1.本实用新型涉及胶袋生产技术领域,尤其是涉及一种切袋机胶袋输运装置及切袋机。
背景技术:
2.胶袋是一种便携装载工具,已经被广泛应用于日常生活中的方方面面。胶袋的生产过程中通常包括切袋工序。切袋工序一般是在切袋机上进行。
3.需要进行分切的胶袋通常会先在切袋机中进行运输,胶袋的运输过程依赖于切袋机中的胶袋输运装置,传统的切袋机中的胶袋输运装置通常包括压辊,通过压辊的转动辊压对胶袋在进行输运。其中,压辊对胶袋的压力过小时可能导致无法对胶袋产生足够的驱动力,导致起不到运输胶袋的效果;压辊对胶袋压力过大时又会使胶袋产生压纹,导致胶袋上产生疵点,品质无法达标。而切袋机通常需要用于分切多种规格或材质的胶袋,对于不同的胶袋,压辊应当施加的合适压力范围也有所不同,这就导致在一批次胶袋生产之前需要调节压辊的压力,即调机工序。传统技术中通常需要反复调节压辊的压力、并通过被运输胶袋的具体情况来判断调节后的压辊压力是否合适,这一过程费时费力,增加了胶袋生产的总时间,拖慢了胶袋的生产效率。
技术实现要素:
4.基于此,有必要提供一种能够快速调节到合适压力的切袋机胶袋输运装置,以缩短调机工序所需的时间,提高胶袋的生产效率。
5.根据本实用新型的一个实施例,一种切袋机胶袋输运装置,其包括施压机构、压力平衡杆、第一压辊和第二压辊;
6.所述第一压辊与所述第二压辊相对平行设置,且所述第一压辊与所述第二压辊之间在工作状态时具有供胶袋输运的胶袋通道,所述压力平衡杆设置于所述第一压辊远离所述第二压辊的一侧;
7.所述施压机构包括压力施加部件、压力调节部件和压力显示部件,所述压力施加部件连接于所述压力平衡杆,所述压力施加部件用于通过所述压力平衡杆对所述第一压辊及所述第二压辊施加压力,所述压力调节部件用于调节所述压力施加部件施加的压力,所述压力显示部件用于定量显示所述压力施加部件施加的压力。
8.在其中一个实施例中,还包括支撑架,所述支撑架包括相对设置的两个支撑板,所述第一压辊、所述第二压辊与所述压力平衡杆均位于两个所述支撑板之间,且所述第一压辊的两端、所述第二压辊的两端与所述压力平衡杆的两端均分别设置于两个所述支撑板上,所述第一压辊设置于所述第二压辊上方,所述压力平衡杆设置于所述第一压辊上方。
9.在其中一个实施例中,两个所述支撑板的内侧板面上均设置有放置槽,所述压力平衡杆的两端分别设置于两个所述放置槽中,且所述压力平衡杆能够沿所述放置槽移动。
10.在其中一个实施例中,所述压力施加部件有多个,其中有两个所述压力施加部件
分别连接于所述压力平衡杆的两端。
11.在其中一个实施例中,所述压力施加部件为气缸,所述气缸的驱动杆连接于所述压力平衡杆。
12.在其中一个实施例中,所述压力调节部件为调压阀,所述调压阀设置于所述气缸的供气管上,所述调压阀用于调节供入所述气缸中气体的气压。
13.在其中一个实施例中,所述压力显示部件为气压计,所述气压计设置于所述调压阀与所述气缸之间的气路上,所述气压计用于测量并显示所述气缸的气压。
14.在其中一个实施例中,所述第一压辊包括第一辊轴与套设于所述第一辊轴上的第一胶圈,所述第二压辊包括第二辊轴与套设于所述第二辊轴上的第二胶圈。
15.在其中一个实施例中,还包括第一辅助输运杆、第一传动绳、第二辅助输运杆和第二传动绳;
16.所述第一传动绳套设于所述第一辊轴与所述第一辅助输运杆上,且所述第一传动绳能够随所述第一辊轴的转动而转动,所述第二传动绳套设于所述第二辊轴与所述第二辅助输运杆上,所述第二传动绳能够随所述第二辊轴的转动而转动;所述第一传动绳与第二传动绳之间具有间隙,且所述第一传动绳与所述第二传动绳共同用于输运经过所述胶袋通道的胶袋。
17.进一步地,一种切袋机,其包括切刀及根据上述任一实施例所述的切袋机胶袋输运装置,所述切袋机胶袋输运装置用于运输待分割的胶袋,所述切刀用于分割由所述切袋机胶袋输运装置运送的胶袋。
