1.本技术涉及自动包装印刷机械技术领域,尤其是涉及一种全自动制盒机的上料结构。
背景技术:
2.纸制品包装,是包装工业品中用量最大的种类。纸盒是最主要的运输包装形式,而纸盒广泛用做食品、医药、电子等各种产品的销售包装。随着运输方式的改变和销售方式的变革,纸盒的样式日趋多样化,几乎每一种新型的非标纸盒都伴随着一套自动化设备问世。
3.目前存在一种全自动制盒机,使用裁剪好的纸板生产天地盖盒、书形盒、硬书壳等新产品,在生产过程中需要向制盒机中上料。相关技术中,一般采用飞达送纸器进行上料,在上料前需要将纸板排列整齐,放置在指点位置。
4.针对上述中的相关技术,发明人认为存在以下缺陷:由于飞达送纸器没有纸板限位功能,需要手动进行码放纸板,容易导致纸板不能准确的码放到送纸器的工作区域内。
技术实现要素:
5.为了能够将纸板准确的码放到送纸器的工作区域内,优化全自动制盒机的上料方式,本技术提供一种全自动制盒机的上料结构。
6.本技术提供的一种全自动制盒机的上料结构采用如下的技术方案:
7.一种全自动制盒机的上料结构,包括机箱,用于移动所述机箱的定位机架,用于限制纸板位置的限位装置,用于吸附纸板的吸附装置,用于抬起纸板的抬升装置和用于移动纸板的移动装置,所述限位装置设置在所述机箱的两侧。
8.通过采用上述技术方案,在进行纸板上料时,限位装置对纸板的位置加以限制,使纸板位于本技术提全自动制盒机的上料结构的作业范围内,将纸板上下码放整齐。吸附装置将纸板略微向上吸起,抬升装置将被吸附装置吸起的纸板向上抬升,使纸板与码放好的纸板堆分离。此时,吸附装置停止对于纸板的吸附作用,使得纸板可以移动。移动装置推动纸板,将纸板推动到全自动制盒机的指定位置,完成纸板上料。限位装置设置在机箱两侧,使得本技术提全自动制盒机的上料结构同时具备上料功能,节省人工,减小码放不整齐的概率,提高了使用效率。
9.可选的,所述限位装置包括第一连接板、第一夹板、第二连接板和第二夹板,所述第一连接板和所述第二连接板分别设置在所述机箱两侧,所述第一连接板与所述第一夹板滑移连接,所述第二夹板与所述第二连接板滑移连接,所述第一夹板和所述第二夹板长度方向平行于竖直方向,第一夹板和第二夹板滑移方向平行于水平方向。
10.通过采用上述技术方案,在码放前首先将第一夹板和第二夹板放置在两者距离最大的位置,将叠放不整齐的纸板放置在本技术提供的全自动制盒机的上料结构下方,然后第一夹板和第二夹板同时同速度向中间运动,将纸板码放整齐,同时也将纸板的位置限制在本技术提供的全自动制盒机的上料结构的作业范围内,结构简单,使用效率高,也提升了
自动化程度。
11.可选的,所述第一夹板上设置有第一滑块,所述第一连接板上设置有第一滑轨,所述第一滑块在所述第一滑轨上滑动,所述第二夹板上设置有第二滑块,所述第二连接板上设置有第二滑轨,所述第二滑块在所述第二滑轨上滑动。通过采用上述技术方案,夹板和连接板通过导轨和滑块的方式完成了滑移连接,连接板上设置导轨,限制夹板的移动方向。结构简单,实现方便。
12.可选的,所述吸附装置包括真空泵、气管和吸盘,所述真空泵位于所述机箱内,所述气管一端连接所述真空泵,另一端连接所述吸盘,所述吸盘开口向下设置。
13.通过采用上述技术方案,真空泵工作,通过气管作用在吸盘上,减小吸盘内的气压。在大气压的作用下,纸板被吸附在吸盘上,当纸板吸附在吸盘上时,吸盘的开口被纸板封住,不再对下一张纸板有吸附作用。当需要放下纸板时,真空泵停止工作,纸板两侧气压平衡,纸板不再受吸附力,容易脱离吸盘。吸附装置实现了对于单张纸板的吸附、放开,巧妙地将单张纸板带离纸板堆。
