1.本发明涉及纸箱生产领域,尤其涉及一种环保型瓦楞纸箱生产设备。
背景技术:
2.一种可回收利用的环保型瓦楞纸箱,其内置的纸板可随时进行更换工作,减少纸箱的浪费,提高纸箱循环利用的次数,为了方便随时对纸箱内插设的纸板进行更换工作,该瓦楞纸箱内边沿处插设有若干个支撑杆,纸板呈口字型围绕在瓦楞纸箱内侧,并由位于瓦楞纸箱内四个边角的支撑杆,从纸板的四个边角内侧进行固定,同时位于瓦楞纸箱内四个边沿的支撑杆,从纸板外侧与瓦楞纸箱之间的间隙进行固定,在实现纸板的可便捷性更换同时,将纸板固定在瓦楞纸箱内。
3.然而在该瓦楞纸箱的生产过程中,特别是将纸板插设在瓦楞纸箱内时,需要预先将围成纸板口字型的纸板,固定在位于瓦楞纸箱内四个边沿的支撑杆内侧,之后将纸板的四个边角向外撑开,再将剩下的四个支撑杆插设在纸板的四个边角内侧,在该操作中,若不能保证纸板的四个边角撑开均匀性一致,插设在瓦楞纸箱内的纸板与支撑杆之间将存在较大的间隙,导致纸板在瓦楞纸箱内易出现松动,并且在对剩下的四个支撑杆进行插设工作中,纸板的遮挡将影响支撑杆插设的定位工作,导致支撑杆插设位置的精确度受限。
技术实现要素:
4.为了克服在对瓦楞纸箱内的纸板和支撑杆插设工作中,存在较大的间隙将导致纸板在瓦楞纸箱内易出现松动,并且纸板的遮挡将导致支撑杆插设位置的精确度受限的缺点,本发明提供一种环保型瓦楞纸箱生产设备。
5.技术方案:一种环保型瓦楞纸箱生产设备,包括有夹持安置单元、杆部形变单元、主支架、定位载盘和成型模具;主支架的下侧连接有定位载盘;主支架的内顶侧连接有成型模具;主支架的上侧固接有用于定型并安放内纸板的夹持安置单元;成型模具的内侧连接有用于弯曲支撑杆顶端的杆部形变单元。
6.更为优选的是,成型模具的四个边角,分别设置有一个凸块结构。
7.更为优选的是,夹持安置单元包括有固定圆台、支臂、主滑轨、第一电动滑块、第一固定架、第一转轴、衬套、扭力弹簧、推杆、第二转轴、第一固定块、弹性夹套、限位组件和脱除组件;主支架的上侧固接有固定圆台;固定圆台的侧环面固接有四个支臂;四个支臂外端的下侧各固接有一个主滑轨;四个主滑轨的外端各滑动连接有一个第一电动滑块;四个第一电动滑块的下侧各固接有一个第一固定架;四个第一固定架的下侧各转动连接有一个第一转轴;四个第一转轴的两端各固接有一个衬套;八个衬套与相邻的第一固定架之间,各固接有一个扭力弹簧,扭力弹簧套设在相邻的第一转轴外表面;八个衬套靠近成型模具的一侧,各固接有一个推杆;每组相邻的两个推杆下端之间,各转动连接有一个第二转轴;四个第二转轴的中部各固接有一个第一固定块;四个第一固定块靠近成型模具的一侧,各固接有一个弹性夹套;每组第一固定架和相邻的推杆之间,各连接有一个限位组件;四个第一固
定块的上侧各连接有一个脱除组件。
8.更为优选的是,弹性夹套为开口朝向成型模具的弧形结构。
9.更为优选的是,限位组件包括有连杆、第二电动滑块、第二固定架和限位块;每组相邻的两个推杆上端之间,各固接有一个连杆;四个第一固定架靠近成型模具的一侧,各滑动连接有一个第二电动滑块;四个第二电动滑块靠近成型模具的一侧,各固接有一个第二固定架;四个第二固定架的下侧各固接有一个限位块;每个限位块分别紧贴相邻的一个连杆。
10.更为优选的是,脱除组件包括有第一电动升降部件、推板和插块;四个第一固定块的上侧各固接有两个第一电动升降部件;每组相邻的两个第一电动升降部件的升降端之间,各固接有一个推板;四个推板的下侧各固接有一个插块。
