1.本发明属于柔纸巾工艺,具体涉及一种柔纸巾的生产工艺。
背景技术:
2.在柔纸巾的生产工艺中,为提高了纸巾的柔软度,滑石粉作为柔软剂加入至浆料中,形成具有柔软性能的涂布液,经由涂布工艺,滑石粉作为固体颗粒固化在纸巾内。在使用过程中,柔纸巾本身属于干燥纸巾,极易出现掉粉现象,造成颗粒污染,同时,滑石粉颗粒已被证明是引起癌症患者卵巢和肺部出现肿瘤的原因,是一种致癌物质。
技术实现要素:
3.针对现有技术中的问题,本发明提供一种柔纸巾的生产工艺,解决了现有柔纸巾掉粉严重的问题,利用多辊浸涂法将有机涂布液浸泡至纸巾内,并复合形成多层结构的柔纸巾。
4.为实现以上技术目的,本发明的技术方案是:
5.一种柔纸巾的生产工艺,以壳聚糖基浆料为涂布液,以多辊浸涂法进行三层复合,得到三层复合结构的柔纸巾。
6.所述柔纸巾的生产步骤如下:
7.步骤1,将第一纸巾、第二纸巾和第三纸巾放置料架上,待用;
8.步骤2,以滚涂的方式将第二纸巾渗透涂布液3-6s,然后将第一纸巾贴覆在第二纸巾上表面上,并在0.3-0.5mpa的压力下压合,得到上表面复合第一纸巾的第二纸巾;
9.步骤3,将复合第一纸巾的第二纸巾以滚涂的方式在浸没在涂布液中2-4s,然后将第三纸巾贴覆在第二纸巾下表面上,并在0.3-0.5mpa压力下压合,得到预制柔纸巾;
10.步骤4,将预制柔纸巾进行105-115℃、3-5mpa的热辊压处理,收卷得到柔纸巾。
11.所述壳聚糖基浆料的质量配方如下:
12.聚乙二醇10-20份、壳聚糖5-8份、透明质酸8-10份、乙醇水溶液50-90份,乙醇水溶液中的乙醇体积浓度为20-40%,所述聚乙二醇的分子量为200-500。
13.所述壳聚糖基浆料的制备方法,包括如下步骤:
14.步骤1,将透明质酸加入至乙醇水溶液中,以400-800r/min的速度搅拌均匀;
15.步骤2,将聚乙二醇和壳聚糖依次加入至步骤1的乙醇水溶液中,20-50℃条件下以300-800r/min的速度搅拌得到涂布液
16.进一步的,所述壳聚糖基浆料内还含有甘油20-50份。
17.所述壳聚糖基浆料的制备方法包括如下步骤:
18.步骤1,将透明质酸加入至乙醇水溶液中,以400-800r/min的速度搅拌均匀;
19.步骤2,将聚乙二醇加入至甘油中以300-500r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;
20.步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得
到涂布液。
21.进一步的,所述壳聚糖基浆料内还含有茶多酚2-4份。所述茶多酚与壳聚糖同时加入至溶液中。
22.从以上描述可以看出,本发明具备以下优点:
23.1.本发明解决了现有柔纸巾掉粉严重的问题,利用多辊浸涂法将有机涂布液浸泡至纸巾内,并复合形成多层结构的柔纸巾。
24.2.本发明利用柔纸巾涂布液内的聚乙二醇、透明质酸的酯化特性,形成预团聚,同时利用乙醇缓解壳聚糖的粘性,并利用热辊压的方式将溶剂去除,提升涂布液在纸巾内的牢固度,利用壳聚糖的三维立体结构与酯化结构的交错连接,形成立体式固化效果,不存在掉粉的效果。
25.3.本发明利用甘油的保湿性,提升柔纸巾的保水性,同时甘油本身的醇羟基与聚乙二醇的羟基类似,能够形成交错酯化结构,增加整体的立体性,提升纸巾的复合稳定性。
附图说明
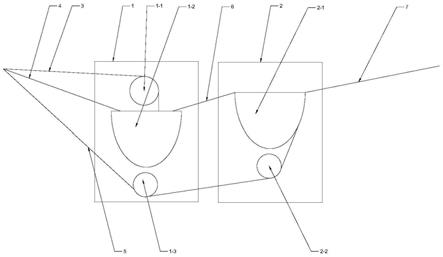
26.图1是本发明实施例的结构示意图;
27.图2是本发明实施例中第一涂布槽结构的纵向剖面示意图;
28.图3是本发明实施例中第二涂布槽结构的纵向剖面示意图;
具体实施方式