18.切袋机压辊是切袋机的输运装置中重要的一环。目前,通常需要通过调节螺栓的松紧来调整压辊对胶袋的压力。在调节的过程中,螺栓的松紧无法直观体现,由此螺栓对压辊的压力也难以估计。是以调机工序难以做到标准量化,调机时需要对压辊的螺栓进行反复的调试,费时费力不利于生产。若是有一种装置可以直观显示出对压辊的压力且方便调节便可大大缩减调机时间,提高生产效率。
19.基于上述构思,本实用新型的上述实施例中提供了一种切袋机胶袋输运装置,该切袋机胶袋输运装置中包括压力平衡杆和施压机构,施压机构中具有压力施加部件、压力调节部件和压力显示部件。该切袋机胶袋输运装置将传统技术中调节螺栓松紧的方式更改为直接采用压力施加部件进行施压,同时引入压力平衡杆平衡压力施加部件对压辊的压力,压力施加部件施加的压力能够被压力显示部件直观显示,操作人员可以根据压力显示部件显示的压力数值调节对压辊施加的压力,并将对压辊施加的压力快速调节至预设的数值,无需进行胶袋试生产即可完成调机工序,能够大大缩短调机工序所需的时间,提高胶袋的生产效率。
附图说明
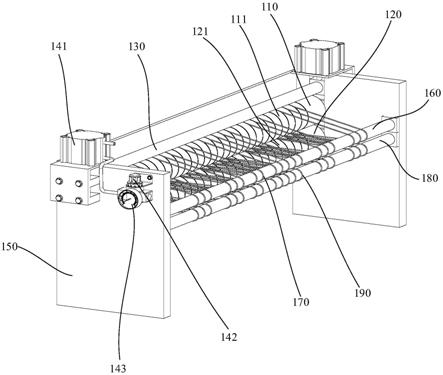
20.图1示出了切袋机胶袋输运装置的结构示意图;
21.其中,各附图标记及其含义如下:
22.110、第一压辊;111、第一胶圈;120、第二压辊;121、第二胶圈;130、压力平衡杆;141、压力施加部件;142、压力调节部件;143、压力显示部件;150、支撑板;160、第一辅助输运杆;170、第一传动绳;180、第二辅助输运杆;190、第二传动绳。
具体实施方式
23.为了便于理解本实用新型,下面将结合实施方式和效果图对本实用新型进行更全面的描述。实施例给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
24.需要说明的是,当一个元件被称为“固定”于另一个元件,它可以直接固定在另一个原件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。另外,在本实用新型的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,还可以是一体化连接;可以是机械连接、也可以是电连接;可以是直接连接,也可以通过中间媒介进行间接连接,还可以是两个元件内部的连通。应当理解,这对于本领域技术人员是可以根据具体情况进行对应理解上述术语的具体含义而不会引起歧义的。
25.除非另有限定,在本实用新型的描述中,“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示方位或位置关系的术语为基于实用新型附图所示的方位或位置关系,其仅是为了便于和简化对实用新型内容进行描述,同时帮助阅读者结合附图进行理解,而不是限定或暗示所指的装置或元件必须具有的特定方位,因此不能理解为对本实用新型的限制。
26.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
27.本实用新型提供了一种切袋机胶袋输运装置,其包括施压机构、压力平衡杆、第一压辊和第二压辊;
28.第一压辊与第二压辊相对平行设置,且第一压辊与第二压辊之间在工作状态时具有供胶袋输运的胶袋通道,压力平衡杆设置于第一压辊远离第二压辊的一侧;
29.施压机构包括压力施加部件、压力调节部件和压力显示部件,压力施加部件连接于压力平衡杆,压力施加部件用于通过压力平衡杆对第一压辊及第二压辊施加压力,压力调节部件用于调节压力施加部件施加的压力,压力显示部件用于定量显示压力施加部件施加的压力。
