1.本发明涉及一种复合纱线,特别用于织造。此外,本发明涉及一种包括至少一种复合纱线的织物,特别是一种织造织物。此外,本发明涉及一种用于生产复合纱线的方法和一种用于生产复合纱线的装置。
背景技术:
2.纱线通常是通过将羊毛、麻(flex)、棉线、聚酯、弹性纤维或其他材料的纤维纺成长股线来生产的,该长股线应被称为纱线或线。特别地,根据本发明的复合纱线应被用于制造织物,例如织造织物或针织织物。根据本发明的织物应特别被用于衣服的制造,优选牛仔裤织物、牛仔布或工装裤。
3.在本领域中已知有许多用于将纤维纺成纱线的纺纱技术,例如环锭纺纱、自由端纺纱、喷气纺纱和摩擦纺纱。然而,在生产纱线之前,需要提供纤维。本发明意义上的纤维应掺入具有确定长度的短纤棉(staple fiber)和具有不确定长度的长丝(filament)。在短纤棉形式的纤维的情况下,它们可以由例如天然来源(例如棉花或羊毛)提供。长丝形式的纤维,例如尼龙长丝或聚酯长丝,例如可以由熔融纺丝生产。然而,在任何情况下,提供用于将纤维纺成纱线的合适纤维的部分需要能源、自然资源并产生成本。为了降低用于提供纤维的成本、能源和/或自然资源,使用回收利用纤维(recycled fiber)用于纱线生产是令人向往的。
4.在本发明的含义内,回收利用纤维应当是长度最大为25mm、23mm、22mm或20mm和/或长度至少为2mm、4mm、6mm、8mm、10mm、12mm或15mm,特别是平均长度在20mm和25mm之间的短纤棉。例如回收利用纤维可以通过将它们从纺织物产品中(例如从织造织物或针织织物中)切割和/或分离来提供,特别是以纱条(sliver)的形式。特别是,由纱条提供的回收利用纤维通常具有大量的,特别是至少30%、50%、70%、90%或95%的纤维,长度在10mm和25mm之间,特别是在20mm和25mm之间的纤维。当使用回收利用纤维用于生产纱线时会出现的一个问题是,由于纤维长度短,所得的纱线具有低轴向强度。由于由回收利用纤维生产的纱线的低轴向强度,具有高百分比(例如至少20%、25%、30%或35%)的回收利用纤维的纱线特别不能用于织物,特别是不适用于衣服(例如牛仔裤织物、牛仔布或工装裤)。回收利用纤维中具有的低纤维长度的纤维的高百分比导致了可以用于纱线生产的回收利用纤维的低百分比。
技术实现要素:
5.本发明的一个目的是提供一种克服上述缺点的纱线,特别是包括回收利用纤维的纱线,特别是包含含量增加的回收利用纤维的纱线,其中该纱线具有提高的轴向强度,特别具有足够的轴向强度以在织物制造过程中进行加工,例如织造、针织和染色。本发明的另一个目的是提供一种用于生产复合纱线的方法和装置,该复合纱线包括回收利用纤维,特别
是含量增加的回收利用纤维,具有提高的轴向强度,特别是具有足够的轴向强度以在织物制造过程中进行加工,例如织造。
6.该目的由独立权利要求的特征解决。
7.根据本发明的第一个方面,提供了一种复合纱线,特别用于织造,其包括至少一个纤维芯,该纤维芯由芯材料制成,该芯材料包括回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维,和围绕该纤维芯的护套(sheath),该护套由护套材料制成,特别是包括纤维素纤维和/或合成纤维的护套材料,该护套材料具有比该芯材料更大的轴向强度。
8.本发明的含义中的纤维芯为包括短纤棉的芯。短纤棉为有确定长度的纤维,特别是长度大于2mm、5mm或10mm和/或长度最大为500mm、200mm、150mm、100mm、80mm、60mm或45mm的纤维。优选地,短纤棉应包括纤维长度在10mm和45mm之间的纤维。优选地,芯材料由短纤棉组成。然而,除了短纤棉之外,芯材料还可以包括长丝。特别地,纤维芯可以由至少30%、50%、70%、90%、95%或100%的短纤棉和/或少于30%、20%、10%、5%或2%的长丝构成。
9.除非另有说明,在本发明的含义内,以百分比声明的值应被理解为质量百分比。
10.在本发明的含义内,术语芯材料和护套材料特别涉及作为芯材料一部分的纤维。为了比较芯材料和护套材料的轴向强度,应将芯材料和护套材料分别从复合纱线中分离进行比较。例如可以在纤维芯被护套围绕之前,通过测量纤维芯的轴向强度来测量芯材料的轴向强度。或者,可以通过从已经生产的复合纱线中分离纤维芯来测量芯材料的强度。随后可以通过测量至少一个纤维芯的强度来测量芯材料的强度。
11.也可以通过从复合纱线中分离形成护套材料的纤维,将护套材料形成护套纱线并测量护套纱线的轴向强度来测量护套材料的强度。然而,应考虑到生产复合纱线以及从复合纱线中分离护套材料会影响护套材料的轴向强度和芯材料的轴向强度。
12.可以特别通过使用用护套围绕纤维芯以生产仅由护套材料组成的纱线的装置来测量护套材料的强度。用于生产这种用于测量护套材料的轴向强度的护套纱线的优选的装置为环锭纺纱装置,下面将对其进行详细描述。
13.在本发明的含义内,芯材料的轴向强度和护套材料的轴向强度为各自材料在形成各自材料的纤维的纵向上的强度。特别地,可以通过各自材料的断裂力来比较芯材料的强度和护套材料的强度。特别地,具有较大断裂力的材料为具有较大断裂力的材料。断裂力是施加到各自材料上或沿轴向施加的力,导致各自材料的断裂。在本发明的含义内的断裂特别是指各自材料断裂成两部分。
14.本领域中已知有许多测试方法和测试设备来测量纤维、长丝、纱线和粗纱的断裂力。例如,uster tensor rapid-3设备(uster,瑞士)能够测量纱线或长丝的弹性、断裂力等。wo 2012/062480 a2中描述了所述测试设备的实例,其通过引用并入本文。
15.在本发明的优选的实施方案中,通过断裂韧性(断裂强度)表示轴向强度。断裂韧性可以通过将断裂力分别除以护套材料和芯材料的线密度来计算。根据本发明的该优选的实施方案,具有较大断裂韧性的材料为具有较大轴向强度的材料。韧性通常以克/旦尼尔(denier)来衡量。因此,单位“克”表示用于断裂纱线的强度,而单位“旦尼尔”表示线密度。当然,线密度也可以用其他单位来衡量,例如特克斯(tex)、公支数(nm)、英支数(ne)等。本领域技术人员知道如何根据表示线密度的单位来调整用于计算断裂韧性的公式。
16.因为纱线支数影响所得的纱线的轴向强度,优选通过比较所得的混合纱线中具有优选的纱线支数的纱线来比较芯材料的轴向强度和护套材料的轴向强度。如下所示,至少一个纤维芯的优选的纱线支数为30ne,混合纱线的优选的纱线支数为10ne。为了比较芯材料的轴向强度和护套材料的轴向强度,因此优选将具有30ne纱线支数的芯纱线的轴向强度与具有具有10ne纱线支数的护套纱线的轴向强度进行比较。为了使结果具有可比性,优选通过韧性,特别是通过断裂韧性来比较轴向强度。
17.此外,因为用于纱线生产使用的纺纱技术特别影响所得的纱线的轴向强度,优选通过由纺纱技术(优选用于混合纱线生产的纺纱技术)生产的各自芯纱线和各自护套纱线来比较芯材料和护套材料。如下所述,用于至少一个纤维芯纱线的优选纺纱技术为自由端纺纱技术,用于纺制围绕至少一个芯纱纺的护套的优选的纺纱技术为环锭纺纱技术。因此,优选将通过由自由端纺纱生产的芯纱线与由环锭纺纱生产的护套纱线进行比较。
18.根据本发明的优选的实施方案,护套材料的轴向强度比护套材料强度大至少25%、50%、75%、100%、125%或150%。优选地,芯材料的轴向强度在2cn/tex和12cn/tex之间,特别是在4cn/tex和10cn/tex之间,更特别是在6cn/tex和8cn/tex之间。另外地或可选地,护套材料的轴向强度在8cn/tex和20cn/tex之间,特别是在10cn/tex和18cn/tex之间,更特别是在12cn/tex和16cn/tex之间。另外地或可选地,复合纱线的轴向强度在6cn/tex和20cn/tex之间,特别是在9cn/tex和17cn/tex之间,更特别是在11cn/tex和15cn/tex之间。
19.以cn/tex表示的轴向强度优选与断裂韧性有关。以%表示的轴向强度中的差异优选与芯材料的断裂韧性和护套材料的断裂韧性的比较有关。当然,当考虑到护套材料的纱线支数和芯材料的纱线支数中的差异时,轴向强度中的差异可能更大。例如,具有10ne纱线支数的护套材料对应于60tex纱线支数,其中30ne纱线支数的芯材料对应于约20tex纱线支数。因此,具有6cn/tex的断裂韧性和30ne的纱线支数的护套材料特别具有120cn的断裂强度。具有12cn/tex的断裂韧性和10ne的纱线支数的护套材料具有720cn的断裂强度。在这个实例中,护套材料的断裂强度将比芯材料的断裂强度大100%。然而,护套材料的总断裂强度将比芯材料的总断裂强度大500%。技术人员将知道如何基于稍后描述的护套材料和芯材料的优选的纱线支数计算关于总轴向强度的差异。
20.本发明的发明人惊奇地发现用护套围绕纤维芯(该护套材料比芯材料具有更大的轴向强度)提高了复合纱线的总轴向强度。令人惊讶地发现,利用本发明的概念,甚至可以生产含有高含量的回收利用纤维的复合纱线,例如高达20%、25%、30%或35%的回收利用纤维,该复合纱线仍具有足够的总轴向强度以被制造成织物,例如织造织物。已经发现,可以通过降低护套材料中的短纤维的含量,特别是回收利用纤维中的短纤维,和/或通过增加护套材料的平均纤维长度来提高护套材料的轴向强度。此外,已经发现,通过自由端纺纱生产所述至少一个纤维芯可以提高复合纱线的总轴向强度。因此,特别优选将本发明的以下第二、第三和/或第四方面与本发明的第一方面组合,反之亦然。
21.纤维素纤维特别是由纤维素的醚类或酯类制成的纤维,该纤维素可以从植物的树皮、木材或叶子,或其他植物基材料中获得。除了纤维素,纤维可以特别含有半纤维素和木质素。所使用的纤维素纤维可以特别为天然纤维素纤维或人造纤维素纤维。例如,可以使用棉纤维、丝纤维和/或亚麻纤维形式的天然纤维素纤维。人造纤维素纤维特别是将植物加工
成纸浆,然后以与合成纤维相同的方式挤出纸浆的纤维,例如聚酯或尼龙。例如,人造纤维素纤维可以以人造丝纤维和/或粘胶纤维的形式使用。
22.合成纤维特别是由人类通过化学合成制成的纤维。一般而言,合成纤维是通过将成纤材料通过喷丝头挤出到空气和水中以形成纤维来生产的。合成纤维可以,例如由原油和中间体制成,包括石油、煤、石灰石和水。作为合成纤维,可以使用例如尼龙纤维、聚酯纤维、丙烯酸纤维、氨纶纤维、芳纶纤维、t400和/或玻璃纤维。
23.由于提高的复合纱线的轴向强度,复合纱线可以在织造纱线之前通过预处理工艺(例如染色)进行加工。在本发明的优选实施方案中,将复合纱线加工成原纱线、硫磺纱线、染色纱线、活性染色纱线、靛蓝(环)染色纱线、颜料染色纱线、直接染色纱线、阴丹士林染色纱线、酸染色纱线、天然染色纱线等。优选地,芯材料可以是彩色的或原色的。另外地或可选地,在将护套材料围绕在纤维芯周围之前,可以对护套材料进行染色,特别是染成靛蓝。
24.根据本发明的第二方面,提供了一种复合纱线,特别用于织造,包括至少一个纤维芯,该纤维芯由芯材料制成,该芯材料制成包括回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维,和围绕至少一个纤维芯的护套,该护套由护套材料制成,特别是包括纤维素纤维和/或合成纤维的护套材料,护套材料具有比该芯材料更低的回收利用纤维含量。
25.较低含量的回收利用纤维特别还可以包括在护套材料中完全不存在回收利用纤维。然而,已经发现,即使包括回收利用纤维的护套材料可以提高复合纱线的轴向强度,护套材料中回收利用纤维的含量低于芯材中回收利用纤维的含量。
26.芯材料和护套材料中的回收利用纤维的含量优选以重量百分比测量。
27.芯材料和护套材料中回收利用纤维的含量尤其可以通过称量用于特定长度(例如1000米)复合纱线的芯材料的回收利用纤维的量,并称量用于护套材料或相同长度复合纱线的回收利用纤维的量来测量。
28.为了增加或减少芯材料或护套材料中回收利用纤维的含量,可将新鲜的纤维(例如比回收利用纤维长的短纤棉或长丝)引入芯材料或护套材料中。
29.在本发明的优选实施方案中,护套材料由至少30%、50%、70%、90%、95%或100%的长丝(即具有不确定长度的纤维),或具有比回收利用纤维长度更长的短纤棉组成。
30.令人惊讶地发现,当护套材料的其余部分包括长纤维(例如长度大于25mm、30mm、35mm或40mm的纤维和/或长丝)时,即使护套材料中高达30%含量的回收利用纤维也可以使得复合纱线具有足够的轴向强度以在织造技术中进行加工。
31.为了提供具有大量回收利用纤维的复合纱线,已经发现提供纤维芯是有利的,该芯材料由100%的回收利用纤维组成。在这样的实施方案中,优选所述护套材料特别不含回收利用纤维。