29.结合图1至图3,详细说明本发明的一个具体实施例,但不对本发明的权利要求做任何限定。
30.一种柔纸巾的生产工艺,以壳聚糖基浆料为涂布液,以多辊浸涂法进行三层复合,得到三层复合结构的柔纸巾。
31.所述柔纸巾的生产步骤如下:
32.步骤1,将第一纸巾、第二纸巾和第三纸巾放置料架上,待用;
33.步骤2,以滚涂的方式将第二纸巾渗透涂布液3-6s,然后将第一纸巾贴覆在第二纸巾上表面上,并在0.3-0.5mpa的压力下压合,得到上表面复合第一纸巾的第二纸巾;
34.步骤3,将复合第一纸巾的第二纸巾以滚涂的方式在浸没在涂布液中2-4s,然后将第三纸巾贴覆在第二纸巾下表面上,并在0.3-0.5mpa压力下压合,得到预制柔纸巾;
35.步骤4,将预制柔纸巾进行105-115℃、3-5mpa的热辊压处理,收卷得到柔纸巾。
36.所述壳聚糖基浆料的质量配方如下:
37.聚乙二醇10-20份、壳聚糖5-8份、透明质酸8-10份、乙醇水溶液50-90份,乙醇水溶液中的乙醇体积浓度为20-40%,所述聚乙二醇的分子量为200-500。
38.所述壳聚糖基浆料的制备方法,包括如下步骤:
39.步骤1,将透明质酸加入至乙醇水溶液中,以400-800r/min的速度搅拌均匀;
40.步骤2,将聚乙二醇和壳聚糖依次加入至步骤1的乙醇水溶液中,20-50℃条件下以300-800r/min的速度搅拌得到涂布液
41.进一步的,所述壳聚糖基浆料内还含有甘油20-50份。
42.所述壳聚糖基浆料的制备方法包括如下步骤:
43.步骤1,将透明质酸加入至乙醇水溶液中,以400-800r/min的速度搅拌均匀;
44.步骤2,将聚乙二醇加入至甘油中以300-500r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;
45.步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
46.进一步的,所述壳聚糖基浆料内还含有茶多酚2-4份。所述茶多酚与壳聚糖同时加入至溶液中。
47.如图1至图3所示,所述多辊浸涂法采用三层涂布装置,包括并列设置的第一涂布机构1和第二涂布机构2;
48.所述第一涂布机构1包括第一上辊1-1、第一涂布槽1-2和第一下辊1-3,所述第一涂布槽设置在第一涂布机构内中段,且两端密封,并固定第一涂布机构1的机架上,所述第一上辊1-1设置在第一涂布槽1-2上方,所述第一下辊1-3设置在第一涂布槽1-2上方,所述第一上辊1-1和第一下辊1-2两端均固定在第一涂布机构1的机架上;在使用过程中,第一纸巾3由传输辊直接输送至第一上辊1-1,并绕过第一上辊1-1进入第一涂布槽1-2尾部,第二纸巾4由传输辊直接输送至第一涂布槽1-2内,且在第一涂布槽尾部与第一纸巾3挤压形成第一复合纸巾6,并将第一复合纸巾6输送至第二涂布机构2,第三纸巾5通过传输辊直接输送至第一下辊1-3,并绕过第一下辊直接输送至第二涂布机构内;
49.所述第二涂布机构2包括第二涂布槽2-1和第二下辊2-2,所述第二涂布槽2-1设置在第二涂布机构内中段,且两端密封,并固定在第二涂布机构2的机架上,所述第二下辊2-2设置在第二涂布槽2-1下方,且两端固定在第二涂布机构2的机架上;在使用过程中,所述第三纸巾穿过第一涂布机构1,输送至第二下辊2-2,并绕过第二下管2-2输送至第二涂布槽2-1尾部,第一复合纸巾6由第一涂布机构输送至第二涂布槽,并在第二涂布槽与第三纸巾汇合,挤压排出。