30.其中,第一压辊与第二压辊之间的压力可调,在调节第一压辊与第二压辊之间的压力时,第一压辊与第二压辊之间的距离也会对应发生变化,此时第一压辊与第二压辊之间可能接触,但第一压辊与第二压辊在工作状态时之间应具有供胶袋通过的胶袋通道。
31.其中,第一压辊与第二压辊平行设置,第一压辊与第二压辊之间在工作状态时具有供胶袋输运的胶袋通道。可以理解,第一压辊与第二压辊可以在辊压胶袋的同时对胶袋进行运输,要使胶袋通过第一压辊与第二压辊,第一压辊与第二压辊之间应当具有供胶袋通过的胶袋通道。在工作状态时,第一压辊与第二压辊均抵接于被运输的胶袋。
32.其中,压力施加部件通过压力平衡杆对第一压辊及第二压辊施加压力,具体可以是压力施加部件向向压力平衡杆施加压力,压力平衡杆受压后再向第一压辊整体施加压
力,第一压辊再向第二压辊施加压力。
33.为了便于理解上述实施例中的切袋机胶袋输运装置,请参照图1,其示出了一种切袋机胶袋输运装置的具体结构示意图。
34.具体地,该切袋机胶袋输运装置包括施压机构、压力平衡杆130、第一压辊110和第二压辊120。其中,施压机构包括压力施加部件141、压力调节部件142和压力显示部件143,压力施加部件141用于对压力平衡杆130施加压力,压力调节部件142用于调节压力施加部件141施加的压力,压力显示部件143用于实时定量显示压力施加部件141施加的压力。可选地,施压机构由压力施加部件141、压力调节部件142和压力显示部件143组成。
35.在其中一个具体示例中,压力施加部件141为气缸,气缸的驱动杆连接于压力平衡杆130。气缸通常包括缸体及可在缸体中进行伸缩的驱动杆,通过调节缸体内的气压可以驱使驱动杆进行伸缩,将驱动杆连接于压力平衡杆130,则气压会通过驱动杆作用于压力平衡杆130上。气缸还包括供气管,该供气管用于外界对气缸的供气,外界对气缸供入气体,可以方便地通过调节气体的气压来调节驱动杆对压力平衡杆130的压力。
36.采用气缸的一个优点是,在停机期间,停止对气缸供气后,气缸对压力平衡杆130不再产生压力,第一压辊110和第二压辊120处于松弛状态,这有利于保护第一压辊110与第二压辊120的辊面,延长第一压辊110与第二压辊120的使用寿命。而传统技术中采用螺栓对压辊施加压力,螺栓并不会自动松弛,这会导致压辊之间长时间处于相互挤压状态,可能会逐渐导致辊面的永久形变。
37.在其中一个具体示例中,压力调节部件142为调压阀。调压阀设置于气缸的供气管上,且调压阀用于调节供入气缸中气体的气压。通过调压阀可方便、快速地调节供入气缸中气体的气压。
38.在其中一个具体示例中,压力显示部件143为气压计,气压计设置于调压阀与气缸之间的气路上,气压计用于显示气缸的气压。通过气压计可以实时且直观、定量地显示气缸的气压,以便于操作人员知晓驱动杆对压力平衡杆130的压力。
39.在其中一个具体示例中,该切袋机胶袋输运装置还包括支撑架。支撑架包括相对设置的两个支撑板150,第一压辊110、第二压辊120与压力平衡杆130均位于两个支撑板150之间,且第一压辊110的两端、第二压辊120的两端与压力平衡杆130的两端均分别设置于两个支撑板150上,第一压辊110设置于第二压辊120上方,压力平衡杆130设置于第一压辊110上方。
40.其中,由于压力施加部件141会作用于压力平衡杆130的局部,压力平衡杆130在受压后对第一压辊110整体施加压力,因此压力平衡杆130能够起到分散压力的作用。若不设置压力平衡杆130,压力施加部件141直接作用于第一压辊110表面,则会导致第一压辊110受力不均,进而导致第一压辊110与第二压辊120之间的压力无法均匀作用于正在输运的胶袋上。此时根据压力显示部件143将压力施加装置调节到预设的压力,也难以保证胶袋的真实受力处于一个合适范围内。