32.根据本发明的优选实施方案,芯材料由至少30%、50%、70%、90%、95%或100%的回收利用纤维组成,该述回收利用纤维优选纤维长度最大为25mm、20mm、15mm或10mm的回收利用纤维。另外地或可选地,护套材料由少于30%、20%、10%、5%或2%的回收利用纤维组成,特别是不含回收利用纤维,该回收利用纤维优选纤维长度最大为25mm、20mm、15mm或10mm的回收利用纤维。
33.在包含小于100%的回收利用纤维的芯材料的实施方案中,剩余部分可以包含或
由比回收利用纤维更长的纤维或长丝组成。
34.本发明的第二方面可以有利地与本发明的第一方面组合以提高芯材料的轴向强度,从而提高复合纱线的轴向强度。
35.根据本发明的第三方面,提供了一种复合纱线,特别用于织造,其包括至少一个纤维芯,该纤维芯由芯材料制成,该芯材料包括回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维,和围绕至少一个纤维芯的护套,该护套由护套材料制成,特别是包括纤维素纤维和/或合成纤维的护套材料,该护套材料具有比该芯材料更大的平均纤维长度。
36.通过本发明的第二方面可以例如实现更大的平均纤维长度的护套材料,即通过提供比芯材料具有更低含量的回收利用纤维的护套材料。例如,护套材料可以不含回收利用纤维,其中芯材料可以由100%的回收利用纤维组成,使得护套材料的平均纤维长度比芯材料的平均纤维长度更大。这特别会导致护套材料具有比芯材料更大的轴向强度。然而,与回收利用纤维的含量无关,提高的复合纱线的轴向强度特别也可以通过使用具有比芯材料更大的平均纤维长度的护套材料来实现。例如,护套材料和芯材料都可以由相同含量(例如30%)的回收利用纤维组成。因此,可以通过将具有更大平均纤维长度的纤维用于护套材料的其余部分来实现更大平均纤维长度的护套材料。另外地或可选地,可以通过使用比芯材料的回收利用纤维的纤维长度更大的平均纤维长度作为护套材料的回收利用纤维来实现护套材料的更大平均纤维长度。
37.然而,优选使用基本上由具有低纤维长度范围的纤维组成的芯材料,并且优选使用基本上由具有高纤维长度范围的纤维组成的护套材料。在本文中,基本上是指至少70%、90%、95%或100%的纤维。优选地,低纤维长度范围在5mm和32mm之间,更优选在10mm和28mm之间,最优选在20mm和25mm之间。优选地,高纤维长度范围从至少26mm开始,更优选从28mm、30mm或32mm开始,最优选从34mm或从36mm开始。优选地,护套由至少30%、50%、70%、90%、95%或100%的纤维或长丝构成。
38.根据优选实施方案,芯材料的平均纤维长度小于26mm和32mm之间的长度,优选小于26mm、24mm或22mm的平均纤维长度。另外地或可选地,护套材料的平均纤维长度大于26mm和32mm之间的长度,优选平均纤维长度大于26mm、28mm、30mm、32mm、34mm或36mm。
39.特别地,与随后描述的本发明的第四方面组合,令人惊讶地发现使用平均纤维长度小于26mm和32mm之间的长度,优选平均纤维长度小于26mm、24mm或22mm的纤维,与具有更大平均纤维长度的纤维芯相比,使得该纤维芯的轴向强度提高。令人惊讶地发现,即使使用平均纤维长度在10mm和15mm之间的纤维,用于至少一个轴芯,特别是与本发明的第四方面组合,可以特别使得复合纱线具有足够的轴向强度以在织造技术中进行加工。
40.因此,将本发明的第三方面与随后描述的本发明的第四方面组合是特别有利的。
41.根据一个优选实施方案,复合纱线的平均纤维长度为至少2mm、5mm或10mm。这是特别重要的,因为当使用两种短纤维时,由这些纤维生产纱线变得更加困难,且所得的纤维芯的轴向强度变得特别低。
42.根据本发明的第四方面,提供了一种复合纱线,特别用于织造,其包括至少一个纤维芯,该纤维芯由芯材料制成,该芯材料包括回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维,该芯是通过自由端纺纱生产;和由护套材料制成的护套,特别是
包括纤维素纤维和/或合成纤维的护套材料,该护套通过纺纱,特别是环锭纺纱围绕至少一个纤维芯。令人惊讶地发现,与其他纺纱技术相比,通过自由端纺纱生产至少一个纤维芯,该纤维芯的强度可以显著提高。特别是,发现在采用自由端纺纱技术用于生产纤维芯时,可以使用更多量的回收利用纤维与其他纺纱技术相比(例如环锭纺纱),导致至少一个纤维芯的轴向强度相同甚至提高。此外,令人惊讶地发现,通过自由端纺纱技术,可以通过使用比其他纺纱技术(例如环锭纺纱)所需长度更短的回收利用纤维来提高轴向强度。例如,对于通过环锭纺纱生产纤维芯,通常芯材料中纤维的长度应特别在26mm和45mm之间。令人惊讶地发现,特别是通过自由端纺纱从包含或由纤维长度小于26mm、24mm或22mm,和/或至少10mm、15mm或20mm的纤维组成的芯材料生产的纤维芯,使得纤维芯比使用具有更大纤维长度(例如纤维长度大于26mm、28mm、30mm、32mm、34mm或36mm)的纤维时,具有更大的轴向强度。通过使用根据本发明的第一、第二和/或第三方面的芯材料,特别是它们的优选实施方案的芯材料用于自由端纺纱,可以获得特别好的结果。
43.已经发现,为了围绕至少一个纤维芯纺制护套,该纤维芯需要一个最小的轴向强度,因为在护套围绕芯纺纱期间纤维芯通常被拉紧。如果至少一个纤维芯的轴向强度不够高,纤维芯在试图将护套围绕纤维芯纺制时会由于拉应力而特别断裂。在这方面,令人惊讶地发现,在使用自由端纺纱技术时,甚至可以生产由高达100%的回收利用纤维组成的纤维芯和/或平均纤维长度在10mm和15mm之间的纤维芯,其具有足够的轴向强度,以在随后的纺纱过程中加工成复合纱线。
44.然而,即使通过自由端纺纱技术实现的至少一个纤维芯的轴向强度也可能不足以在织造制造步骤中用于处理纤维芯,例如织造本身和预处理步骤,例如纱线的染色。
45.因此,通过护套围绕纤维芯以提供具有足够轴向强度的复合纱线以用于制造织物,例如织造织物。护套材料特别具有比芯材料更大的轴向强度,使得复合纱线的轴向强度通过护套围绕纤维芯而提高。
46.特别地,复合纱线的轴向强度基本上可以由围绕芯的护套提供。特别地,护套起到两个作用。第一个是提高复合纱线的轴向强度,使得复合纱线可以在织物制造过程中进行加工,例如在染色过程和织造过程中。第二个特别是以这样的方式围绕纤维芯,即使该芯在复合纱线加工时断裂,该芯的纤维仍保留在复合纱线中。特别地,术语围绕应理解为在纤维芯的长度的圆周方向上包围或包封纤维芯。特别地,护套约束纤维芯,特别是压缩该芯,以防止芯在加工复合纱线时断裂和/或与复合纱线分离。
47.由于本发明的创造性方面,所述纤维芯特别只需要提供足够的轴向强度,以便在用护套材料围绕芯的工艺步骤期间,特别是在纺纱期间,更特别是在环锭纺纱期间不会断裂。一旦至少一个纤维芯被护套材料围绕,复合纱线的轴向强度基本上可以由护套材料提供。当在这方面基本上使用该术语时,是指复合纱线的大部分轴向强度,特别是至少70%、90%、95%或甚至100%的轴向强度由复合纱线提供。特别地,至少一个纤维芯由于其相对较低的轴向强度甚至可以削弱复合纱线的强度,这种削弱可以通过围绕芯的护套来补偿。
48.令人惊讶地发现,使用低纤维长度的纤维,例如芯材料的前述的纤维长度,用于纤维芯的自由端纺纱,以及使用更大的平均纤维长度的纤维,例如用于护套材料的前述的纤维长度,或用于围绕纤维芯纺纱,特别是通过环锭纺纱的护套的长丝,是特别有利的。
49.下面将结合根据本发明第八方面和第七方面的方法,以及根据本发明第八方面的
装置更详细地描述环锭纺纱和自由端纺纱。应当清楚的是,根据本发明的第一、第二、第三和/或第四方面的本发明的复合纱线可以根据本发明的第八和第七方面的方法和/或者根据本发明的第八方面的装置生产和构造。
50.根据本发明的优选实施方案,至少一个纤维芯的纱线支数为40
±
20ne,优选30
±
10ne,更优选30
±
5ne,最优选30
±
3ne或30
±
1ne。另外地或可选地,护套的纱线支数为20
±
15ne,优选15
±
10ne,更优选15
±
5ne,最优选15
±
3ne或15
±
1ne。另外地或可选地,复合纱线的纱线支数为15
±
14ne,优选10
±
9ne,更优选10
±
5ne,最优选10
±
3ne或10
±
1ne。
51.令人惊讶地发现,特别是比护套的纱线支数更高的纤维芯的纱线支数使得复合纱线的强度提高。在本发明的含义内,更高的纱线支数意味着在单位ne中的更高值(数字英文)。这是特别令人惊讶的,因为通过纺纱特别是自由端纺纱生产的纱线的轴向强度通常与以ne为单位的纱线支数成反比。特别是,通常纱线的纱线支数ne减少时,纱线的轴向强度提高。然而,这种令人惊奇的效果可以通过本发明的特殊性来解释,在本发明中,提供复合纱线轴向强度的是护套而不是纤维芯。通过减少纱线支数,可以特别增加护套材料的单位长度质量,从而提高护套材料的轴向强度,特别是不影响复合纱线所需的纱线支数。这特别有助于本发明的特殊性,根据该特殊性,提供复合纱线的轴向强度的是护套而不是至少一个纤维芯。这与本发明的第四方面组合是特别有利的,其中通过自由端纺纱生产的至少一个纤维芯允许生产具有足够轴向强度的纤维芯,以在随后的用护套围绕至少一个芯的操作中进行加工,即使至少一个纤维芯具有相对较高的纱线支数ne,例如40
±
20ne、30
±
10ne、30
±
5ne、30
±
3ne或30
±
1ne。
52.根据本发明的优选实施方案,复合纱线由至少20%,优选至少30%,更优选至少35%的芯材料组成。另外地或可选地,复合纱线至多由80%,优选至多70%,更优选至多65%的护套材料组成。令人惊奇地发现,利用本发明,可以生产具有高达35%的芯材料的复合纱线,其仍然具有足够的轴向强度以加工成织物,特别是通过织造。由于本发明甚至可以生产由100%的回收利用纤维组成的纤维芯,并被护套围绕,因此可以提供具有高达35%的回收利用纤维的复合纱线。特别地,与本发明的第四方面组合,甚至可以提供具有35%的回收利用纤维的复合纱线,该回收利用纤维的平均纤维长度小于10mm和15mm之间的长度或平均纤维长度在10mm至15mm范围内或在20mm至25mm的范围内,其中复合纱线特别仍具有足够的轴向强度以加工成织物,特别是通过织造。
53.根据本发明的优选实施方案,护套材料由至少50%、70%、90%、95%或100%的短纤棉和/或长丝组成。特别地,护套材料可以是短纤棉和长丝的组合。例如,护套材料可包括95%的短纤棉和5%的长丝,使得长丝特别提高芯材料的轴向强度。护套材料的短纤棉优选具有比如上文和下文特别所述的回收利用纤维更大的平均纤维长度。优选地,护套中的短纤棉。
54.在本发明的优选实施方案中,复合纱线包括围绕至少一个纤维芯的至少一个子护套(sub-sheath),该子护套由子护套材料(特别是包括纤维素纤维和/或合成纤维的子护套材料)制成,其中子护套优选围绕至少芯,使得护套被至少一个纤维芯和护套包围。另外地或可选地,该子护套材料优选由至少50%、70%、90%、95%或100%的短纤棉或长丝组成。例如,该子护套可以在由护套材料围绕纤维芯之前围绕纤维芯,使得子护套特别被至少一个纤维芯和护套包围。当纤维芯具有相对低的轴向强度而不足以围绕具有相对高的线密度
(例如15ne的纱线支数)的护套材料时,这可能例如是有利的。在这种情况下,纤维芯可以预先被具有较低线密度的子护套材料围绕,例如30ne的纱支数,通过子护套材料提高纤维芯的轴向强度。随后,具有提高的轴向强度的纤维芯可以特别被具有更大线密度(例如15ne的纱线支数)的护套材料围绕。
55.被至少一个纤维芯和护套包围的子护套可以是指子护套在其在芯轴的径向方向上的内侧与至少一个纤维芯接界,并在其在芯轴的径向方向上的外侧与护套接界。
56.根据本发明的优选实施方案,复合纱线包括由包括至少两个、三个、四个或五个该至少一个纤维芯,该纤维芯由包含回收利用纤维的芯材料制成的,其中优选每个纤维芯的芯材料由至少30%、50%、70%、90%、95%或100%的回收利用纤维组成,优选纤维长度最大为25mm、20mm、15mm或10mm的回收利用纤维。在一个实施方案中,每个纤维芯包括基本上相同含量的回收利用纤维。在本发明的含义内,术语基本上相同的含量应特别包括高达
±
10%、
±
5%或
±
3%的偏差。然而,纤维芯也可以具有不同含量的回收利用纤维。另外地或可选地,纤维芯可以具有基本相同或不同的纱线支数。