50.所述第一涂布槽1-2包括第一槽体1-21和第一压辊1-22,所述第一压辊1-22设置在第一槽体1-21内,所述第一压辊1-22一侧斜上方设置第一前导辊1-23,另一侧斜上方设置有第一后导辊1-24,且第一后导辊1-24上设置有带气缸的第一复合辊1-25,所述第一压辊1-22上方设置有与涂布液箱连通的第一进液管1-28,且所述第一进液管1-28靠近第一前导辊1-23,所述第一槽体1-21底部设置有第一排液管1-29,且所述第一排液管1-29连通至涂布液箱内;在使用过程中,第一进液管、第一排液管和涂布液箱连通,形成稳定的涂布液循环使用,一般而言,第一压辊的最低端位于第一槽体内液面之上,若在液面之下并不影响其具体运行,第二纸巾通过第一前导辊导向进入至第一压辊处,经由第一压辊传输至第一后导辊处,此时,第一纸巾通过第一上辊传输至第一后导辊表面,在第一后导辊和第一复合辊的相互挤压作用下,转化为第一复合纸巾,同时第一进液管的位置能够确保涂布液在第一前导辊与第一压辊间浸泡,形成上表面渗透,同时第一压辊的转动确保自身表面形成涂布液液膜,以及涂覆液自身重力作用下形成第二纸巾的渗透涂布,经过涂布后的第二纸巾在第一后导辊和第一复合辊的挤压,将内部的一部分涂布液溢出,并被第一纸巾吸收,达到复合纸巾的均匀涂布。
51.更进一步的,所述第一压辊表面呈粗糙状,该粗糙结构由表面设置的细小突起组成,细小突起形成的粗糙状结构,能够确保涂布液在避免均匀分布,有效的提升了表面涂布
效果,以及表面的涂布均匀性。
52.更进一步的,所述第一压辊和第一后导辊之间设置有第一预压辊1-26,所述第一预压辊设置在第一压辊侧面,且紧贴第一压辊,涂布后的第二纸巾经过第一预压辊和第一压辊的初步挤压,将表面的挂珠去除,减少第一后导辊的涂布液堆积,确保第一后导辊处的洁净。
53.进一步的,所述第二涂布槽2-1包括第二槽体2-11和第二压辊2-12,所述第二压辊2-12设置在第二槽体2-11内,所述第二压辊2-12的最低端位于第二槽体2-11液面之下,所述第二压辊2-12一侧斜上方设置第二前导辊2-13,另一侧斜上方设置有第二后导辊2-14,且第二后导辊2-14上设置有带气缸的第二复合辊2-15,所述第二槽体2-11的侧面连通有与涂布液箱连通的第二进液管2-17,底部连通有与涂布液连通的第二排液管2-18,所述第二后导辊2-14的后下方设置有辅助导辊2-21;在使用过程中,第二进液管、第二排液管、涂布液箱和第二槽体形成涂布液的循环体系,能够始终保持第二压辊的底端位于液面之下,第三纸巾在第二下辊的传输作用下,绕过辅助导辊,输送至第二后导辊处,第一复合纸巾通过第二前导辊的传导进入至第二槽体内,并绕过第二压辊底部,传输至第二后导辊处,将第一复合纸巾和第三纸巾形成挤压,此时第二压辊和第二复合辊的相互挤压作用,将第一复合纸巾和第三纸巾转化为产品-柔纸巾,此处的第一复合辊和第二复合辊均气缸,在使用过程中,利用气缸调节距离,确保复合挤压效果,同时停机时松开气缸,便于检查与拆卸。第一复合纸巾在第二压辊下直接浸泡至涂布液内,且第一复合纸巾的下表面优先吸附涂布液。
54.更进一步的,所述第二压辊和第二后导辊之间设置有第二预压辊2-18,所述第二预压辊设置在第二压辊侧面,且紧贴第二压辊,涂布后的第一复合纸巾经过第二预压辊和第二压辊的初步挤压,将表面的挂珠去除,减少第二后导辊的涂布液堆积,确保第二后导辊处的洁净。
55.实施例1
56.壳聚糖基浆料的制备:
57.按照如下配比:聚乙二醇(peg200)10g、壳聚糖5g、透明质酸8g、乙醇水溶液50g,乙醇水溶液中的乙醇体积浓度为20%,配置1500g涂布液(约1l左右);
58.配置方法:将透明质酸加入至1000g的乙醇水溶液中,以400r/min的搅拌均匀,然后在20℃下将聚乙二醇和壳聚糖依次加入,并300r/min下搅拌得到涂布液。
59.柔纸巾的制备:
