7.针对现有技术存在的问题,本实用新型的目的在于提供一种纺丝牵伸装置,对采用聚丙烯生产的纺丝进行有效牵伸,提高纺丝的强度从而提高生产的丙纶土工布的强度。
8.为实现上述目的,本实用新型纺丝牵伸装置的技术方案如下:
9.一种纺丝牵伸装置,包括:安装架,组合拉伸辊;所述安装架上下间隔设置三个以上安装窗,每个所述安装窗上安装所述组合拉伸辊;
10.所述组合拉伸辊包括:带有主安装孔和辅助安装孔的安装板,一端安装到所述主安装孔中的主传动辊,一端安装在所述辅助安装孔中的辅助缠绕辊;所述主传动辊的轴线和所述辅助缠绕辊的轴线均在第一平面内,所述辅助缠绕辊与所述主传动辊平行安装后,所述辅助缠绕辊从一端到另一端逐渐向所述第一平面的法向方向倾斜;
11.所述安装板旋转安装到所述安装窗上,所述主传动辊水平设置且位于所述辅助缠绕辊的上方;从纺丝输入端到纺丝输出端,在水平方向上所述辅助缠绕辊逐渐向所述主动辊倾斜靠近;在纺丝输出端,纺丝与所述主传动辊接触的竖直切面与所述辅助缠绕辊水平
间隔一定距离;所述主传动辊和所述辅助缠绕辊的传动方向和传动速度一致;
12.所述主传动辊与所述辅助缠绕辊之间的间隔小于相邻所述组合拉伸辊之间的间隔;
13.从上至下的所述组合拉伸辊的传动速度依次增大;
14.所有组所述组合拉伸辊的温度在预定温度范围内。
15.进一步,所述预定温度范围为100℃~135℃。
16.进一步,最上端所述组合拉伸辊的温度为100℃~110℃,其他组所述组合拉伸辊的温度为110℃~135℃。
17.进一步,所述纺丝牵伸装置还包括用于控制所述组合拉伸辊温度的温度控制装置。
18.进一步,相邻组所述组合拉伸辊的转动方向相反,下方所述组合拉伸辊的纺丝输入端位于其相邻上方所述组合拉伸辊纺丝输出端的正下方。
19.本实用新型的纺丝牵伸装置,纺丝先缠绕到组合拉伸辊的主传动辊上,由于主传动辊水平设置,对纺丝起到导向作用,防止纺丝先缠绕到辅助缠绕辊上使纺丝瞬时局部受力较大影响纺丝的质量;在水平方向上,辅助缠绕辊的一端到另一端逐渐向主动辊倾斜靠近,保证纺丝逐段螺旋缠绕到组合拉伸辊上,防止缠绕时不同长度处的纺丝相互影响,同时,主传动辊和辅助缠绕辊空间平行设置,能够防止在传动过程中发生部分纺丝从辅助缠绕辊脱落的情况;并且在纺丝输出端,纺丝与主传动辊接触的竖直切面与辅助缠绕辊水平间隔一定距离,防止倾斜设置的辅助缠绕辊磨损纺丝输出端输出的纺丝;从上至下的组合拉伸辊传动速度依次增大,并且所有组合拉伸辊的温度在预定温度范围内,使纺丝能够在塑性状态下逐渐拉伸,保证纺丝的有效拉伸,增强纺丝的应力,同时,保证纺丝的拉伸质量,从而提升土工布的强度和质量。
20.本实用新型还提供了一种丙纶土工布生产线,包括:上述纺丝牵伸装置,连接在所述纺丝装置下方的气流牵伸装置;所述气流牵伸装置的入丝端位于最下方所述组合安装辊纺丝输出端的正下方。
21.进一步,所述丙纶土工布生产线还包括纺丝装置、成网装置和成布装置;
22.所述纺丝装置包括依次相连加料机、螺杆挤压机、熔体过滤器、纺丝箱、侧吹风装置;
23.所述成网装置包括依次相连的摆丝机、成网机;
24.所述成布装置包括依次设置的预针刺机、主针刺机、储布器和卷绕机;
25.所述纺丝牵伸装置设置在所述侧吹风装置的下方,所述气流牵伸装置与所述送丝器相连。
26.本实用新型的丙纶土工布生产线,包括本实用新型的纺丝牵伸装置,能够提升纺丝的应力;在纺丝牵伸装置的下方设置气流牵伸装置,能够通过气流牵伸对经过牵伸装置牵伸的纺丝进行导向和进一步强化牵伸,进一步提升生产的丙纶土工布的强度和质量。
附图说明
27.图1为本实用新型实施例1提供的纺丝牵伸装置中一组组合拉伸辊的辅助缠绕辊2安装过程示意图;
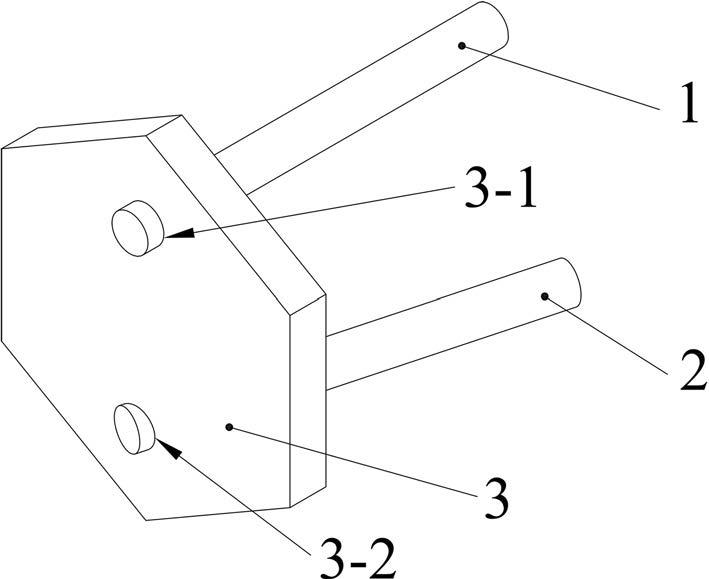
28.图2为本实用新型实施例1提供的纺丝牵伸装置中主传动辊1和辅助缠绕辊2安装到安装板3上的结构示意图;
29.图3为本实用新型实施例1提供的纺丝牵伸装置中安装好主传动辊1和辅助缠绕辊2的安装板3安装到安装架4上的结构示意图;