57.特别是,可以根据之前和随后描述的至少一个纤维芯生产和/或构成一个、多个或所有的纤维芯。然而,如果使用多于一个纤维芯,调整纱线支数使得一组纤维芯具有与一个纤维芯的优选纱线支数基本上相同的纱线支数是特别有利的。纤维芯可以特别基本上彼此平行排列或围绕彼此缠捻在一起。当使用多于一个纤维芯时,可以在将纤维芯彼此对齐或捻在一起之前,用子护套围绕一个或多个纤维芯。在用子护套围绕纤维芯的实施方案中,子护套可以,特别在将芯彼此对齐或捻在一起之后,形成围绕纤维芯的护套。然而,优选即使用子护套围绕纤维芯,该纤维芯优选进一步用护套围绕。因此,可以特别提高所得的复合纱线的轴向强度和/或可以防止纤维芯在织物制造过程中彼此分离。
58.根据本发明的优选实施方案,复合纱线还包括至少一个,特别是至少两个、三个、四个或五个另外的芯。至少一个另外芯特别是至少一个另外长丝芯,例如至少一个弹性长丝芯和/或至少一个非弹性长丝芯。另外地或可选地,至少一个另外芯特别是由另外芯材料制成的至少一个另外纤维芯,其中该另外芯材料包含比芯材料更低含量的回收利用纤维,包括比芯材料更低的平均纤维长度和/或由至少50%、70%、90%、95%或100%的短纤棉或长丝组成,该短纤棉具有比该回收利用纤维更大的纤维长度。
59.本发明含义内的长丝芯是由一个长丝构成的芯。本发明含义内的长丝特别是不确定长度的单纤维,例如由熔融纺丝生产。另外的芯材料可特别包括短纤棉和/或长丝。包括长丝的另外芯可以特别包括多个长丝,例如至少一个、两个、三个或四个彼此对齐的长丝,特别是基本上平行,或彼此缠捻在一起。特别是,包括在另外芯材料中的一些长丝可以彼此对齐,而包括在另外芯材料中的其他长丝可以围绕对齐的长丝缠捻在一起。
60.本发明含义内的弹性长丝应特别能够将其初始长度(即包装长度)拉伸至少约两倍。在通过将弹性长丝的初始长度拉伸至少约两倍对其施加压力后,产生至少90%至100%的弹性恢复。弹性恢复是弹性长丝的参数。弹性恢复以百分比表示释放拉伸应力后弹性长丝的长度相对于承受所述拉伸应力之前的弹性长丝的长度(包装长度)的比例。具有高百分比(即在90%和100%之间)的弹性恢复,被认为提供了在施加应力后基本上恢复到初始长度的弹性能力。就这一点而言,非弹性长丝由低百分比弹性恢复定义,即,如果实现至少两倍于其初始长度的拉伸,则非弹性长丝将不能基本恢复到其初始长度。
61.可以根据标准astmd3107测试和测量所述长丝的弹性恢复百分比,其全部内容通过引用明确地并入本文。所述测试方法astmd3107是一种用于由纱线制成的织物的测试方法。当然,纱线本身的弹性恢复可能会偏离织物的测试结果。然而,纱线测试方法和测试装置可以被用于单独测量长丝和/或纱线。例如,前面提到的uster tensor rapid-3设备(uster,瑞士)可以被用于测量长丝和/或纱线的弹性恢复的百分比。
62.弹性长丝的典型的实例是聚氨酯(polyurethanic)纤维,如弹性纤维、氨纶和那些具有类似弹性特性的长丝。通常,本发明含义内的弹性长丝特别可以被拉伸为包装长度的至少300%或400%(例如作为断裂伸长率)。包装长度应理解为弹性长丝的初始或原始长度,而基本上不施加拉伸张力。本发明含义内的弹性长丝的实例包括但不限于dowxla、dorlastan(bayer,德国)、lycra(invista,美国)、clerrspan(globe mfg.co.,美国)、glospan(globe mfg.co..,美国)、spandaven(gomelast ca,委内瑞拉)、rocia(asahi chemical ind.,日本)、fujibo spandex(fuji spinning,日本)、kanebo loobell 15(kanebo ltd.,日本)、spantel(kuraray,日本)、mobilon(nisshinbo industries)、opelon(toray-dupont co.ltd.)、espa(toyoba co.)、acelan(teakwang industries)、texlon(tongkook synthetic)、toplon(hyosung)、yantai(yantai spandex)、linel、linetex(fillatice spa)。通常,这些弹性长丝作为纱线的基础提供足够的弹性性能。值得注意的是,也可以使用由聚烯烃制成的弹性长丝。
63.本发明含义内的非弹性长丝是不能被拉伸大于最大长度而不产生永久变形的长丝,所述最大长度小于其包装长度的1.5倍。非弹性控制长丝的典型材料或此类长丝的相应实例为t400、pbt、聚酯、尼龙等。
64.在本发明的复合纱线中添加至少一个另外的长丝芯特别用于提高复合纱线的轴向强度。在本发明的一个实施方案中,至少一个长丝芯可以为弹性长丝芯。可选地或除了提高复合纱线的轴向强度之外,另外的弹性长丝芯的使用可以特别用于提高复合纱线的弹性性能。可选地或另外地,至少一个另外的长丝芯可以为非弹性长丝芯。可选地或除了提高复合纱线的轴向强度之外,非弹性长丝芯的使用特别用于限制复合纱线在轴向上的伸长以响应沿轴向施加到复合纱线的力。至少一个另外的长丝芯,特别是呈非弹性长丝芯或弹性长丝芯的形式,可以对齐(特别是基本上平行)于至少一个纤维芯和/或围绕至少一个纤维芯捻在一起。另外地或可选地,至少两个长丝芯,例如两个弹性长丝芯,可以围绕彼此捻在一起并且以其加捻的形式基本上平行对齐于至少一个纤维芯。另外地或可选地,两个弹性长丝芯可以被一个非弹性长丝芯围绕捻在一起并且以其加捻的形式对齐于至少一个纤维芯。通过引用并入本文的ep3061856a1中描述了使用至少两个弹性长丝芯和使用至少两个弹性长丝芯与至少一个非弹性长丝芯组合。ep3061856a1的并入特别涉及其中所述的长丝的芯以及在包括这种长丝的芯的纱线在关于弹性和强度方面实现的优点。此外,ep3061856a1的并入包括其中所述的用于生产这种长丝的芯和用护套包围这种长丝的芯的方法和装置。应该清楚的是,ep3061856a1的并入涉及将这种长丝的芯添加到本发明含义内的至少一个纤维芯中。
65.优选地,本发明的复合纱线为包芯纱线,特别是具有至少一个纤维芯和护套的包芯纱线,其中所述包芯纱线包括短纤棉和任选地长丝。包芯纱线的护套可以特别是可以掺入短纤棉和长丝的纤维护套或由100%短纤棉组成的短纤棉护套。
66.根据本发明的第五方面,提供了一种纤维芯,特别是被护套围绕而提供复合纱线的纤维芯。该纤维芯由至少5%,特别是10%,纤维长度最大为25mm的短纤维和至少10%,特别是20%或30%的纤维长度大于25mm的长纤维纺成。此外,提供了一种复合纱线,特别用于织造,其包括根据本发明第五方面的至少一个纤维芯和围绕该至少一个纤维芯的护套。之前和随后,可以在复合纱线的实施方案中描述根据本发明第五方面发明的纤维芯。然而,应当理解,本发明的第五方面涉及不一定需要与护套组合的纤维芯。相反,之前和随后描述的实施方案应包括纤维芯本身以及另外地或可选地具有纤维芯和护套的复合纱线。
67.本发明的第五方面可以与本发明的第一、第二、第三、第四、第六和第七方面中的一个或多个组合,反之亦然。特别是,纤维芯和/或护套可以与如本发明的第一、第二、第三、第四、第六和第七方面中的一个或多个组合中所描述的那样制造。特别是,纤维芯和/或护套可以如在一个或多个之前和随后描述的优选实施方案中所描述的那样制造。因此,纤维芯和/或护套不一定需要根据本发明的第一、第二、第三、第四、第六和第七方面的特别必要的特征来制造。确切的说,纤维芯和/或护套可以根据在相应实施方案中描述的各个特征来制造。特别是,纤维芯可以由芯材料制造,特别是由之前和随后描述的芯材料制造。在这样的情况下,芯材料可以如对本发明的第五方面的至少一个纤维芯所描述的那样,由至少10%,纤维长度最大为25mm的短纤维和至少30%,纤维长度至少为28mm的长纤维纺制。特别是,护套可以由护套材料制造,特别是由之前和随后描述的护套材料制造。
68.本发明的第五和第八方面含义内的短纤维特别是纤维长度最大为25mm的纤维。可选地或另外地,短纤维可以为纤维长度最大为24mm、23mm、22mm或20mm和/或长度至少2mm、4mm、6mm、8mm、10mm、12mm或15mm,特别是平均长度在20mm和25mm之间的纤维。然而,在本发明的第六和第九方面的含义内,短纤维也可以长于25mm,特别是最大可达32mm或28mm。短纤维特别可以是之前描述的回收利用纤维。然而,短纤维也可以是新鲜的纤维。本发明的第五和第八方面含义内的长纤维特别是纤维长度大于25mm,特别是至少26mm、27mm、28mm、29mm、30mm、31mm或32mm的纤维。
69.当使用短纤维用于纱线生产时通常出现的一个问题是,由于短纤维的纤维长度较短,所得的纱线具有低轴向强度。因此,此类纱线通常不能用于织物,特别是不能用于衣服,例如牛仔裤织物、牛仔布或工装裤。然而,本发明的发明人发现,特别是在本发明的第五、第六、第八和/或第九方面的含义内的之前和随后描述的短纤维与长纤维的组合能够使用具有芯的复合纱线用于牛仔布的制造中,该芯包括多于5%,特别是10%含量的短纤维。
70.除非另有说明,在本发明的含义内,以百分比表示的值应理解为质量百分比。
71.由至少或最大一定百分比的纤维,特别是短纤维、长纤维、消费后的织物纤维和/或人造纤维纺制的芯应特别理解为,该芯由至少这个百分比值的各个纤维组成。然而,这并不一定意味着,与这些纤维相比,该芯不能具有另外的组分。例如,由至少5%的短纤维和至少10%的长纤维纺成的芯可以包括85%的其他纤维,例如随后描述的第三组纤维。然而,这样的芯也可以仅由短纤维和长纤维组成。
72.具有特定长度的纤维,特别是短纤维、长纤维、消费后织物纤维和/或人造纤维的含量,可以特别通过以下方法中的一种或多种测量。特定长度(例如10cm、30cm、50cm、100cm、200cm或500cm的长度)的样品,可以从纤维芯或复合纱线上切割下来。该样品的纤维可以彼此分离。随后可以测量每个纤维的长度,例如通过显微镜。随后,可以计算样品中具
有特定长度的纤维的数量。使用这种方法,可以比较具有相同样品长度的不同芯或纱线的样品关于具有特定长度的纤维的含量。例如,长度在20mm和25mm之间的所有纤维都可以计算。随后可以计算样品内的纤维总数。特别是,可以为要计算的纤维定义最小长度,例如10mm、8mm、6mm、4mm、2mm或1mm,以便可以将难以识别和计算的非常短的纤维排除在测量之外。随后,长度在20mm和25mm之间的纤维的数量可以除以特别是长于最小长度的纤维的总数。例如,对于100cm的种类,可以计算500个纤维长度在20mm和25mm之间的纤维,而长于10mm的纤维的总数可能是5000。这将导致长度在20mm和25mm之间的纤维的纤维含量占10%。在本发明的含义内,特定长度的纤维芯或复合纱线中的纤维的含量可以指具有这种长度或长度比的纤维与纤维的总数(特别是长于10mm、8mm、6mm、4mm、2mm或1mm的纤维总数量)的商。另外地或可选地,为了比较特定长度的纤维的含量,可以使用纤维的重量来比较百分比值。使用上述方法,这可以通过在计算中考虑纤维的长度、厚度和/或密度来实现。另外地或可选地,特定长度或长度比的纤维可以从剩余的纤维中分离。随后,具有特定长度或长度比的纤维的重量可以除以样品的总重量。
73.特别是在根据本发明的第五和第八方面的纤维芯的一个实施方案中,至少30%、50%、70%、90%或95%的短纤维的纤维长度在10mm和25mm之间,更优选在15mm和25mm之间,最优选在20mm和25mm之间。
74.特别是在根据本发明的第五和第八方面的纤维芯的一个实施方案中,至少30%、50%、70%、90%或95%的长纤维的纤维长度在25mm和50mm之间,优选在28mm和42mm之间,更优选在32mm和38mm之间。
75.根据本发明的第六方面,提供了一种纤维芯,特别是被护套围绕而提供复合纱线的纤维芯。纤维芯由至少5%的短纤维和至少10%的长纤维纺成,其中长纤维比短纤维长至少2mm。此外,提供了一种复合纱线,特别用于织造,其包括根据本发明的第六方面的至少一个纤维芯和围绕该至少一个纤维芯的护套。之前和随后,可以在复合纱线的实施方案中描述根据本发明的第六方面发明的纤维芯。然而,应当理解,本发明的第六方面涉及不一定需要与护套组合的纤维芯。相反,之前和随后描述的实施方案应包括纤维芯本身以及另外地或可选地具有纤维芯和护套的复合纱线。