60.将第一纸巾、第二纸巾和第三纸巾放置料架上,待用;以滚涂的方式将第二纸巾渗透涂布液3-6s,然后将第一纸巾贴覆在第二纸巾上表面上,并在0.3mpa的压力下压合,得到上表面复合第一纸巾的第二纸巾;将复合第一纸巾的第二纸巾以滚涂的方式在浸没在涂布液中2-4s,然后将第三纸巾贴覆在第二纸巾下表面上,并在0.3mpa压力下压合,得到预制柔纸巾;将预制柔纸巾进行105℃、3mpa的热辊压处理,收卷得到柔纸巾。
61.实施例2
62.壳聚糖基浆料的制备:
63.按照如下配比:聚乙二醇(peg200)20g、壳聚糖8g、透明质酸10g、乙醇水溶液90g,乙醇水溶液中的乙醇体积浓度为20%,配置1300g涂布液(约1l左右);
64.配置方法:将透明质酸加入至1300g的乙醇水溶液中,以800r/min的搅拌均匀,然
后在50℃下将聚乙二醇和壳聚糖依次加入,并800r/min下搅拌得到涂布液。
65.柔纸巾的制备:
66.将第一纸巾、第二纸巾和第三纸巾放置料架上,待用;以滚涂的方式将第二纸巾渗透涂布液6s,然后将第一纸巾贴覆在第二纸巾上表面上,并在0.5mpa的压力下压合,得到上表面复合第一纸巾的第二纸巾;将复合第一纸巾的第二纸巾以滚涂的方式在浸没在涂布液中4s,然后将第三纸巾贴覆在第二纸巾下表面上,并在0.5mpa压力下压合,得到预制柔纸巾;将预制柔纸巾进行115℃、5mpa的热辊压处理,收卷得到柔纸巾。
67.实施例3
68.壳聚糖基浆料的制备:
69.按照如下配比:聚乙二醇(peg400)15g、壳聚糖6g、透明质酸9g、乙醇水溶液70g,乙醇水溶液中的乙醇体积浓度为40%,配置1420g涂布液(约1l左右);
70.配置方法:将透明质酸加入至1420g的乙醇水溶液中,以600r/min的搅拌均匀,然后在40℃下将聚乙二醇和壳聚糖依次加入,并500r/min下搅拌得到涂布液。
71.柔纸巾的制备:
72.将第一纸巾、第二纸巾和第三纸巾放置料架上,待用;以滚涂的方式将第二纸巾渗透涂布液5s,然后将第一纸巾贴覆在第二纸巾上表面上,并在0.4mpa的压力下压合,得到上表面复合第一纸巾的第二纸巾;将复合第一纸巾的第二纸巾以滚涂的方式在浸没在涂布液中3s,然后将第三纸巾贴覆在第二纸巾下表面上,并在0.4mpa压力下压合,得到预制柔纸巾;将预制柔纸巾进行110℃、4mpa的热辊压处理,收卷得到柔纸巾。
73.实施例4
74.壳聚糖基浆料的制备:
75.按照如下配比:聚乙二醇(peg200)10g、壳聚糖5g、透明质酸8g、乙醇水溶液50g、甘油20g,乙醇水溶液中的乙醇体积浓度为20%,配置1330g涂布液(约1l左右);
76.配置方法:
77.步骤1,将透明质酸加入至乙醇水溶液中,以400r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以300r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
78.柔纸巾的工艺与实施例1相同。
79.实施例5
80.壳聚糖基浆料的制备:
81.按照如下配比:聚乙二醇(peg200)20g、壳聚糖8g、透明质酸10g、乙醇水溶液90g、甘油50g,乙醇水溶液中的乙醇体积浓度为40%,配置1270g涂布液(约1l左右);
82.配置方法:
83.步骤1,将透明质酸加入至乙醇水溶液中,以800r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以500r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
84.柔纸巾的工艺与实施例2相同。
85.实施例6