11.更为优选的是,插块为弧形结构,并且插块的下侧尖部结构与弹性夹套内表面的形状相对应。
12.更为优选的是,杆部形变单元包括有第二电动升降部件、固定载环、弹簧伸缩臂、第二固定块、弧形爪板、尾部夹块、第一弹簧、楔形块和挡块;成型模具的内底部固接有第二电动升降部件;第二电动升降部件的升降端固接有固定载环;环绕固定载环固接有四个弹簧伸缩臂;四个弹簧伸缩臂的外伸缩端各固接有一个第二固定块;四个第二固定块远离固定载环的一端,各固接有一个弧形爪板;四个弧形爪板远离固定载一侧的两个端部,分别通过转轴转动连接有一个尾部夹块;八个尾部夹块与相邻的第二固定块之间,各固接有一个第一弹簧;四个第二固定块靠近固定载环一端的两侧,各固接有一个楔形块;成型模具的四个边角各固接有两个挡块;八个楔形块分别紧贴相邻的一个挡块。
13.更为优选的是,挡块的下侧设有朝向相邻楔形块的斜边结构。
14.更为优选的是,还包括有辅助装订单元,成型模具上设有辅助装订单元,辅助装订单元包括有滑动载板、第二弹簧、第三固定架、把手和装订机;主支架和成型模具的前侧之间滑动连接有滑动载板;滑动载板与成型模具之间固接有第二弹簧;滑动载板的上侧固接有第三固定架;第三固定架的上侧固接有把手;第三固定架的下侧固接有装订机。
15.与现有技术相比,本发明具有以下优点:在本发明提供的技术方案中,通过设有的插设部件和弯曲部件相配合,在对纸板进行插设工作前,将所有支撑杆插设在瓦楞纸箱内,使支撑杆准确的定位在预设位置,将位于瓦楞纸箱内四个边角的支撑杆顶端向内微弯曲,并对围好的纸板进行定型工作,使纸板的四个边角预留出,与瓦楞纸箱内四个边角的支撑杆相对应的形状,最后将定型后的纸板套设在瓦楞纸箱内的支撑杆之间,由位于瓦楞纸箱内四个边角微弯曲的支撑杆,与位于瓦楞纸箱内四个边沿处的支撑杆,对纸板进行夹持工作,在保证支撑杆定位准确的基础上,提高了纸板插设后与支撑杆之间的稳定性;从而解决了在对瓦楞纸箱内的纸板和支撑杆插设工作中,存在较大的间隙将导致纸板在瓦楞纸箱内易出现松动,并且纸板的遮挡将导致支撑杆插设位置的精确度受限的技术问题。
附图说明
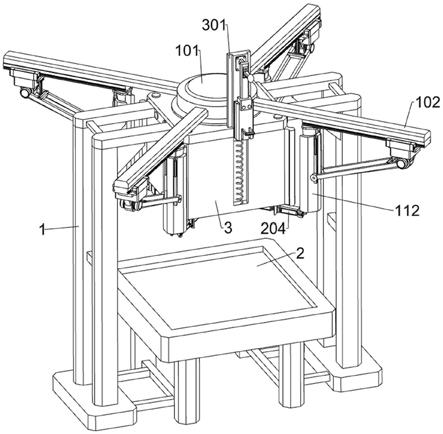
16.图1为本瓦楞纸箱生产设备的立体结构示意图;
17.图2为本瓦楞纸箱生产设备的局部立体结构示意图;
18.图3为本瓦楞纸箱生产设备的第一种局部工作状态图;
19.图4为本瓦楞纸箱生产设备的第二种局部工作状态图;
20.图5为本瓦楞纸箱生产设备的工作成果展示图;
21.图6为本瓦楞纸箱生产设备的夹持安置单元第一种立体结构示意图;
22.图7为本瓦楞纸箱生产设备的夹持安置单元第二种立体结构示意图;
23.图8为本瓦楞纸箱生产设备的夹持安置单元第三种立体结构示意图;
24.图9为本瓦楞纸箱生产设备的a区放大图;
25.图10为本瓦楞纸箱生产设备的杆部形变单元第一种立体结构示意图;
26.图11为本瓦楞纸箱生产设备的杆部形变单元第二种立体结构示意图;
27.图12为本瓦楞纸箱生产设备的b区放大图;
28.图13为本瓦楞纸箱生产设备的辅助装订单元立体结构示意图。