76.本发明的第六方面可以与本发明的第一、第二、第三、第四、第五和第七方面中的一个或多个组合,反之亦然。特别是,纤维芯和/或护套可以与如本发明的第一、第二、第三、第四、第五和第七方面中的一个或多个组合所描述的那样制造。特别是纤维芯和/或护套可以如在一个或多个之前和随后描述的优选实施方案中所描述的那样制造。因此,纤维芯和/或护套不一定需要根据本发明的第一、第二、第三、第四、第五和第七方面的特别必要的特征来制造。确切的说,纤维芯和/或护套可以根据在相应实施方案中描述的各个特征来制造。特别是,纤维芯可以由芯材料制成,特别是由之前和随后描述的芯材料制成。在这种情况下,如本发明的第六方面的至少一个纤维芯所描述的,芯材料可以由至少5%的短纤维和至少10%的长纤维纺成,其中长纤维在至少比短纤维长2mm。特别是护套可以由护套材料制成,特别是由之前和随后描述的护套材料制成。
77.特别是在本发明的第六和/或第九方面的一个实施方案中,至少30%、50%、70%、90%或95%的短纤维的纤维长度在10mm和32mm之间,优选在15mm和28mm,更优选在20mm和25mm之间。另外地或可选地,至少30%、50%、70%、90%或95%的长纤维的纤维长度在25mm
和50mm之间、优选在28mm和42mm之间、更优选在32mm和38mm之间。
78.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,至少30%、50%、70%、90%或95%的长纤维是至少比短纤维长3mm、5mm、7mm、10mm、15mm、20mm、30mm或40mm。另外地或可选地,至少30%、50%、70%、90%或95%的长纤维比短纤维长在2mm和40mm之间,优选在3mm和30mm之间,更优选在5mm和20mm之间,大多数优选在7mm或10mm和15mm之间。
79.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,短纤维为回收利用纤维,特别是消费后织物纤维。另外地或可选地,短纤维由相同材料的纤维或不同材料的纤维组成,例如天然纤维(特别是棉纤维和/或羊毛纤维),和/或人造纤维(特别是合成纤维和/或再生纤维天然纤维)。
80.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,长纤维为人造纤维,例如合成纤维和/或再生天然纤维。另外地或可选地,长纤维为回收利用纤维。
81.对天然纤维、人造纤维和回收利用纤维的理解以及其优选实施方案可与本发明的第七和第十方面一起详细描述。应当清楚的是,这种理解和这些纤维的描述的实施方案也可以应用于本发明的第六、第七、第八和/或第九方面中的一个或多个。
82.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,纤维芯由至少10%、15%、20%、25%、30%、40%或50%的短纤维纺成。另外地或可选地,纤维芯由至少15%、20%、25%、30%、35%、40%或50%的长纤维纺成。
83.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,纤维芯由至少60%的短纤维纺成。另外地或可选地,纤维芯由至少10%、15%、20%、25%、30%、35%或40%的长纤维纺成。可选地,纤维芯由至少65%、67%或70%的短纤维纺成。另外地或可选地,纤维芯由至少10%、15%、20%、25%或30%的长纤维纺成。
84.特别是在本发明的第六、第七、第八和/或第九方面的一个实施方案中,所述纤维芯由短纤维、长纤维和第三组纤维组成,其中纤维芯至多由85%、70%、50%、30%、20%、15%、10%、5%、3%或1%的第三组纤维纺成。特别是根据该实施方案的纤维芯仅由长纤维、短纤维和第三纤维组组成。根据这些纤维的一个或多个实施方案,第三组纤维可以特别是与短纤维和/或长纤维不同的纤维。例如,在短纤维的纤维长度在10mm和25mm之间,长纤维的纤维长度在32mm和50mm之间的实施方案中,第三组纤维可以为长度在1mm和9mm之间的纤维,和长度长于50mm的纤维。另外地或可选地,如果短纤维例如被指定为棉纤维,而长纤维被指定为聚酯纤维,则第三组纤维可以包括其他材料的任何种类的纤维。
85.第三组纤维可以包括一组材料(例如人造纤维或天然纤维)、一种单一材料(例如聚酯或棉)、或不同材料的纤维。特别是第三组纤维由回收利用纤维、原生纤维、人造纤维、消费后织物纤维和/或这些纤维的之前和随后描述的实例中的一种或多种组成。然而,优选地,第三组纤维由聚酯纤维或棉纤维组成。
86.根据本发明的第七方面,提供了一种纤维芯,特别是被护套围绕而提供复合纱线的纤维芯。纤维芯由至少5%的消费后织物纤维和至少10%的人造纤维纺成。此外,提供了一种复合纱线,特别用于织造,其包括根据本发明的第七方面的至少一个纤维芯和围绕该至少一个纤维芯的护套。之前和随后,可以在复合纱线的实施方案中描述根据本发明的第七方面发明的纤维芯。然而,应当理解,本发明的第七方面涉及不一定需要与护套组合的纤
维芯。相反,之前和随后描述的实施方案应包括纤维芯本身以及另外地或可选地具有纤维芯和护套的复合纱线。
87.本发明的第七方面可以与本发明的第一、第二、第三、第四、第五和第六方面中的一个或多个组合,反之亦然。特别是纤维芯和/或护套可以与如本发明的第一、第二、第三、第四、第五和第六方面中的一个或多个组合中所描述的那样制造。特别是纤维芯和/或护套可以如在一个或多个之前和随后描述的优选实施方案中所描述的那样制造。因此,纤维芯和/或护套不一定需要根据本发明的第一、第二、第三、第四、第五和第六方面的特别必要的特征来制造。确切的说,纤维芯和/或护套可以根据在相应实施方案中描述的各个特征来制造。特别是纤维芯可以由芯材料制成,特别是由之前和随后描述的芯材料制成。在这种情况下,如本发明的第七方面的至少一个纤维芯所描述的那样,芯材料可以由至少5%的消费后织物纤维和至少10%的人造纤维纺成。特别是护套可以由护套材料制成,特别是由之前和随后描述的护套材料制成。
88.消费后织物纤维特别是通过从织物中分离获得的短纤维,特别是通过开孔辊从织物中梳理短纤维中获得的纤维。人造纤维特别是从使粘性纤维材料通过喷丝头中直接获得的纤维,特别是从纺纱(例如湿法纺纱、干法纺纱或熔融纺纱)中直接获得的纤维。直接获得的纤维将特别意味着本发明的纤维芯中的人造纤维没有从消费后的织物中回收。特别是人造纤维为新鲜的纤维,特别是原生纤维。这并不意味着人造纤维不能成为回收利用纤维。相反,甚至优选人造纤维为回收利用纤维,例如来自消费后产品(如瓶子)的回收利用纤维。然而,在从这类消费后产品中纺出人造纤维之后,在将它们用于本发明的纤维芯之前,它们特别不应用于其他织物。换言之,人造纤维特别不是消费后织物纤维。消费后织物纤维特别是通过将它们与织物分离而直接获得的纤维。这特别意味着消费后的织物纤维不会转化为粘性溶液以加工成新鲜的纤维。确切的说,消费后织物纤维与使用过的织物分离(例如通过开孔辊),随后用于生产芯。本领域技术人员知道如何通过视觉外观、机械性能、化学成分和/或前一种织物的消费后织物纤维中特别存在的灰尘或颜色来区分消费后织物纤维和人造纤维。例如,消费后的织物纤维可以由于其之前的使用而被卷曲和/或由于分离行为(例如通过开孔辊分离)而具有粗糙的表面。
89.人造纤维可以特别为合成纤维,特别是聚酯纤维,或再生天然纤维(特别是再生纤维素纤维)。人造纤维其可以特别被理解为化学组成、结构和/或性能在其制造过程中被改变的纤维。特别是人造纤维可以被理解为合成聚合物纤维,例如聚酯纤维、尼龙纤维或聚对苯二甲酸丁二醇酯纤维。另外地或可选地,人造纤维可以被理解为再生天然纤维,特别是再生纤维素纤维,例如人造丝纤维或粘胶纤维。再生纤维素纤维的典型实例被称为莱赛尔纤维(lyocell fibers)、弹力纤维(tencel fibers)或莫代尔纤维(modal fibers)。已发现,特别是纤维长度较长的人造纤维的使用,是特别有利的。似乎人造纤维的强度和韧度,特别是与纤维长度较长的纤维的组合,提高了至少一个纤维芯的轴向强度。令人惊讶地发现,特别是长纤维的人造纤维的使用提高了纤维芯的强度,因为具有包括至少20%、30%、40%、50%、60%或70%的消费后纤维和/或短纤维的纤维芯的复合纱线可用于制造牛仔布。
90.另外地或可选地,所述人造纤维和/或长纤维为回收利用纤维。特别是,人造纤维为回收利用长人造纤维。优选回收利用人造纤维为回收利用合成纤维或再生纤维素纤维。最优选回收利用合成纤维为回收利用聚酯纤维。
91.在本发明的第一至第五方面中,长纤维可以为天然纤维(例如羊毛纤维和棉纤维),特别是从天然纤维和消费后纺织产品(例如织物)分离中获得的天然纤维,特别是通过将纤维从织物中的纤维梳理出来获得。
92.在本发明的任何方面的含义内的回收利用纤维可以被特别理解为从消费后产品(特别是消费后织物产品)、或消费后非纺织产品(例如瓶子)中获得的纤维。在从消费后织物产品中获得回收利用纤维的情况下,可以通过从织物中分离纤维来获得纤维。从织物中分离纤维可以特别通过将纤维从织物中梳理出来,特别是通过开孔辊来实现。在从消费后非纺织产品中获得回收利用纤维的情况下,消费后产品可以转化为粘性材料并通过如下所述的纺纱工艺形成纤维。就之前描述的回收利用纤维以可被视为短纤棉的长度最大为25mm而言,这些陈述应特别涉及短的回收利用纤维。与此相反,长的回收利用纤维也可以是为长度大于25mm的短纤棉,例如在25mm至50mm、28mm至42mm或32mm至38mm之间。
93.另外地或可选地,人造纤维通过纺纱获得,特别是通过使得粘性纤维材料通过喷丝头获得。纺纱可以为湿法纺纱、干法纺纱或熔融纺纱。粘性纤维材料可以特别通过将消费后产品(特别是消费后非纺织产品)熔融或化学转化为粘性纤维材料而获得。消费后产品(特别是消费后非纺织产品)可以转化为粘性纤维材料。纺纱特别意味着粘性纤维材料被推动,特别是被迫通过喷丝头。喷丝头特别包括细孔,粘性纤维材料通过这些细孔形成纤维。离开喷丝头后,可以冷却纤维。例如冷却可以通过空气冷却,如通过熔融纺纱进行,或通过冷却浴,如通过湿法纺纱进行。在一个优选的实施方案中,长纤维和/或人造纤维通过将消费后产品转化成粘性纤维材料并将粘性纤维材料纺成长纤维和/或人造纤维而获得。
94.在复合纱线的一个实施方案中,短纤维为回收利用纤维。短的回收利用纤维可以从消费后的织物或从消费后的非纺织产品中获得。然而,优选地,回收利用短纤维从消费后织物(例如织造织物或针织织物)中获得。回收利用纤维的使用通常具有特别的优势,因为它通过减少新鲜的纤维的消耗量来提高所得的复合纱线的可持续性。回收利用短纤维可以为可以从消费后产品转化为纤维的任何材料。消费后织物产品可以为可以从纤维形式的消费后织物中分离的任何材料。特别是回收利用短纤维和/或消费后织物纤维可以包括或由棉、聚酯、尼龙、羊毛、弹性纤维、玻璃、芳族聚酰胺或碳组成。然而,优选地,回收利用纤维和/或消费后织物纤维是由棉和/或聚酯制成,最优选由棉制成。另外地或可选地,短纤维和/或消费后织物纤维是通过从织物中分离短纤维获得的,特别是通过开孔辊将短纤维从织物中梳理出来而获得的。特别是短纤维和/或消费后织物纤维是通过将它们从织物中(例如从织造织物或针织织物中)切割和/或分离而获得,特别是以纱条的形式。特别是短纤维和/或消费后织物纤维可以由含有大量的,特别是至少30%、50%、70%、90%或95%的纱条形式的、纤维长度在10mm和25mm之间的,特别是在20mm和25mm之间的纤维的织物提供。特别是通过从消费后织物中分离短纤维而获得的短纤维为短的回收利用纤维。可选地,短纤维可以为如之前关于长纤维所描述的从纺纱中获得的回收利用纤维。
95.在一个优选的实施方案中,短纤维和/或消费后织物纤维为短的回收利用纤维,特别是通过从消费后纺织产品中分离短纤维而获得的,而长纤维和/或人造纤维为回收利用纤维,特别是通过将消费后产品转化为粘性纤维材料并使得这种纤维材料通过喷丝头中获得的。
96.特别是在本发明的第七和/或第十方面的一个实施方案中,消费后织物纤维由相
同材料的纤维或不同材料的纤维组成,例如天然纤维(特别是棉纤维和/或羊毛纤维)、合成纤维(特别是聚酯纤维)、和/或再生天然纤维(特别是再生纤维素纤维)。
97.特别是在本发明的第七和/或第十方面的一个实施方案中,人造纤维为合成纤维(特别是聚酯纤维)、或再生天然纤维(特别是再生纤维素纤维)。另外地或可选地,在人造纤维中为回收利用纤维。
98.特别是在本发明的第七和/或第十方面的一个实施方案中,纤维芯由至少10%、15%、20%、25%、30%、40%或50%的消费后织物纤维纺成。另外地或可选地,纤维芯由至少15%、20%、25%、30%、35%、40%或50%的人造纤维纺成。
99.特别是在本发明的第七和/或第十方面的一个实施方案中,纤维芯由至少60%的消费后织物纤维纺成。另外地或可选地,纤维芯由至少10%、15%、20%、25%、30%、35%或40%的人造纤维纺成。可选地,纤维芯由至少65%、67%或70%的消费后织物纤维纺成。另外地或可选地,纤维芯由至少10%、15%、20%、25%或30%的人造纤维纺成。