14.可选的,所述抬升装置包括纸叉、抬升杆和抬升电机,所述抬升杆一端与纸叉固定连接,所述抬升杆的径向与竖直方向平行,所述抬升电机用于带动所述抬升杆沿其径向往复运动。
15.通过采用上述技术方案,当纸板受到吸盘吸附时,纸板无法进行移动上料,此时抬升杆运动,将纸叉移动到纸板下,将纸板与纸堆隔开,吸盘即可停止吸附作用。抬升装置实现了纸板和纸堆的分离,同时不影响纸板的移动。
16.可选的,所述移动装置包括气泵和吹风管,所述气泵通过管道与所述吹风管连接,所述吹风管开口方向水平。
17.通过采用上述技术方案,使用吹气的方式带动被抬升的单张纸板进行平移,完成上料。气泵提供动力,吹风管调整吹风的方向。调整气泵的输出功率、吹风管的方向,即可准确地将纸板吹送到上料位置,可以适应于不同的纸板,使用方便,泛用性强。
18.可选的,所述定位机架包括滑杆、方形滑块和转动圆盘,所述滑杆水平设置,所述方形滑块滑移连接在所述滑杆上,所述转动圆盘固定连接在所述滑杆上,所述转动圆盘的转轴方向与滑杆的径向垂直,所述机箱顶端设置有圆盘,所述圆盘与所述转动圆盘转动连接。
19.通过采用上述技术方案,定位机架使得机箱可以在一定范围内做水平移动和水平转动,进而使得本技术提全自动制盒机的上料结构可以做水平移动和转动,对于不同位置,不同码放方向的纸板进行上料。增加了本技术提全自动制盒机的上料结构的灵活性。
20.可选的,所述全自动制盒机的上料结构还包括传送带,所述传送带位于所述机箱下。
21.通过采用上述技术方案,待上料的纸板不再需要人工搬运到本技术提全自动制盒机的上料结构的作业范围内,工人只需将纸板堆搬运到传送带上,纸板堆即可通过传送带平移到本技术提全自动制盒机的上料结构的作业范围内,节省了人工,提高了自动化程度。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.本技术提供的全自动制盒机的上料结构具有限位装置,可以自动将待上料的纸板码放整齐,为上料工作提供便利,节省人工,使用效率高;
24.2.待上料叠放的纸板依次经过传送带、限位装置、吸附装置、抬升装置和移动装置完成上料,全程自动,自动化程度高,上料速度快。
附图说明
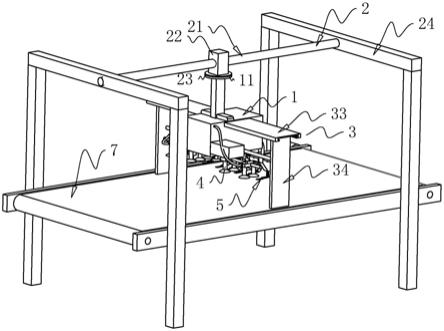
25.图1是本技术实施例的全自动制盒机的上料结构的整体结构示意图;
26.图2是本技术实施例的全自动制盒机的上料结构的部分结构左视图;
27.图3是本技术实施例的全自动制盒机的上料结构的部分结构右视图;
28.图4是本技术实施例的全自动制盒机的上料结构的部分结构后视图;
29.图5是本技术实施例的全自动制盒机的上料结构的部分结构前视图;
30.附图标记:1、机箱;11、圆盘;2、定位机架;21、滑杆;22、方形滑块;23、转动圆盘;24、支架;3、限位装置;31、第一连接板;311、第一滑轨;32、第一夹板;321、第一滑块;33、第二连接板;331、第二滑轨;34、第二夹板;341、第二滑块;4、吸附装置;41、真空泵;42、气管;43、吸盘;5、抬升装置;51、抬升电机;52、抬升杆;53、纸叉;6、移动装置;61、气泵;62、吹风管;7、传送带。
具体实施方式
31.以下结合附图1-4对本技术作进一步详细说明。
32.本技术实施例公开一种全自动制盒机的上料结构。参考图1,所述全自动制盒机的上料结构包括机箱1、定位机架2、限位装置3、吸附装置4、抬升装置5和移动装置6。