29.其中,上述附图包括以下附图标记:1-主支架,2-定位载盘,3-成型模具,4-外纸箱,5-支撑杆,6-内纸板,101-固定圆台,102-支臂,103-主滑轨,104-第一电动滑块,105-第一固定架,106-第一转轴,107-衬套,108-扭力弹簧,109-推杆,110-第二转轴,111-第一固定块,112-弹性夹套,113-连杆,114-第二电动滑块,115-第二固定架,116-限位块,117-第一电动升降部件,118-推板,119-插块,201-第二电动升降部件,202-固定载环,203-弹簧伸缩臂,204-第二固定块,205-弧形爪板,206-尾部夹块,207-第一弹簧,208-楔形块,209-挡块,301-滑动载板,302-第二弹簧,303-第三固定架,304-把手,305-装订机。
具体实施方式
30.首先要指出,在不同描述的实施方式中,相同部件设有相同的附图标记或者说相同的构件名称,其中,在整个说明书中包含的公开内容能够按意义转用到具有相同的附图标记或者说相同的构件名称的相同部件上。在说明书中所选择的位置说明、例如上、下、侧向等等也参考直接描述的以及示出的附图并且在位置改变时按意义转用到新的位置上。
31.在本发明的实施例中,第一电动升降部件117为微型电动推杆,第二电动升降部件201为升降台。
32.实施例1
33.一种环保型瓦楞纸箱生产设备,如图1-2所示,包括有主支架1、定位载盘2、成型模具3、夹持安置单元和杆部形变单元;主支架1的下侧连接有定位载盘2;主支架1的内顶侧连接有成型模具3;成型模具3的四个边角,分别设置有一个凸块结构;主支架1的上侧螺栓连接有夹持安置单元;成型模具3的内侧连接有杆部形变单元。
34.如图6-8所示,夹持安置单元包括有固定圆台101、支臂102、主滑轨103、第一电动滑块104、第一固定架105、第一转轴106、衬套107、扭力弹簧108、推杆109、第二转轴110、第一固定块111、弹性夹套112、限位组件和脱除组件;主支架1的上侧螺栓连接有固定圆台101;固定圆台101的侧环面焊接有四个支臂102;四个支臂102外端的下侧各固接有一个主滑轨103;四个主滑轨103的外端各滑动连接有一个第一电动滑块104;四个第一电动滑块104的下侧各螺栓连接有一个第一固定架105;四个第一固定架105的下侧各转动连接有一个第一转轴106;四个第一转轴106的两端各固接有一个衬套107;八个衬套107与相邻的第一固定架105之间,各固接有一个扭力弹簧108,扭力弹簧108套设在相邻的第一转轴106外表面;八个衬套107靠近成型模具3的一侧,各焊接有一个推杆109;每组相邻的两个推杆109
下端之间,各转动连接有一个第二转轴110;四个第二转轴110的中部各固接有一个第一固定块111;四个第一固定块111靠近成型模具3的一侧,各螺栓连接有一个弹性夹套112;每组第一固定架105和相邻的推杆109之间,各连接有一个限位组件;四个第一固定块111的上侧各连接有一个脱除组件;弹性夹套112为开口朝向成型模具3的弧形结构。
35.如图7-9所示,限位组件包括有连杆113、第二电动滑块114、第二固定架115和限位块116;每组相邻的两个推杆109上端之间,和螺栓连接有一个连杆113;四个第一固定架105靠近成型模具3的一侧,各滑动连接有一个第二电动滑块114;四个第二电动滑块114靠近成型模具3的一侧,各螺栓连接有一个第二固定架115;四个第二固定架115的下侧各焊接有一个限位块116;每个限位块116分别紧贴相邻的一个连杆113。