100.特别是在本发明的第七和/或第十方面的一个实施方案中,纤维芯由消费后织物纤维、人造纤维和第三组纤维组成,其中纤维芯至多由85%、70%、50%、30%、20%、15%、10%、5%、3%或1%的第三组纤维纺成。第三组纤维可以包括或由如之前关于本发明的第五和第六方面所讨论的纤维组成。
101.特别是在本发明的第五至第十方面中任一方面的一个实施方案中,纤维芯的纱线支数在10ne和40ne之间,优选在15ne和35ne之间,更优选在20ne和30ne之间,最优选在23ne和26ne之间。
102.特别是在本发明的第五至第十方面中任一方面的一个实施方案中,纤维芯通过自由端纺纱或环锭纺纱制成。
103.本发明还涉及一种复合纱线,其包括根据本发明的第五至第八方面中的一个或多个的至少一个纤维芯和围绕该至少一个纤维芯的护套。
104.在一个实施方案中,护套由至少50%,特别是至少60%、70%、90%或95%,特别是纤维长度长于25mm或纤维长度比芯中短纤维或消费后织物纤维的长度长2mm的长纤维纺成,其中优选护套中至少30%、50%、70%、90%或95%的长纤维的纤维长度在25mm和50mm之间,优选在26mm和42mm之间,更优选在27mm和38mm之间。另外地或可选地,护套中的长纤维由相同材料的纤维或不同材料的纤维组成,例如天然纤维(特别是棉纤维和/或羊毛纤维)、合成纤维(特别是聚酯纤维)、和/或再生天然纤维(特别是再生纤维素纤维)。
105.在一个实施方案中,复合纱线由至少5%、10%、15%或20%和/或至多45%、40%或35%的至少一个纤维芯制成。另外地或可选地,复合纱线由至少55%、60%、65%和/或至多95%、90%、85%、80%的护套制成。另外地或可选地,复合纱线的纱线支数在3ne和40ne之间,优选在8ne和30ne之间,更优选在10ne和18ne之间。
106.在一个实施方案中,护套通过环锭纺纱围绕芯进行纺纱。
107.在复合纱线的一个实施方案中,护套由至少50%,特别是至少60%、70%、90%或95%的纤维长度大于25mm的长纤维制成。优选地,护套中至少30%、50%、70%、90%或95%的长纤维的纤维长度在25mm和50mm之间,优选在26mm和42mm之间,更优选在27mm和38mm之间。另外地或可选地,护套中的长纤维为棉纤维或聚酯纤维。优选地,护套中的长纤维为棉纤维。棉纤维是特别优选的,因为具有棉护套的纱线可以容易地用靛蓝染色,特别是通过将
纱线多次输送通过以还原形式填充有靛蓝的染缸,然后空气干燥纱线。
108.在复合纱线的一个实施方案中,至少一个纤维芯的纱线支数在10ne和40ne之间,优选在15ne和35ne之间,更优选在20ne和30ne之间,最优选在23ne和26ne之间。另外地或可选地,复合纱线由至少5%、10%、15%或20%和/或至多45%、40%或35%的至少一个纤维芯制成。另外地或可选地,复合纱线由至少55%、60%或65%和/或最大95%、90%、85%或80%的护套制成。另外地或可选地,复合纱线的纱线支数在3ne和40ne之间,优选在8ne和30ne之间,更优选在10ne和18ne之间。
109.在复合纱线的一个实施方案中,至少一个纤维芯是通过自由端纺纱或环锭纺纱制成。另外地或可选地,护套是通过环锭纺纱制成。
110.特别是发现,通过自由端纺纱对纤维芯进行纺纱,芯中短纤维的含量可以提高到20%、30%、40%、50%、60%或甚至高达70%,而所得的复合纱线特别仍可以用于制造牛仔布。因此,本发明的优选实施方案包括至少20%的短纤维和在70%和80%之间的长纤维,优选至少30%的短纤维和在60%和70%之间的长纤维,更优选至少40%的短纤维和在50%和60%之间的长纤维,最优选至少50%的短纤维和在40%和50%之间的长纤维,或至少60%的短纤维和在30%和40%之间的长纤维,或至少70%的短纤维。本发明的发明人发现,当通过环锭纺纱对至少一个纤维芯进行纺制时,如果所得的复合纱线能够在牛仔布制造中进行加工,那么芯中的短纤维的含量增加不像在自由端纺纱中那样多。然而,若将短纤维和长纤维进行发明组合,特别是与选择人造纤维作为长纤维的材料进行组合,即使通过环锭纺纱对纤维芯进行纺纱时,纤维芯中短纤维的含量可能增加到至少20%、30%或40%,而所得的复合纱线可以仍在牛仔布制造中进行加工。
111.因此,本发明的优选实施方案特别包括具有通过自由端纺纱或环锭纺纱纺成,并由10%、20%、30%或40%的短纤维制成的纤维芯的混合纱线。此外,优选实施方案包括具有通过自由端纺纱纺成,并由至少30%、40%、50%、60%或70%的短纤维制成的纤维芯的混合纱线。优选地,纤维芯的剩余部分基本上由至少30%、50%、70%、90%,最优选至少95%、99%或100%的长纤维组成。
112.除了之前和随后描述的自由端纺纱和环锭纺纱的特征之外,特别可以通过以下方法将自由端纺纱与环锭纺纱区分开来。对于环锭纺纱纱线的生产,平行于股线轴延伸的基本上平行的纤维的连续股线以受控的方式围绕股线轴捻在一起以提供环锭纺纱的纱线。加捻后,纤维围绕纱线轴呈螺旋状延伸。然而,在这种加捻的形式中,纤维仍基本上彼此平行地延伸。因此,环锭纺纱中的捻度可以通过将纱线加捻到反纺纱方向来消除。如果环锭纺纱的纱线例如围绕纱线轴顺时针方向纺纱,则可以通过绕纱线轴逆时针方向加捻纱线来消除捻度。这在本领域中也称为环锭纺纱的纱线的开松(opening)。在开松环锭纺纱的纱线后,纤维再次基本上平行于纱线轴延伸。与环锭纺纱相反,采用这种方法无法开松自由端纺纱的纱线,因为纤维相互缠结得非常牢固。因此,本领域技术人员可以立即辨别出纱线是通过自由端纺纱还是通过环锭纺纱。特别是,与自由端纺纱相反,环锭纺纱的加捻可以通过捻度测量或测试机进行量化,例如通过uster zweigle twist tester 5。
113.在一个优选的实施方案中,其中至少一个纤维芯是通过自由端纺纱纺制,护套通过环锭纺纱纺制,技术人员会通过将纱线捻向与护套的捻向相反的方向而开松的能力立即辨别出环锭纺纱的护套。技术人员会通过这种方法开松护套并将护套的平行排列的纤维从
纤维芯中去除后,他会立即明白纤维芯是通过自由端纺纱制成的,因为芯不能通过同样的加捻开松。此外,技术人员会通过之前和随后描述的自由端纺纱的特征及其与环锭纺纱的差异来识别自由端纺纱的芯。
114.本发明还涉及一种织物,特别是织造织物,其包括根据本发明的至少一个复合纱线。包括在发明的织物中的复合纱线可以由本发明的第一至第七方面中的一个或多个指定,和/或通过根据本发明的第八、第九、第十或第十一方面的方法生产,和/或通过用根据本发明的第十二方面的装置生产。
115.织物可以特别地由20%、40%、60%、80%、90%、95%或100%的发明的复合纱线组成。另外地或可选地,发明的复合纱线可以被用作纬纱线和/或织造织物的经纱线。另外地或可选地,发明的复合纱线可以用于织物的每个、每两个、每三个、每四个或每五个经纱线和/或纬纱线。
116.根据本发明的第八个方面,提供了一种用于生产复合纱线的方法,特别用于织造,包括以下步骤:提供回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维,将回收利用纤维利用自由端纺纱成至少一个纤维芯,提供护套纤维,特别是纤维素护套纤维和/或合成护套纤维,和围着至少一个纤维芯对护套纤维纺纱(特别是环锭纺纱,生产围绕芯的护套。
117.本发明的方法能够生产发明的复合纱线。应当清楚的是,可以实施发明的方法,从而可以生产出如上和下文所述的发明的复合纱线。
118.本发明含义内的纤维芯可以特别地定义为通过将纤维围绕彼此加捻而保持在一起的纤维的连续集合。加捻通常可以通过不同的纺纱技术产生,例如环锭纺纱和自由端纺纱。下面描述环锭纺纱和自由端纺纱以及各自纺纱技术的区别和优势。
119.发现提供平均纤维长度小于在26mm和32mm之间的长度,优选平均纤维长度小于26mm、24mm或22mm的回收利用纤维用于纤维芯的自由端纺纱特别有利。令人惊讶地发现,特别是使用平均纤维长度大于10mm、15mm或20mm和/或小于26mm、24mm或22mm的回收利用纤维,会导致所得纤维的轴向强度比使用更长的纤维用于自由端纺纱时的更大。
120.关于提供护套纤维,已发现使用平均长度大于长度在26mm和32mm之间,优选平均纤维长度大于26mm、28mm、30mm、32mm、34mm或36mm,和/或平均纤维长度小于80mm、60mm或45mm的纤维是有利的。
121.根据本发明的第九方面,一种用于纺制纤维芯的方法,特别是根据本发明的第五至第七方面中的一个或多个的纤维芯,特别是被护套围绕而提供复合纱线的纤维芯,特别是根据本发明的第一至第四方面中的一个或多个的复合纱线。该方法包括以下步骤:提供纤维长度最大为25mm的短纤维,提供纤维长度大于25mm的长纤维,混合短纤维和长纤维,将混合的短纤维和长纤维纺成具有至少5%,特别是至少10%的短纤维和至少10%,特别是至少20%或30%的长纤维的纤维芯。
122.根据本发明的第十方面,其可以与本发明的第九方面相结合,反之亦然,提供一种用于纺制纤维芯的方法,特别是根据本发明的第五至第七方面中的一个或多个的纤维芯,特别是被护套围绕而提供复合纱线的纤维芯,特别是根据本发明的第一至第四方面中的一个或多个的复合纱线。该方法包括提供短纤维、提供长纤维的步骤,其中长纤维比短纤维长至少2mm。此外,该方法包括将短纤维和长纤维混合并将混合的短纤维和长纤维纺成具有至
少5%的短纤维和至少10%的长纤维的纤维芯的步骤。
123.特别是在本发明的第九和/或第十方面的一个实施方案中,混合的步骤在吹风室(blow room)中在混合站例如多用混合器中进行,特别是其中混合包括特别是通过卷取辊将来自分开的纤维供应源的短纤维和长纤维进料到传送装置特别是传送带上,特别是其中混合的短纤维和长纤维被传送到梳棉站,使混合的短纤维和长纤维形成簇绒,在后续的纺制步骤中被加工成纤维芯。
124.特别是在本发明的第九和/或第十方面的一个实施方案中,在混合步骤之前,该方法包括检测短纤维中过短纤维的步骤,例如小于20mm、15mm、10mm或5mm的纤维,检测长纤维中过短纤维的步骤,例如小于32mm、31mm、30mm、29mm、28mm、27mm、26mm或25mm的纤维,和/或检测长纤维中的长纤维的步骤,例如长于50mm、42mm或38mm的纤维,和/或通过从纤维上去除粉尘,例如过短或过长的纤维、污物和/或其他异物来清洁短纤维和/或长纤维的步骤,和/或洗涤短纤维和/或长纤维的步骤,和/或干燥短纤维和/或长纤维的步骤,其中优选这些步骤中的一个或多个在吹风室中进行。
125.特别是在本发明的第九和/或第十方面的一个实施方案中,纺制的步骤包括特别是通过至少一个梳棉机牵伸混合的短纤维和长纤维,特别是由混合的短纤维和长纤维形成的簇绒,特别是其中将牵伸的短纤维和长纤维通过至少一个,优选至少两个粗纱机(fly frame)纺成纤维芯。
126.特别是在本发明的第九和/或第十方面的一个实施方案中,将混合的短纤维和长纤维纺成纤维芯的步骤是通过自由端纺纱进行的。
127.根据本发明的第十一方面,提供一种用于纺制纤维芯的方法,特别是根据本发明的第五至第七方面中的一个或多个的纤维芯,特别是被护套围绕而提供复合纱线的纤维芯,特别是根据本发明的第一至第四方面中的一个或多个的复合纱线。该方法包括以下步骤:提供消费后织物纤维,提供人造纤维,混合消费后织物纤维和人造纤维,和将混合的消费后织物纤维和人造纤维纺成具有至少5%的消费后织物纤维和至少10%的人造纤维的纤维芯。
128.特别是在本发明的第十一方面的一个实施方案中,混合的步骤在吹风室中在混合站例如多用混合器中进行,特别地其中混合包括特别是通过卷取辊将来自分开的纤维供应源的消费后织物纤维和人造纤维进料到传送装置特别是传送带上,特别是其中消费后织物纤维和人造纤维被传送到梳棉站,使混合的消费后织物纤维和人造纤维形成簇绒,在后续的纺制步骤中被加工成纤维芯。
129.特别是在本发明的第十一方面的一个实施方案中,该方法包括检测消费后织物纤维中过短纤维的步骤,例如小于20mm、15mm、10mm或5mm的纤维,检测人造纤维中过短的纤维的步骤,例如小于32mm、31mm、30mm、29mm、28mm、27mm、26mm或25mm的纤维,和/或通过从纤维上去除粉尘,例如过短或过长的纤维、污物和/或其他异物来清洁消费后织物纤维和/或人造纤维的步骤,和/或洗涤消费后织物纤维和/或人造纤维的步骤,和/或干燥消费后织物纤维和/或人造纤维的步骤,其中优选这些步骤中的一个或多个在吹风室中进行。