86.壳聚糖基浆料的制备:
87.按照如下配比:聚乙二醇(peg400)15g、壳聚糖6g、透明质酸9g、乙醇水溶液70g、甘油30g,乙醇水溶液中的乙醇体积浓度为40%,配置1300g涂布液(约1l左右);
88.配置方法:
89.步骤1,将透明质酸加入至乙醇水溶液中,以600r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以400r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
90.柔纸巾的工艺与实施例3相同。
91.实施例7
92.壳聚糖基浆料的制备:
93.按照如下配比:聚乙二醇(peg200)10g、壳聚糖5g、透明质酸8g、乙醇水溶液50g、甘油20g、茶多酚2g,乙醇水溶液中的乙醇体积浓度为20%,配置1360g涂布液(约1l左右);
94.配置方法:
95.步骤1,将透明质酸加入至乙醇水溶液中,以400r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以300r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
96.柔纸巾的工艺与实施例1相同。
97.实施例8
98.壳聚糖基浆料的制备:
99.按照如下配比:聚乙二醇(peg200)20g、壳聚糖8g、透明质酸10g、乙醇水溶液90g,甘油50g、茶多酚4g,乙醇水溶液中的乙醇体积浓度为20%,配置1300g涂布液(约1l左右);
100.配置方法:
101.步骤1,将透明质酸加入至乙醇水溶液中,以800r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以500r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
102.柔纸巾的工艺与实施例2相同。
103.实施例9
104.壳聚糖基浆料的制备:
105.按照如下配比:聚乙二醇(peg400)15g、壳聚糖6g、透明质酸9g、乙醇水溶液70g、甘油40g、茶多酚3g,乙醇水溶液中的乙醇体积浓度为40%,配置1300g涂布液(约1l左右);
106.壳聚糖基浆料的制备:
107.步骤1,将透明质酸加入至乙醇水溶液中,以600r/min的速度搅拌均匀;步骤2,将聚乙二醇加入至甘油中以400r/min的速度搅拌均匀,然后加入至壳聚糖搅拌均匀;步骤3,将步骤2得到的溶液缓慢加入至步骤1中的乙醇水溶液中,并持续搅拌,得到涂布液。
108.柔纸巾的工艺与实施例3相同。
109.将上述实施例1-9的柔纸巾均过柔软剂涂布有处理,手感爽滑、柔软、保湿性超好且不会出现黄变现象,同时其具有广谱抗菌性,对大肠杆菌、金黄色葡萄球菌抗菌率高达95%以上。
110.综上所述,本发明具有以下优点:
111.1.本发明解决了现有柔纸巾掉粉严重的问题,利用多辊浸涂法将有机涂布液浸泡
至纸巾内,并复合形成多层结构的柔纸巾。
112.2.本发明利用柔纸巾涂布液内的聚乙二醇、透明质酸的酯化特性,形成预团聚,同时利用乙醇缓解壳聚糖的粘性,并利用热辊压的方式将溶剂去除,提升涂布液在纸巾内的牢固度,利用壳聚糖的三维立体结构与酯化结构的交错连接,形成立体式固化效果,不存在掉粉的效果。
113.3.本发明利用甘油的保湿性,提升柔纸巾的保水性,同时甘油本身的醇羟基与聚乙二醇的羟基类似,能够形成交错酯化结构,增加整体的立体性,提升纸巾的复合稳定性。
114.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。