36.如图7-8所示,脱除组件包括有第一电动升降部件117、推板118和插块119;四个第一固定块111的上侧各固接有两个第一电动升降部件117;每组相邻的两个第一电动升降部件117的升降端之间,各固接有一个推板118;四个推板118的下侧各焊接有一个插块119;插块119为弧形结构,并且插块119的下侧尖部结构与弹性夹套112内表面的形状相对应。
37.如图10-12所示,杆部形变单元包括有第二电动升降部件201、固定载环202、弹簧伸缩臂203、第二固定块204、弧形爪板205、尾部夹块206、第一弹簧207、楔形块208和挡块209;成型模具3的内底部螺栓连接有第二电动升降部件201;第二电动升降部件201的升降端固接有固定载环202;环绕固定载环202螺栓连接有四个弹簧伸缩臂203;四个弹簧伸缩臂203的外伸缩端各固接有一个第二固定块204;四个第二固定块204远离固定载环202的一端,各焊接有一个弧形爪板205;四个弧形爪板205远离固定载一侧的两个端部,分别通过转轴转动连接有一个尾部夹块206;八个尾部夹块206与相邻的第二固定块204之间,各固接有一个第一弹簧207;四个第二固定块204靠近固定载环202一端的两侧,各固接有一个楔形块208;成型模具3的四个边角各固接有两个挡块209;八个楔形块208分别紧贴相邻的一个挡块209;挡块209的下侧设有朝向相邻楔形块208的斜边结构。
38.预成型工作:在使用本瓦楞纸箱生产设备时,先将若干个支撑杆5插设在外纸箱4内预设位置,如图3所示,使支撑杆5在外纸箱4内围成口字型,随后将待进行插设工作的内纸板6围绕在成型模具3的外表面,使内纸板6被围成口字型,再由夹持安置单元将内纸板6的四个边角,压合紧贴在成型模具3的四个凸块结构上,如图4所示,使内纸板6的四个边角预留出,与位于外纸箱4内四个边角的支撑杆5相对应的形状,并将内纸板6的首尾两端粘合或装订在一起,完成内纸板6的预成型工作,同时由杆部形变单元,将位于内纸板6四个边角的处的支撑杆5顶端向内微弯曲。
39.压合处理:将待进行插设工作的内纸板6在成型模具3的外表面围成口字型后,四个第一电动滑块104沿主滑轨103分别带动其所连接的第一固定架105向靠近成型模具3方向移动,使四个第一固定架105分别通过其所连接的推杆109推动第一固定块111和弹性夹套112,分别向内纸板6的四个边角移动,当弹性夹套112接触内纸板6的边角处时,跟随第一固定架105移动的限位块116挡住连杆113的外侧,避免移动的弹性夹套112因受内纸板6的阻挡而带动推杆109绕第一转轴106向下翻转,实现移动的弹性夹套112推动内纸板6的边角处贴合在成型模具3边角的凸块结构外表面,并使四个弹性夹套112分别套设在内纸板6的四个边角处,实现内纸板6的四个边角预留出,与位于外纸箱4内四个边角的支撑杆5相对应的圆弧结构,完成内纸板6的预成型工作中的压合处理。