130.特别是在本发明的第十一方面的一个实施方案中,纺纱的步骤包括特别是通过至少一个梳棉机牵伸混合的消费后织物纤维和人造纤维,特别是由混合的消费后织物纤维和人造纤维形成的簇绒,特别是其中将牵伸的消费后织物纤维和人造纤维通过至少一个,优
选至少两个粗纱机纺成纤维芯。
131.特别是在本发明的第十一方面的一个实施方案中,将混合的消费后织物纤维和人造纤维纺成纤维芯(3)的步骤是通过自由端纺纱进行的。
132.特别是在本发明的第十一方面的一个实施方案中,提供消费后织物纤维的步骤包括特别是通过开松辊,特别是通过将纤维从织物中梳理出来而将纤维从织物中分离,和/或其中提供人造纤维包括特别是通过推动粘性溶液通过喷丝头,将粘性溶液纺成人造纤维。
133.本发明还涉及一种用于生产复合纱线的方法,特别是根据本发明的第一至第四方面中的一个或多个的复合纱线,特别用于织造。该方法包括纺制根据本发明的第八至第十一方面中的一个或多个的至少一个纤维芯和纺制围绕该至少一个纤维芯的护套的步骤。
134.在一个实施方案中,纺制围绕至少一个纤维芯的护套的步骤是通过环锭纺纱进行。
135.根据本发明的第九、第十和/或第十一方面的方法能够生产发明的复合纱线和/或纤维芯。特别是可以实施发明的方法,从而可以生产如上文和下文所述的发明的复合纱线。此外,根据本发明的第九、第十和/或第十一方面的方法可以彼此组合。特别是纤维芯和/或护套可以如本发明的第一至第七方面中的一个或多个所描述的那样制造。特别是纤维芯和/或护套可以如在一个或多个之前和随后描述的优选实施方案中所描述的那样制造。因此,纤维芯和/或护套不一定需要根据本发明的第一至第七方面的基本特征来制造。确切的说,纤维芯和/或护套可以根据在相应实施方案中描述的各个特征来制造。特别是纤维芯可以由芯材料制成,特别是由之前和随后描述的芯材料制成。在这种情况下,芯材料可以如对至少一个纤维芯所述的那样制成至少10%,纤维长度最大为25mm的短纤维和至少30%,纤维长度大于25mm的长纤维。特别是护套可以由护套材料制成,特别是由之前和随后描述的护套材料制成。
136.在该方法的一个实施方案中,提供短纤维的步骤包括从织物中分离短纤维,特别是通过梳理将短纤维从织物中分离出来,特别是通过开孔辊分离。
137.在一个实施方案中,该方法还包括合并,特别是将短纤维和长纤维混合成芯材料的步骤,其中至少一个纤维芯是通过将芯材料纺成至少一个纤维芯制成。
138.特别是将短纤维和长纤维合并成芯材料,可以在吹风室(也称为混纺室(blend room))中进行。特别是将短纤维和长纤维合并成芯材料可以包括打开压缩的短纤维包和压缩的长纤维包的步骤。此外,随后另外地或可选地,合并的步骤可包括检测短纤维中的过短纤维,例如小于20mm、15mm、10mm或5mm的纤维,检测长纤维中的过短纤维,例如小于32mm、31mm、30mm、29mm、28mm、27mm、26mm或25mm的纤维,和/或检测长纤维中的长纤维,例如长于50mm、42mm或38mm的纤维。随后另外地或可选地,合并的步骤可以包括通过从纤维上去除粉尘,例如太短或太长的纤维、污物和/或其他异物来清洁短纤维和长纤维的步骤。随后另外地或可选地,合并的步骤可包括混合并将长纤维和短纤维混纺到芯材料中。
139.在将短纤维和长纤维合并成芯材料之后,该方法可以包括梳理芯材料的步骤。梳理特别是一种机械过程,它将芯材料解开、清洁和混合成适合后续加工的连续网状物或纱条。这尤其可以通过使芯材在覆盖有针布的差动表面之间通过来实现。它可以特别打碎纤维的锁(lock)和无组织的团块,然后将各个纤维排列成彼此平行。
140.在将短纤维和长纤维纺成至少一个纤维芯的步骤之前,优选在将短纤维和长纤维
合并成芯材料的步骤之后,以及在梳理短纤维和长纤维,优选芯材料的步骤之后,可以通过并条机,优选通过两个并条机进行加工。特别是在通过环锭纺纱将短纤维和长纤维纺成至少一个纤维芯的情况下,短纤维和长纤维可以随后进入并条机,并在纺纱动作之前通过粗纱机进行加工。此外,在环锭纺纱的情况下,短纤维和长纤维可以在用并条机加工它们之前用梳棉机加工。
141.在该方法的一个实施方案中,将短纤维和长纤维纺成至少一个纤维芯的步骤是通过自由端纺纱进行。
142.在该方法的一个实施方案中,纺制围绕至少一个纤维芯的护套的步骤通过环锭纺纱进行。
143.根据本发明的第十二方面,提供了一种用于生产复合纱线的装置,特别用于织造,包括用于自由端纺纱装置,用于将回收利用纤维,特别是回收利用纤维素纤维和/或回收利用合成纤维纺成芯纱线,和另一种纺纱装置,特别是环锭纺纱装置,用于围绕芯纱线纺制护套,特别是由包括纤维素纤维和/或合成纤维的护套材料制成的护套。
144.本发明的装置可以被设计成使得特别用于生产本发明的复合纱线的一种或两种本发明的方法可以被实施。此外,可以定义一种或两种本发明的方法,使得它可以用本发明的装置来实施。
145.环锭纺纱装置特别包括纤维供给,例如护套材料供给或芯材料供给、牵伸系统、环锭和将纺纱的纱线绕在锭子上(特别是形成纱线卷装)的从动锭子。纤维供给可以以粗纱的形式缠绕纤维供给锭子。特别是粗纱从纤维供给锭子上解开,并由牵伸系统牵伸。因此,粗纱的单位长度重量特别降低,从而纱线支数以ne为单位增加。这特别通过在牵伸系统内的牵伸区实现,该牵伸系统包括前牵伸辊和后牵伸辊,其中前牵伸辊的表面速度大于后牵伸辊的表面速度。在本发明含义内的粗纱的牵伸特别描述了粗纱的横截面上的纤维的减少。例如,在牵伸系统之前,粗纱的横截面上有20,000个纤维,在离开牵伸系统之后具有两个纤维的粗纱可以表示为10,000的牵伸。
146.前牵伸辊特别运送连续的纤维粘性流(cohesive stream),这些纤维立即被加捻成纱线。这种转变特别通过锭子、环锭和钢丝圈(traveller)的相互作用来实现的。锭子特别通过锭子驱动器旋转。锭子的旋转特别使捻度被插入由前辊运送的纤维流中。当纱线通过钢丝圈并缠绕到锭子上时,缠绕特别的完成。特别地,钢丝圈沿平行于锭子的轴向方向行进,以便沿锭子轴线分布纱线。
147.特别的,围绕支撑钢丝圈的锭子设置了固定环(stationary ring)。粗纱特别从牵伸系统中抽出,通过钢丝圈并被引导到锭子,在那里它被缠绕成纱线卷装。为了将加捻的纱线缠绕到锭子上,钢丝圈特别与锭子配合。特别地,钢丝圈在没有物理驱动的情况下在环锭上移动,但由纱线携带。特别地,钢丝圈的转速低于锭子的转速,其中这种差异特别能够使纱线缠绕在锭子上。
148.环锭纺纱的纱线和自由端纺纱的纱线可以特别通过以下差异中的一项或多项来区分。特别是,环锭纺纱的纱线中的纤维比自由端纺纱的纱线中的纤维彼此之间更平行。特别是,环锭纺纱的纱线具有紧密的结构,基本上没有包缠(wrapper)纤维或钩状的纤维。特别是密集的纤维迁移,这反过来又受到环锭纺纱装置的纺纱区的三角形几何形状的影响,特别是高纺纱张力导致环锭纺纱的纱线的自锁结构,导致相对高的环锭纺纱的纱线的轴向
强度,特别是比自由端纺纱的纱线更高的轴向强度。
149.与环锭纺纱的纱线相比,转子(rotor)纺纱的纱线特别具有更大的捻度,特别是捻度比环锭纺纱大10%至15%。此外,与环锭纺纱的纱线相比,转子纺纱的纱线的伸长率特别的更大。此外,就其沿纱线长度的轴向强度而言,自由端纺纱的纱线特别的更均匀。此外,自由端纺纱的纱线比环锭纺纱的纱线特别的更均匀。此外,自由端纺纱的纱线的比环锭纺纱的纱线具有特别的更少的起毛。此外,自由端纺纱的纱线比环锭纺纱的纱线特别包括更少的废料,例如小于2mm的纤维或粉末。此外,自由端纺纱的纱线比环锭纺纱的纱线具有特别的更好的耐磨性。此外,自由端纺纱的纱线比环锭纺纱的纱线特别的更硬,特别是手感。此外,自由端纺纱的纱线比环锭纺纱的纱线特别的具有更少的棉结。另一方面,自由端纺纱的纱线的轴向强度特别的低于环锭纺纱的纱线的轴向强度,特别是低10%至20%。此外,自由端纺纱的纱线特别的比自由端纺纱的纱线更膨松。特别是对于织物,已发现环锭纺纱的纱线具有更暗淡的外观。
150.锭子特别的提供了三个功能。第一,它特别提供了一个位置来缠绕纱线以形成纱线卷装。第二,通过旋转纱线锭子,锭子特别使捻度被插入到在前辊上形成的纱线中。第三,锭子的旋转特别使纱线围绕环锭拉动钢丝圈,从而可以将另外的捻度插入在前辊上形成的纱线股中。
151.环锭纺纱的纱线的生产特别取决于锭子速度、前辊速度和/或钢丝圈速度。因此,环锭纺纱的经济局限性与能耗和卷装尺寸有关。特别是,旋转卷装所需的能量消耗大于将加捻插入在前牵伸辊上形成的纱线所需的能量消耗。特别出现在环锭纺纱中的缺点是纱线缺陷的增加,例如纱线支数和/或沿纱线长度每米的捻度不一致,当提高生产速度时,特别是提高达
±
25%。此外,与自由端纺纱相比,环锭纺纱的纱线的起毛特别增加。
152.环锭纺纱的纱线和自由端纺纱的纱线之间的基本差异特别的在它们的形成方式中。通过环锭纺纱,纱线是通过将捻度插入由前牵伸辊运送的粘性纤维的连续股线中生产。与此相反,在自由端纺纱时,纱线是由通过捻力直接从转子内表面收集的单个纤维中形成。因此,一个特别的差异是环锭纺纱的纱线是由外向内形成的,而自由端纺纱的纱线是由内向外形成的。
153.自由端纺纱装置特别包括纤维供给,例如芯材料供给、牵伸系统、加捻系统和用于将自由端纺纱的纱线缠绕到锭子上的包装系统。
154.纤维供给特别包括用于给自由端纺纱装置进料纱条的进料辊,所述纱条包括回收利用纤维。特别是纤维供给还包括进料板,特别是弹簧加载的进料板,其限制了将纱条从纤维供给到牵伸系统的通道。特别是进料板推动纱条对着进料辊。纱条应被特别理解为已经使用过的纺织品的纱条,也称为消费后纺织品。进料辊特别的推动纱条的纤维须(fiber beard)投入到牵伸系统中。纱条通过喇叭形进料口(feed trumpet)被特别地从自由端纺纱装置下方的罐中推向进料辊。进料辊特别地夹住纱条并将其推入开松辊的区域中。特别地,设置弹簧将进料板推向进料辊,从而特别是将纱条推向进料辊。在终断的情况下,通过停止进料辊旋转或通过以喇叭为中心旋转来特别停止纤维供给,从而特别自动地停止纱条的进料。因此,可以提供纱线传感臂。牵伸系统特别包括机械牵伸系统和气动牵伸系统。气动牵伸系统特别布置在机械牵伸系统的下游。
155.在传统的纺纱工艺中,例如环锭纺纱,纤维供给,特别是以粗纱的形式,被保持为
一个连贯的结构,并在纺纱过程中仅仅被拉细。在自由端纺纱中,纤维供给,特别是以纱条的形式,特别是开松成单个纤维。该任务特别主要由开松辊执行。开松辊特别梳理伸入牵伸系统的纤维须,并将粗细不均的纤维输送到输送管。
156.优选地,机械牵伸系统包括用于开松纱条的开松辊。开松辊特别的包括一个圆柱体,在圆柱体的圆周上设有针或锯齿,用于将纤维从纱条中梳理出来,这也被称为开松过程。特别是开松辊梳理伸入牵伸系统的纤维须,从而将纤维从纱条中拉出。从而,短于10mm、8mm、6mm、4mm或2mm的后部也从开松辊中开松,并可能被纺成自由端纺纱的纱线,这会导致自由端纺纱的纱线中的缺陷。为了提高所得的自由端纺纱的纱线的质量,已发现使用具有高清洁度,特别是最大废料量小于10%、5%、3%、1%,优选小于0.5%或小于0.1%的纱条是有利的。为了进一步减少所得的自由端纺纱的纱线中的废料量,已经发现对大量的具有低纤维长度的纤维的纱条,特别是小于26mm、24mm或22mm的纤维的纱条进行开松是有利的。另外地或可选地,可以提供废料输出以从纤维中分离废料,用于加捻系统中的自由端纺纱的纱线。
157.在自由端纺纱装置中,气动牵伸系统可以布置在机械牵伸系统的下游。气动牵伸系统可以特别地包括传输管,通过该传输管将纤维传输到加捻系统。优选地,气动牵伸系统为空气牵伸系统。因此,当纤维流过传输管时,纤维会特别受到湍流的影响,导致纤维的不良的定向。不良的定向会特别削弱所得的自由端纺纱的纱线,因此避免不良的纤维定向是可取的。不良的定向应被特别理解为偏离优选的基本上平行排列纤维的定向。已经发现,短纤维,特别是纤维长度小于26mm、24mm或22mm的纤维,比长纤维更不容易定向不良,因此特别在使用具有短纤维的纱条时,可以增加输送管中纤维的定向。增加的定向应被特别理解为纤维的定向,其中纤维更彼此平行地定向。此外,已发现通过设计牵伸系统使得输送管中的空气流速大于开松辊的表面速度可以增加纤维的定向。已发现设计牵伸系统使得空气流速比开松辊的表面速度大50%至300%是特别有利的。为了获得如此快速的气流,加捻系统的转子内部可以特别在降低的大气压力(即部分真空)下运行,这可以通过设计带有径向孔的转子,以允许转子产生自己的真空(自泵效应)来实现。可选地,外部泵可被用于在转子中产生真空。另外地或可选地,可以将输送管设计成朝向转子逐渐变细的形状,以允许纤维在接近转子内表面时加速。从而,可以特别进一步减少传输管中的纤维定向。