33.参考图1,机箱1顶端设置有圆盘11,圆盘11与转动圆盘23转动连接,使得机箱1能够在水平面内转动。限位装置3由两部分组成,且分别对称分布在机箱1的两侧。
34.参考图1,定位机架2包括两个支架24、滑杆21、方形滑块22和转动圆盘23。两个支架24相对设置,且延伸方向与竖直方向平行设置。两支架24顶端分别与滑杆21的两端固定连接,滑杆21长度方向与水平方向平行,方形滑块22沿滑杆21长度方向滑动。方形滑块22底部与所述转动圆盘23顶端固定连接。
35.参考图1和图2,限位装置3包括第一连接板31、第一夹板32、第二连接板33和第二夹板34,第一连接板31和第二连接板33分别设置在机箱1两侧,第一连接板31与第一夹板32滑移连接,第二夹板34与第二连接板33滑移连接,第一夹板32和第二夹板34长度方向平行于竖直方向,第一夹板32和第二夹板34滑移方向平行于水平方向。
36.参考图2和图3,第一夹板32上设置有第一滑块321,第一连接板31上设置有第一滑轨311,第一滑块321滑移连接于第一滑轨311上,第二夹板34上设置有第二滑块341,第二连接板33上设置有第二滑轨331,第二滑块341在第二滑轨331上滑动。
37.参考图4,吸附装置4设置在机箱1远离圆盘11的一侧,且包括真空泵41、气管42和吸盘43。真空泵41位于机箱1的内部,气管42的两端分别连接真空泵41和吸盘43。气管42远离真空泵41的一端,从机箱1远离圆盘11的一侧向外延伸。气管42设置有多个,本技术实施例中配置为8个,对称分布在机箱1底部的两侧,气管42的长度方向与竖直方向垂直。吸盘43开口方向向下设置,用于实现吸附纸板的目的。
38.参考图5,抬升装置5包括抬升电机51、抬升杆52和纸叉53,和抬升电机51位于机箱1侧面,抬升杆52竖直地从机箱1底部延伸出来,抬升杆52与抬升电机51的输出端固定连接,
受抬升电机51作用进行运动,抬升杆52远离机箱1的一端连接有纸叉53。
39.移动装置6包括气泵61和吹风管62,气泵61设置在机箱1内,吹风管62从机箱1底部延伸出,并可以在水平面内旋转,调整开口方向。
40.参考图1,机箱1下设置有传送方向与水平方向平行的传送带7,用于将纸板传送到工作位置。
41.本技术实施例一种全自动制盒机的上料结构的实施原理为:工作人员将上下叠放的纸板置于传送带7上,开启传送带7,将纸板大致移动到所述全自动制盒机的上料结构的作业范围内。
42.然后通过定位机架2调整机箱1的位置,通过调整滑块22在滑杆21上的位置实现进行水平方向上的移动,而后通过圆盘11在转动圆盘23中转动,带动机箱1进行水平面内的转动,进而调整方向。
43.当上料结构的位置、方向与纸板相对应,启动限位装置3,两夹板在两连接板上滑移,朝向中间靠拢,将纸板码放整齐。
44.然后吸附装置4开始工作,真空泵41启动在吸盘43内形成负压,把码放好的纸板最上面的一张吸附在吸盘43上,通过调整真空泵41的输出功率即可调整吸附的力度,从而适应不同厚度纸板的需求。
45.最后抬升装置5开始作业,抬升杆52带动纸叉53伸入被吸附起的纸板下,将该纸板与纸板堆分离后,真空泵41停止工作,纸板不再被吸盘43吸附。气泵61向外吹气,通过调整吹风管62的方向和形状调整吹出气流的方向和作用范围,通过调整气泵61的输出功率调整气流的大小。输出合适的气流将把纸板吹送到全自动制盒机的指定上料位置,上料作业完成。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。