40.微弯曲处理:将支撑杆5在外纸箱4内围成口字型后,第二电动升降部件201的升降端带动固定载环202及其所连接的弹簧伸缩臂203向下移动,使跟随四个弹簧伸缩臂203向下移动的四个弧形爪板205,及其所连接的尾部夹块206,分别套设在位于外纸箱4内四个边角处的支撑杆5上端,当跟随弹簧伸缩臂203向下移动的楔形块208离开挡块209时,初始呈拉伸状态的四个弹簧伸缩臂203,同时带动其所连接的弧形爪板205及尾部夹块206向内收缩,实现四组弧形爪板205与尾部夹块206,分别将位于外纸箱4内四个边角处的支撑杆5上端向内拉伸成微弯曲状态,同时尾部夹块206受弯曲的支撑杆5反作用力,绕转轴旋转同时带动第一弹簧207向内压缩,实现位于外纸箱4内四个边角处的支撑杆5上端在被微弯曲处理后,分别对齐内纸板6的四个边角处预留出的圆弧结构,完成对位于外纸箱4内四个边角处的支撑杆5的上端微弯曲处理。
41.插设工作:在完成上述的预成型工作后,第二电动滑块114沿第一固定架105带动第二固定架115向内移动,使限位块116离开连杆113的外侧,随后四个第一电动滑块104继续沿主滑轨103,带动其所连接的第一固定架105向靠近成型模具3方向移动,使移动的弹性夹套112因受内纸板6的阻挡而带动推杆109绕第一转轴106向下翻转,同时扭力弹簧108被扭转,实现向下移动四组弹性夹套112与推板118,同时推动成型后的内纸板6沿成型模具3,使内纸板6四个边角处的圆弧结构,分别向下经过位于外纸箱4内四个边角处的支撑杆5的上端微弯曲处,并使内纸板6的四个边角套设在该四个支撑杆5的外表面,同时第二电动升降部件201的升降端继续带动固定载环202及其所连接的弹簧伸缩臂203向下移动,使位于外纸箱4内四个边角处的支撑杆5弯曲程度逐渐增大,当支撑杆5弯曲的反作用力等于第一弹簧207对尾部夹块206的支撑力度时,被拉伸弹簧伸缩臂203带动尾部夹块206离开支撑杆5,实现位于外纸箱4内四个边角处的支撑杆5在复位后,与位于外纸箱4内四个边沿处的支撑杆5,对套设在位于外纸箱4内四个边角处的支撑杆5外表面的内纸板6,进行夹持固定工作,依靠位于外纸箱4内四个边角处的支撑杆5弯曲后复位的夹持力,使内纸板6稳固的被插设在外纸箱4内,如图5所示,完成对内纸板6的插设工作。
42.在后期对装置的复位过程中,需要将弹性夹套112脱离内纸板6时,第一电动升降部件117的升降端带动推板118和插块119向下移动,使插块119的下侧尖部结构插入弹性夹套112的内表面,使弹性夹套112被撑开,并由第二电动滑块114沿第一固定架105带动第二固定架115方向移动进行复位工作,使弹性夹套112向上脱离内纸板6。
43.实施例2
44.如图1-2、图13所示,在实施例1的基础上,还包括有辅助装订单元,成型模具3上设有辅助装订单元,辅助装订单元包括有滑动载板301、第二弹簧302、第三固定架303、把手304和装订机305;主支架1和成型模具3的前侧之间滑动连接有滑动载板301;滑动载板301与成型模具3之间固接有第二弹簧302;滑动载板301的上侧螺栓连接有第三固定架303;第三固定架303的上侧螺栓连接有把手304;第三固定架303的下侧螺栓连接有装订机305。
45.在预成型工作中,对围成口字型的内纸板6首尾两端进行装订处理时,先使内纸板6首尾两端紧贴重合,并摆正在装订机305的下方,随后通过把手304,向下拉动第三固定架303,带动滑动载板301和第二弹簧302沿主支架1和成型模具3,向下移动压缩,使装订机305向下依次经过内纸板6首尾两端重合处待装订位置,并拉动装订机305的闸刀,对内纸板6的首尾两端重合处进行装订工作,操作简单,省时便捷。
46.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。