158.优选地,连续的纤维层被铺设到转子的内表面上,这也被称为“并线(doubling)”或“后并线”,如下解释。这种并线特别的减少,特别是使纱线中的细小的不规则情况变得平整。特别是并线有助于自由端纺纱的纱线的低不规则和更好的均匀度。
159.与环锭纺纱相比,自由端纺纱中牵伸作用和加捻作用的分离,特别有助于自由端纺纱的纱线的质量的一致性。如果在显微镜下观察转子纺纱的纱线,将会特别注意到沿纱轴有许多未完全系入纱线中的纤维。这些纤维有一个自由端,将自身包缠在纱线外围。这是自由端纺纱的纱线所特有的特性。这些纤维通常被称为“纤维带”或“包裹纤维”。尽管包裹纤维在技术上是个缺陷,但已发现它们可以在自由端纺纱的纱线周围形成紧密的带,从而使自由端纺纱是纱线具有更大的强度和更光滑的表面。
160.在输送管中,特别需要空气流用于将纤维进一步输送到转子。气流可以特别由风扇产生,该风扇通过转子中的孔抽吸来吸入空气。为了便于产生负压,转子优选尽可能地密封。输送管中的气流特别将纤维从开松辊的表面提起,并将它们引导至转子。优选地,这种
纤维移动通过输送管的聚敛的(锥形的)形式加速。因此,纤维被特别另外地牵伸。此外,纤维的部分矫直(straightening)是特别在气流上实现。通过将转子的圆周速度调整为输送管中纤维的速度的几倍,在纤维到达转子壁上时会特别出现第三次牵伸。这特别有助于将纤维基本上彼此平行地布置。当纤维在转子引起的离心力的影响下沿转子壁滑下进入转子凹槽时,纤维的另一次矫直特别发生。
161.开松辊可以特别以每分钟5,000至10,000转驱动。转子可以特别以每分钟50,000至200,000转或每分钟约100,000转驱动。输送速度,即从转子中抽出自由端纺纱的纱线的速度,可以特别设定为50m/min至500m/min、100m/min至400m/min或150m/min至250m/min。自由端纺纱的纱线每米的捻数可以特别设定为每米150捻至300捻,特别是每米200捻至250捻。自由端纺纱的纱线的牵伸率可以特别在25至400之间调整。转子直径可以特别在32mm至65mm之间选择。
162.特别的,自由端纺纱的纱线和环锭纺纱的纱线之间的一个差异为由于纺纱张力更高导致的更严格的纤维的控制。结果是,在转子纺纱中发生更少的纤维迁移,导致纱线结构中更均匀的纤维定向,从而产生更光滑、更均匀的纱线,然而仍具有较低的相对轴向强度,特别是较低的断裂韧性。转子凹槽中纤维摩擦的影响特别会导致一些纤维仅部分加捻,与环锭纺纱的纱线相比,这特别的导致更低的纱线强度。
163.本发明的发明人惊奇地发现,用护套围绕由自由端纺纱生产的纤维芯增加了所得的复合纤维的整体强度,这样其可以特别在织造技术中进行加工。
164.由于机械牵伸系统和气动牵伸系统的组合,纤维的数量可以特别从纱条的横截面中的20,000个减少到输送管输出的横截面中的5至10个。这代表4,000到5,000的牵伸率。为了生产具有大约100个纱线的自由端纺纱的纱线,必须将纤维铺设在转子中(后并线)的连续层中。因此,与从纱条到输送管的输出端的牵伸相比,可以增加总牵伸率。总牵伸率应被特别理解为纱条中的纤维数与所得的自由端纺纱的纱线中的纱线数之间的比率。例如,由横截面上有20,000个纤维的纱条生产的横截面上有100个纤维的自由端纺纱的纱线的牵伸率为200。
165.自由端纺纱装置的加捻系统特别包括转子。在转子中,纤维为特别机械地加捻成的连续纱线。引起相应加捻插入的扭矩特别通过与接触转子中心点的纱线尾的点有关的转子的旋转而施加。加捻量(每米转数)由转子速度(rpm)和卷取速度(米/分钟)之间的比率决定。
166.自由端纺纱中的卷装特别完全从牵伸和加捻操作中分离。卷装和加捻之间的分离特别允许形成比环锭纺纱更大的纱线卷装。
167.与环锭纺纱装置相比,自由端纺纱系统的特殊优势是可以将较短长度的纤维纺成纱线。特别是对于环锭纺纱,需要长度在26mm和45mm之间的纤维。与此相反,使用自由端纺纱,可以将长度为10mm至45mm,特别是20mm至25mm的纤维纺成纱线。这是特别有利的,因为从已经使用过的织物中提供的回收利用纤维,即所谓的消费后织物,通常具有大量的在20mm和25mm之间的纤维。因此,自由端纺纱技术能够利用从已经使用过的织物中提供的大量的回收利用纤维。
168.环锭纺纱特别包括三个操作,即牵伸、加捻和缠绕。然而,在环锭纺纱之前,新鲜的纤维特别必须进行预处理,例如将新鲜的纤维通过一个吹风室,特别用于开松和清洁纤维、
梳棉机、并条机和/或飞轮(flyer),特别用于分离单个纤维、用于平行化纤维和/或形成纤维带。与此相反,使用回收利用纤维的自由端纺纱特别直接从纱条的牵伸开始,从而可以降低成本和能源。
169.此外,本发明涉及一种用于生产根据本发明的第九至第十一方面的一个或多个的方法制备的纤维芯或根据本发明的第八至第十一方面的一个或多个的方法制备的复合纱线的装置。特别是该装置被设计成根据这些方面中的一个或多个的步骤来执行。
附图说明
170.在从属权利要求中描述了本发明的优选实施方案。本发明的优点、特征和特性通过优选实施方案的进一步后续描述变得显而易见,其中:
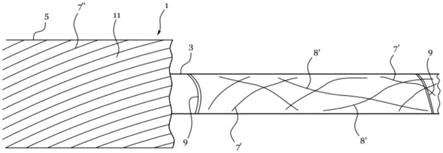
171.图1为纤维芯的侧视图;
172.图1.a为可替代的纤维芯的侧视图;
173.图2为复合纱线的侧视图,其中护套部分混纺,以示出纤维芯被护套围绕;
174.图2.b为可替代的复合纱线的侧视图,其中护套为部分混纺,以示出纤维芯被护套围绕;
175.图3为复合纱线的示意性侧视图;
176.图4为图3的复合纱线的示意性俯视图;
177.图5为用于制作图3和图4中示出的复合纱线的制造工艺步骤的示意性侧视图;
178.图6为包括三个纤维芯的复合纱线的示意性侧视图;
179.图7为图6的复合纱线的示意性俯视图;
180.图8为用于生产如图6和图7中所示的复合纱线的制造工艺步骤的示意性侧视图;
181.图9为包括纤维芯和两个长丝芯的复合纱线的示意性侧视图;
182.图10为图9中所示的复合纱线的示意性俯视图;
183.图11为生产如图9和图10中所示的复合纱线的制造工艺的示意性侧视图;
184.图12为包括裸纤维芯和两个纤维芯的复合纱线的示意性侧视图,其中子护套缠绕在整个裸芯上;
185.图13为如图12中所示的复合纱线的示意性俯视图;
186.图14为用于生产如图12和图13中所示的复合纱线的制造工艺的示意性侧视图;
187.图15为自由端纺纱装置的示意图;
188.图16为用于制造如图1和图2以及图3和图4中所示的复合纱线的环锭纺纱装置的示意图;
189.图17为用于生产如图6和图7或图9和图10中所示的复合纱线的环锭纺纱装置的示意图;和
190.图18为用于制造如图12和图13中所示的复合纱线的环锭纺纱装置的示意图。
具体实施方式
191.为了便于阅读,将相似或相同的部件在下文中指定为相似或相同的附图标记。将复合纱线指定为附图标记1。将至少一个纤维芯指定为附图标记3。将护套指定为附图标记5。将包括在至少一个芯纱线1中的纤维指定为附图标记7'。将包括在护套5中的纤维指定为
附图标记7”。
192.图1示意性示出了通过自由端纺纱(转子纺纱)由纤维7'纺成的纤维芯3。应注意的是,仅示意性示出图中的纤维7'、7”。回收利用纤维和长度大于回收利用纤维的短纤棉之间的长度差异不应从图中得出。从图1中可以看出,通过自由端纺纱纺成的芯纱线3的纤维7'特别通过所谓的带状纤维(包裹纤维)9相互连接。与此相反,通过环锭纺纱(未示出)生产的纤维芯的纤维7'特别不包括带状纤维9。特别是,环锭纺纱的纤维芯的纤维围绕纱线轴形成光滑的螺旋形缠绕物11且基本上平行布置。
193.图1.a为纤维芯3的可替代图示,更详细地示出通过自由端纺纱纺成的纱线的特征。短纤维专用附图标记7',长纤维用附图标记8'。短纤维7'和长纤维8'都可以为回收利用纤维。所谓的带状纤维(包裹纤维)专用附图标记9。从图1.a中可以看出,自由端细纺纱的纱线其外侧包括松散堆积的纤维7'、8',这些纤维在低角度延伸至纱线的纵轴。与此相反,带状纤维(包裹纤维)9以更大的角度(高达90
°
)延伸至纵向轴。此外,与环锭纺纱的纱线相反,自由端纺纱的纱线的纤维7'、8'彼此不平行的延伸。确切的说,它们可以以大约20
°
至50
°
的角度相互延伸。
194.图2示出复合纱线1,特别用于织造,其包括由包括回收利用纤维7'的芯材料组成的纤维芯3和围绕纤维芯3的护套5,该护套包括护套材料。图2中所示的纤维芯3是通过自由端纺纱纺出的,特别可以通过在圆周方向上围绕纤维芯3的带状纤维9来识别。复合纱线1的护套5已通过环锭纺纱围绕在纤维芯3上,这可以特别通过螺旋形缠绕物11看出,以护套5缠绕在纤维芯3上的形式。
195.图2.a为复合纱线1的可替代的图示,与图2在本质上的不同之处在于,代替如图1中所示的纤维芯3,如图1.a中所示的纤维芯被护套5围绕。图2中所示的纤维芯3是通过自由端纺纱纺成,这可以特别通过上述的自由端纺纱的纱线的特征来识别。复合纱线1的护套5通过环锭纺纱围绕在纤维芯3上,这可以特别通过螺旋形缠绕物11看出,以螺旋形缠绕物11的形式,护套5围绕在纤维芯3上。图2.a与图2的进一步不同之处在于,护套具有较低的捻度,这由护套纤维7”和复合纱线1的纵向轴之间的较小角度说明。特别是,护套纤棉7”应为纤维长度大于25mm的长纤维。此外,图2.a中的护套纤维7”被示为细纤维7”,具有围绕复合纱线轴加捻的螺旋形缠绕物11。与此相反,图2中的护套纤维7”被示为粗纤维7”,其不仅为围绕复合纱线轴的螺旋形缠绕物11,还围绕它们的纤维轴螺旋形缠绕。
196.图3示出了复合纱线1的示意性侧视图,该复合纱线1包括纤维芯3和护套5,其中围绕纤维芯3的护套5的螺旋形缠绕物11未被示出。如纤维7”所示,图3中所示的护套5优选地由短纤维7”组成。尽管从图3到图14中不能明显看出纤维芯3是通过自由端纺纱生产,和护套5是通过环锭纺纱生产,但应该清楚这些是用于本文所示的复合纱线1的优选制造方法。
197.图4示出了图3的复合纱线1的俯视图。在图4中,纤维芯3的横截面13'由圆圈13'示意性示出。护套5的横截面13”由圆圈13”示意性示出。包含在纤维芯3的横截面中的纤维7'由点7'示出。与此相反,包含在护套5的横截面13”中的纤维7”由表面7”示出。应当清楚的是,图3至图14中的横截面13'、13”以及纤维7'、7”的数量仅用于说明如何区分护套的横截面13”以及纤维芯3的横截面13'和包含在其中的纤维7'、7”。然而,包括在横截面13'、13”内的纤维7'、7”的优选数量以及横截面13'、13”中的纤维7'、7”的数量之间的关系都不能由这些附图得到。
198.图5的加工步骤示出了纤维芯3与以牵伸的粗纱19形式的护套材料的合并。在合并站17中,牵伸的粗纱19围绕在纤维芯3上以围绕纤维芯3。特别是,牵伸的粗纱19通过加捻插入件15围绕纤维芯3螺旋地加捻以形成围绕纤维芯3韩饶的螺旋绕物11。
199.图6和图7示意性示出了复合纱线1,其与图3和图4中所示的复合纱线1的不同之处在于复合纱线1中包括三个纤维芯3而不是一个纤维芯3。
200.图8示意性示出了用于制造图6和图7中所示的复合纱线1的制造工艺步骤。因此,三个分离的纤维芯3在合并站17中与牵伸粗纱19合并。当然,在替代的实施方案中,三个纤维芯3还可以在未示出的先前合并站中合并在一起,随后与牵伸的粗纱19合并。
201.应当清楚的是,本发明不限于具有一个或多个相同纤维芯3的复合纱线1。例如,纤维芯3可以由不同百分比的回收利用纤维组成。还可以提供一种复合纱线,其包括例如由回收利用纤维组成的一个纤维芯3和一个或多个由新鲜的短纤棉7'组成的纤维芯。此外,在本发明应包括的实施方案中,可以将至少一个纤维芯3与至少一个长丝芯21对齐,例如弹性或非弹性长丝芯。
202.如图6和图7所示,纤维芯和/或至少一个纤维芯和至少一个长丝芯21可以基本上彼此平行排列。从而,纤维芯3可以如图6和图7所示彼此接触或在复合纱线1内彼此间隔开。此外,纤维芯3可以围绕彼此缠绕。
203.图9和图10示出了本发明的一个实施方案,其中两个长丝芯21围绕一个纤维芯3加捻。长丝芯21可以为非弹性或弹性的长丝芯。应当清楚的是,一个或两个以上的长丝芯21也可以围绕纤维芯3或围绕一个或多个纤维芯3缠绕。此外,本发明还包括这样的实施方案,其包括一个或多个长丝芯围绕多于一个纤维芯3或围绕至少一个纤维芯3缠绕,且至少一个长丝芯21基本上平行于纤维芯3排列。
204.图11示出了用于生产如图9和图10所示的复合纱线1的加工制造步骤。