30.图4为本实用新型实施例1提供的纺丝牵伸装置绕制纺丝的示意图;
31.图5为本实用新型实施例2提供的纺丝牵伸装置绕制纺丝的示意图;
32.图6为本实用新型实施例3提供的丙纶土工布生产线装置组成示意图;
33.图中:
34.1—主传动辊;2—辅助缠绕辊;3—安装板;3-1—主安装孔;3-2—辅助安装孔;4—安装架;4-1—安装窗;5—气流牵伸装置;6—加料机;7—螺杆挤压机;8—熔体过滤器;9—纺丝箱;10—侧吹风装置;11—送丝器;12—摆丝机;13—成网机;14—预针刺机;15—主针刺机;16—储布器;17—卷绕机;18—成品布卷。
具体实施方式
35.为了使本领域的技术人员更好地理解本实用新型的方案,下面结合本实用新型示例中的附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的示例仅仅是本实用新型的一部分示例,而不是全部的示例。基于本实用新型中的示例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施方式都应当属于本实用新型保护的范围。
36.在本实施方式的描述中,术语“上”、“下”、“左”、“右”等指示的方位或位置关系均为基于附图所示的方位或位置关系,仅仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于区别类似的对象,而不能理解为特定的顺序或先后次序,应该理解这样的使用在适当情况下可以互换。
37.为了更加清晰的对本实用新型中的技术方案进行阐述,下面将参考附图并结合实施例来详细说明本实用新型。在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
38.实施例1
39.参见图1-4,本实施例提供了本实用新型一种纺丝牵伸装置,包括:安装架4,组合拉伸辊;安装架4上下间隔设置三个安装窗4-1,每个安装窗4-1上安装组合拉伸辊;
40.组合拉伸辊包括:带有主安装孔3-1和辅助安装孔3-2的安装板3,一端安装到主安装孔3-1中的主传动辊1,一端安装在辅助安装孔3-2中的辅助缠绕辊2;主传动辊1的轴线和辅助缠绕辊2的轴线均在第一平面内,辅助缠绕辊2与主传动辊1平行安装后,辅助缠绕辊2从一端到另一端逐渐向第一平面的法向方向倾斜;
41.安装板3旋转安装到安装窗4-1上,主传动辊1水平设置且位于辅助缠绕辊2的上方;从纺丝输入端到纺丝输出端,在水平方向上辅助缠绕辊2逐渐向主动辊1倾斜靠近;在纺丝输出端,纺丝与主传动辊1接触的竖直切面与辅助缠绕辊1水平间隔一定距离;主传动辊1和辅助缠绕辊2的传动方向和传动速度一致;
42.主传动辊1与辅助缠绕辊2之间的间隔小于相邻组合拉伸辊之间的间隔;
43.从上至下的组合拉伸辊的传动速度依次增大;
44.所有组组合拉伸辊的温度在预定温度范围内。
45.本实施例的纺丝牵伸装置,纺丝先缠绕到组合拉伸辊的主传动辊1上,由于主传动辊1水平设置,对纺丝起到导向作用,防止纺丝先缠绕到辅助缠绕辊上使纺丝瞬时局部受力较大影响纺丝的质量;在水平方向上,辅助缠绕辊2逐渐向主动辊1倾斜靠近,保证纺丝逐段螺旋缠绕到组合拉伸辊上,防止缠绕时不同长度处的纺丝相互影响,同时,主传动辊1和辅助缠绕辊2空间平行设置,能够防止在传动过程中发生部分纺丝从辅助缠绕辊2脱落的情况,避免影响后续纺丝的质量;并且在纺丝输出端,纺丝与主传动辊1接触的竖直切面与辅助缠绕辊2水平间隔一定距离,防止倾斜设置的辅助缠绕辊2磨损纺丝输出端输出的纺丝;从上至下的组合拉伸辊传动速度依次增大,并且所有组合拉伸辊的温度在预定温度范围内,使纺丝能够在塑性状态下逐渐拉伸,保证纺丝的有效拉伸,增强纺丝的应力,同时,保证纺丝的拉伸质量,从而提升土工布的强度和质量。