205.图12和图13示出了类似于图9和图10中所示的复合纱线的复合纱线1,然而不同之处在于长丝芯21被子护套23围绕。优选地,子护套23包括或由短纤棉组成。子护套23的使用仅在图12和13所示的实例中示出。然而,应当清楚的是,子护套23也可以应用于一个或多个纤维芯和/或一个或多个基本上平行于纤维芯3排列或围绕在纤维芯3上的长丝芯。特别是,之前和随后描述的长丝芯21或纤维芯3中的一个或多个可以设置有子护套23。
206.图14示出了用于制造如图12和图13所示的复合纱线1的工艺步骤。从其中可以看出,子护套材料25可以在子护套合并站27中围绕长丝芯21围绕。因此,例如子护套材料25可以以牵伸的粗纱19的形式提供。子护套材料25可以围绕长丝芯21捻在一起以产生具有子护套25的长丝芯21,该子护套25通过螺旋形缠绕物11围绕长丝芯21。在子护套25已围绕长丝芯21缠绕之后,长丝芯21可以在合并站17中与纤维芯3和牵伸的粗纱19合并。
207.图15示意性示出了自由端纺纱装置29,也被称为转子纺纱装置。自由端纺纱装置29特别包括纤维供给31、牵伸系统33、加捻系统35和包装系统37。
208.纤维供给31用于向自由端纺纱装置29供给包含回收利用纤维7'的纱条39。纱条39可以是粗梳纱条或拉伸纱条。优选地,使用拉伸纱条。为了供给自由端纺纱装置29,提供进料辊41将纱条39传送到牵伸系统33。因此,进料辊41特别与进料板43配合,进料板43优选为弹簧加载(未示出)。进料板43和进料辊41特别限制了纱条通道45,纱条39通过该纱条通道45从纤维供给31传递到牵伸系统33。
209.牵伸系统33优选包括机械牵伸系统47和气动牵伸系统49。机械牵伸系统47优选包括开松辊51,其通过将纤维7'从纱条39中梳理出来而将纱条39开松。开松辊51特别包括圆柱体53,在圆柱体53的圆周上设有齿55,用于从纱条39中梳理纤维7'。已发现使用齿密度为15齿/cm2至20齿/cm2的开松辊51是有利的,优选约18.5齿/cm2。开松辊51特别提供两个作用。第一个是纱条39的机械牵伸,也被称为纱条39的开松。因此,快速旋转的开松辊51梳理纤维的前端并将所得的牵伸纱条传送到气动牵伸系统49。第二个作用是分离纱条39内不应用于自由端纱线的生产的废料。所述废料可包含非常短的短纤棉,例如短于10mm、8mm、6mm、4mm或2mm的短纤棉,和/或粉末。对于第二个效果,提供废料输出以将废料59与从纱条39机械牵伸的纤维7'中分离。然而,开松辊51不仅将废料59从回收利用纤维7'中分离。由于开松辊51和纤维7'之间的摩擦,在纱条39的开松过程中会产生废料59。由开松行为产生的废料59特别取决于纤维长度。随着纤维长度的增加,作用在纤维7'上的力也增加。这会导致纤维变短和磨损粉末,这些磨损粉末必须作为废物进行分离。因此,为了从纱条39中接收尽可能多且优选尽可能干净的回收利用纤维7',需要仔细控制纱条39中的纤维7'的长度。就这一点而言,已特别发现提供具有高含量的纤维7'的纱条是有利的,该纤维7'的纤维长度小于26mm、24mm或22mm,优选大于10mm。因此,可以提供具有纤维长度仍然足够长以在自由端纺纱中加工的纤维7',同时可以显着减少开松时的废物产生。此外,还可以减少由于纤维7'和开松辊51之间的摩擦而引起的开松辊51的磨损。此外,由于废料输出57不能保证所有废料59都从纤维7'中分离,控制纤维长度以减少废料产生对于减少所得的纱线中的废料含量也很重要。这特别因为细小的废料会积聚在随后描述的转子63中,从而导致纱线缺陷。
210.为了进一步提高所得的自由端纺纱3的质量,建议在插入自由端纺纱装置29之前使用废料59含量少于0.1%的纱条39。
211.废物产出57可以特别将废物59引导至收集室(未示出),从收集室可以将其移除。
212.在机械牵伸系统内牵伸纱条39之后,开松纤维7'被气动牵伸系统49气动牵伸。因此,气动牵伸系统49特别包括输送管61,在其中纤维7'受到气动牵伸。因此,输送管61特别为锥形以产生使纤维7'变直的加速气流。这两个随后的牵伸操作产生的牵伸量足够高,当离开输送管61时,将纱条横截面上的纤维7'的数量从20,000减少到少于50个纤维7',优选在2到10个纤维7'之间。
213.从牵伸系统33,特别是从输送管61,牵伸的纤维7'被特别送入加捻系统35。加捻系统35特别包括围绕转子轴65旋转的转子63。转子特别是圆盘形。在径向方向上,转子63特别与转子壁67接界。由于转子围绕转子轴65旋转,被供给到转子63中的纤维7'特别通过离心力被推到转子壁67上。转子壁67特别包括转子槽,纤维7'在该转子槽中积聚。
214.如图15所示,纤维优选从输送管61直接沉积到转子槽69中。转子槽可以特别为v形的。通过在转子槽69中堆积纤维7',纤维7'在转子槽69内形成纤维环71。在转子63内,纤维7'与伸入转子63的纱尾73合并。纤维环71中的纤维7'通过加捻器15与纱尾73连接。因此,纱尾73伸出到纤维环71中,在那里纤维7'与纱尾73堆积在一起。下游,纱尾73,即后来成为纤维芯3并因此也用附图标记3表示的自由端纺纱3,被包装系统37牵引通过杜芬管(duffing tube)75。因此,包装系统37特别包括卷取辊77,其将自由端纺纱3从转子69拉出并且将自由端纺纱3传送到锭子(未示出),在转子中自由端纺纱3被包装,特别是缠绕到锭子上。
215.所得的自由端纺纱3的捻度的量(转每米)特别由转子速度(转每分钟)和卷取速度
(米每分钟)之间的比例决定,其中自由端纺纱3通过卷取辊77从转子63输出。特别是,转子每转一圈都会将加捻插入到所得的自由端纺纱3中。
216.从上面可以看出,纤维7'从纱条39到转子63的牵伸独立于由转子63进行的加捻插入15。此外,可以独立于转筒63控制加捻插入15。例如,输送速度可以保持恒定,同时可以通过增加转子63的每分钟转数来增加加捻量(米每分钟)。可选地,可以通过降低输送速度同时保持转子63的转速来增加加捻量(每米转数)。由于加捻和牵伸的分离,可以通过开松辊和输送通道,通过控制转子速度和输出速度或通过控制施加到纱条上的牵伸来改变总牵伸率。在本发明的含义内总牵伸率应被理解为供给自由端纺纱装置29的纱条39中的纤维7'的数量与所得的自由端纺纱3的数量之比。在使用自由端纺纱技术时,例如可以通过所谓的后并线减少总牵伸率。后并线特别是指在牵伸系统33中横截面内的纤维7'的数量减少,在加捻系统35中再次增加。并线的量可以特别通过比例n/n表达,其中n为所得的自由端纺纱3的横截面13'中的纤维7'的数量,n为输送管61的输出横截面中的纤维7'的数量。
217.图16示出了用于制造如图1和图2以及图3和图4所示的复合纱线的环锭纺纱装置79。环锭纺纱装置在下文中指定为附图标记79。环锭纺纱装置79包括护套材料供给81和芯材料供给83。芯材料供给83优选包括缠绕在锭子85上的自由端纺纱3。护套材料供给81优选包括由缠绕在锭子87上的短纤棉组成的粗纱。环锭纺纱装置79还包括芯材料牵伸系统,该系统包括芯后牵伸辊89和芯前牵伸辊91。此外,环锭纺纱装置79包括护套料牵伸系统,该系统包括护套后牵伸辊93和护套前牵伸辊95。为了生产发明的复合纱线1,纤维芯3从芯材料供应83中拉出并经芯后牵伸辊89和芯部前牵伸机构91输送到合并站17。此外,粗纱97从护套材料供应81中拉出经护套部后牵伸辊93和护套部前牵伸辊95输送到合并站17。在合并站17内,特别是以牵伸粗纱19形式的护套材料通过加捻插入15围绕在纤维芯3上。所得的复合纱线1包括纤维芯3和围绕纤维芯3的护套5,特别是通过螺旋形缠绕物11。
218.在图16至图18中,加捻插入被指定为附图标记15。本领域技术人员知道如何通过环锭纺纱进行加捻插入15。特别是,可以通过旋转复合纱线1的锭子99,并在其上缠绕进行加捻插入15。因此,当钢丝圈(未示出)沿平行于轴入口的轴向行进时,锭子99可通过锭子驱动器(未示出)旋转,以便围绕锭子轴线分布复合纱线。围绕锭子99缠绕的复合纱线1特别形成纱线卷装101。
219.优选地,护套前牵伸辊95的表面速度大于护套后牵伸辊93的表面速度,使得粗纱97在护套后牵伸辊93和护套前牵伸辊95之间被牵伸。根据护套前牵伸辊95和护套后牵伸辊93的表面速度之间的差异,可以调节粗纱97的牵伸。同理,即通过控制芯后牵伸辊89和芯前牵伸辊91的表面速度,可以调节纤维芯3的牵伸。在对纤维芯3和护套材料使用分开的牵伸系统时,可以独立地调节纤维芯的牵伸和护套材料97的牵伸。然而,应当清楚的是,本发明不限于纤维芯3和外护套材料97经受不同牵伸时的布置和方法。在合并站17中加捻插入15之前,还可以通过单个牵伸机构将纤维芯3和护套材料97牵伸到相同程度来生产复合纱线。环锭纺纱装置79可以进一步包括调节装置103,例如用于在加捻插入15之前和/或在牵伸之前润湿或加热护套材料和/或芯材料。
220.图16示出了用于制造如图6和图7或图9和图10所示的复合纱线1的环锭纺纱装置。图17所示的环锭纺纱装置79与图16所示的环锭纺纱装置79基本相同,然而,,不同之处在于提供了两个另外的芯材料供应83'。另外的芯材料供应83'可以包括纤维芯3或另外的芯3'、
21,例如如前所述的在另外的锭子87'上缠绕的另外的纤维芯3'和/或另外的长丝芯21。在下文中,图17通过包括另外的长丝芯21的另外芯材料供应83'的实例来描述。可以从另外芯材料供应83'中拉出长丝芯21并将其传送到合并站17。如图17中所示,另外的长丝芯21可以由与长丝芯3相同的芯后牵伸辊89和芯前牵伸辊91牵伸在它们之间。在这种布置中,对不同芯3、21的不同牵伸可以是通过另外芯材料供应83'的另外的驱动杆107施加。然而,当然也可以通过其自己的牵伸机构牵伸每个芯3、21。
221.图18示出了用于生产如图12和图13所示的复合纱线的环锭纺纱装置79。如图17所示,在图18所示的环锭纺纱装置79中提供了三个芯材供应83、83'。图18中所示的环锭纺纱装置79与图17中所示的环锭纺纱装置的不同之处在于提供了两个另外的护套材料供应81'。两个另外的护套材料供应81'优选包括围绕锭子109、111缠绕的另外的粗纱97'。如图18中所示,另外的粗纱97'可以由相同的护套后牵伸辊93和护套前牵伸辊95牵伸。当然,另外的粗纱97'也可以由单独的牵伸机构牵伸。在下游,护套前牵伸辊95、另外的粗纱97'在子护套合并站27中与另外的长丝芯21合并。另外地或可选地,另外的长丝芯21、另外的纤维芯3'或纤维芯3可以使用。在子护套合并站27中,另外的粗纱97'通过加捻插入15围绕另外的长丝芯21缠绕。子护套合并站27的下游,另外的长丝芯21被子护套23围绕。在随后的合并站17中,另外的长丝芯21连同它们的子护套23通过加捻插入15与纤维芯3和牵伸粗纱19合并。当然,也可以修改环锭纺纱装置79,另外地或可选地,在合并站17之前将子护套围绕在纤维芯3上。
222.在以上描述、附图和权利要求中公开的特征对于在其不同实施方案中单独地如在任何组合中实现本发明可能是重要的。
223.附图标记:
224.1复合纱线
225.3纤维芯
226.3'另外的纤维芯
227.5护套
228.7'纤维芯、短纤维的纤维
229.8'长纤维
230.7”护套的纤维
231.9包裹纤维/带
232.11螺旋形缠绕物
233.13'纤维芯的横截面
234.13”护套的横截面
235.15加捻插入
236.17合并站
237.19牵伸粗纱
238.21长丝芯
239.23子护套
240.25子护套材料
241.27子护套合并站
242.29自由端(转子)纺纱装置
243.31纤维供给
244.33牵伸系统
245.35加捻系统
246.37包装系统
247.39纱条
248.41进料辊
249.43进料板
250.45通道
251.47机械牵伸系统
252.49气动牵伸系统
253.51开孔辊
254.53圆柱体
255.55齿
256.57废物产出
257.59废物
258.61运输管
259.63转子
260.65转子轴
261.67转子壁
262.69转子槽
263.71纤维环
264.73纱尾
265.75杜芬管
266.77卷取辊
267.79环锭纺纱装置
268.81护套材料供给
269.81'另外的护套材料供给
270.83芯材料供给
271.83'另外的芯材料供给
272.85、87锭子
273.89芯后牵伸辊
274.91芯前牵伸辊
275.93护套后牵伸辊
276.95护套前牵伸辊
277.97粗纱
278.97'另外的粗纱
279.99锭子
280.101纱线卷装
281.103调节装置
282.107驱动杆
283.109锭子
284.111锭子