46.需要说明的是,在水平安装主传动辊1后,可以按照图1中的方式安装辅助缠绕辊2,即使辅助缠绕辊2与主传动辊1平行安装,且辅助缠绕辊2与主传动辊1处于同一竖直平面内,然后再以辅助缠绕辊2的一端为轴,辅助缠绕辊2另一端向前倾斜(辅助缠绕辊2由实线部分向虚线部分倾斜)。
47.通过设置安装板3,可以方便地实现主传动辊1和辅助传动辊2的上述安装方式,其中,辅助安装孔3-2根据辅助传动辊2需要倾斜的方向和角度,进行倾斜设置,主安装孔3-1和辅助安装孔3-2与主传动辊1和辅助传动辊2之间可以分别安装轴承,以便支撑主传动辊1和辅助传动辊2,并方便主传动辊1和辅助传动辊2的转动。
48.参见图2-3,本实施例中将安装板3设置为正六边形,相应地,安装窗4-1也设置为正六边形,便于将安装板3旋转安装到安装窗4-1上,在纺丝输出端,使纺丝与主传动辊1接触的竖直切面与辅助缠绕辊1水平间隔一定距离,在图中,即纺丝与主传动辊1接触的竖直切面位于辅助缠绕辊1前方一定距离,防止倾斜设置的辅助缠绕辊2磨损主传动辊1前侧输出的纺丝。
49.在本实用新型的其他实施方式中,安装架4上也可以间隔设置多于三个安装窗4-1,以便安装更多组组合拉伸辊满足纺丝的拉伸需要。
50.在本实施例中,预定温度范围为100℃~135℃。
51.优选地,最上端组合拉伸辊的温度为100℃~110℃,其他组组合拉伸辊的温度为110℃~135℃。最上端的组合传动辊用于对纺丝进行预热,以便下方的组合传动辊逐级对纺丝进行拉伸。
52.本实施例的纺丝牵伸装置还包括用于控制组合拉伸辊温度的温度控制装置。温度控制装置用于对所有的组合传动辊进行调温,具体地,温度控制装置可以包括:安装到所有主动辊1和辅助缠绕辊2上的加热器件,靠近每组组合拉伸辊安装的温度反馈器件,通过温度反馈器件的反馈,可以通过温度控制装置调节每组组合拉伸辊的加热器件温度,从而达到对每组组合传动辊进行调温的目的。
53.在本实用新型的其他实施方式中,纺丝牵伸装置也可以仅在所有主传动辊1和辅助缠绕辊2设置加热器件,以便对纺丝进行加热拉伸。
54.参见图4,本实施例组合拉伸辊采用逐渐倾斜的排列方式,所有主动辊1和辅助缠
绕辊2的转动方向一致。
55.实施例2
56.参见图5,本实施例的纺丝拉伸装置中,组合拉伸辊的结构完全相同,仅是组合拉伸辊的排列方式与实施例1中不同,具体排列方式为:
57.相邻组组合拉伸辊的转动方向相反,下方组合拉伸辊的纺丝输入端位于其相邻上方组合拉伸辊纺丝输出端的正下方。即本实施例组合拉伸辊采用竖直排列的方式,该种排列方式更有利于节省纺丝拉伸装置所占据的空间。
58.实施例3
59.参见图6,本实施提供了本实用新型一种丙纶土工布生产线,包括:实施例2中的纺丝牵伸装置,连接在纺丝装置下方的气流牵伸装置5;气流牵伸装置5的入丝端位于最下方组合安装辊纺丝输出端的正下方。
60.需要说明的是,本实用新型的土工布生产线的纺丝牵伸装置还可以是实施例1中的纺丝牵伸装置。
61.本实施例的丙纶土工布生产线,包括实施例1或实施例2的纺丝牵伸装置,能够提升纺丝的应力;在纺丝牵伸装置的下方设置气流牵伸装置5,能够通过气流牵伸对经过牵伸装置牵伸的纺丝进行导向和进一步强化牵伸,进一步提升生产的丙纶土工布的强度和质量。
62.本实施例的丙纶土工布生产线还包括纺丝装置、成网装置和成布装置;
63.纺丝装置包括依次相连加料机6、螺杆挤压机7、熔体过滤器8、纺丝箱9、侧吹风装置10;
64.成网装置包括依次相连的送丝器11、摆丝机12和成网机13;
65.成布装置包括依次设置的预针刺机14、主针刺机15、储布器16、卷绕机15;经过卷绕机17卷绕后,形成丙纶土工布的成品布卷18;
66.纺丝牵伸装置设置在侧吹风装置10的下方,气流牵伸装置5与送丝器11相连。
67.最后,可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域普通技术人员而言,在不脱离本实用新型的原理和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。