41.可选地,压力平衡杆130选自硬质的压力平衡杆130,例如金属质地的压力平衡杆130。具体地,压力平衡杆130可以是不锈钢质地的。
42.可以理解,倘若压力平衡杆130的位置完全固定,则压力施加部件141无法通过压力平衡杆130对第一压辊110施加压力,因此在该具体示例中,压力平衡杆130的位置应当是
可调的。若第一压辊110的位置完全固定,则压力施加部件141也无法通过压力平衡杆130对第二压辊120施加压力,因此在该具体示例中,第一压辊110的位置也是可调的。第二压辊120的位置可以固定。
43.在其中一个具体示例中,两个支撑板150的内侧板面上均设置有放置槽,压力平衡杆130的两端分别设置于两个放置槽中,且压力平衡杆130能够沿放置槽进行移动。进一步地,第一压辊110的两端也分别设置于两个放置槽中,第一压辊110也能够沿放置槽进行移动。放置槽能够限制压力平衡杆130和第一压辊110两端的移动方向,避免压力平衡杆130和第一压辊110两端发生位移。
44.在其中一个具体示例中,压力施加部件141有多个,其中有两个压力施加部件141分别连接于压力平衡杆130的两端。通过两个连接于压力平衡杆130两端的两个压力施加部件141,能够使得压力平衡杆130的受力更为均匀,避免第一压辊110存在局部压力过大的情况。压力施加部件141可以有两个或多于两个。可选地,压力施加部件141有两个。当压力施加部件141有多个时,相邻的两个压力施加部件141之间的距离为定值。例如,当压力施加部件141有三个时,第三个压力施加部件141可以连接于压力平衡杆130的中间,以均衡压力平衡杆130的受力。
45.在其中一个具体示例中,第一压辊110包括第一辊轴(图1中未示出)与环绕第一辊轴表面的第一胶圈111,第二辊轴包括第二辊轴与环绕第二辊轴表面的第二胶圈121。第一胶圈111与第二胶圈121具有弹性,能够尽可能均匀地对胶袋施加压力,并且避免破坏胶袋的形状。第一胶圈111和第二胶圈121的质地可以分别独立地选自聚氨酯或橡胶。
46.在其中一个具体示例中,该切袋机胶袋输运装置还包括第一辅助输运杆160、第一传动绳170、第二辅助输运杆180和第二传动绳190。
47.其中,第一传动绳170套设于第一辊轴与第一辅助输运杆160上,且第一传动绳170能够随第一辊轴的转动而转动,第二传动绳190套设于第二辊轴与第二辅助输运杆180上,第二传动绳190能够随第二辊轴的转动而转动。第一传动绳170与第二传动绳190共同用于输运经过胶袋通道的胶袋。可以理解,随着第一辊轴与第二辊轴的共同转动,第一传动绳170与第二传动绳190也共同转动。运动的第一传动绳170与第二传动绳190能够共同为经过胶袋通道的胶袋提供动力,带动胶袋继续向前运动。
48.具体地,第一辅助输运杆160可以设置于第一辊轴的正后方,第二辅助输运杆180可以设置于第二辊轴的正后方,第一辅助输运杆160平行于第二辅助输运杆180,且第一辅助输运杆160与第二辅助输运杆180间隔设置。其中的“正后方”指待输运的胶袋运动轨迹上的前后,胶袋先到达的位置为前,胶袋后到达的位置为后。第一传动绳170与第二传动绳190之间也具有输运胶袋的间隙,胶袋在该间隙通过,且第一传动绳170与第二传动绳190共同接触胶袋,以给胶袋提供驱动力,起到输运胶袋的作用。
49.其中,第一传动绳170与第二传动绳190仅指绳状物,即能够弯曲变形的长条状物体,其质地可以不限于纤维,还可以是金属质地或塑胶质地。例如,在一个具体示例中,第一传动绳170与第二传动绳190为金属质地的弹簧。
50.进一步地,第一胶圈111有多个,各第一胶圈111之间具有间隙,第一传动绳170套设于第一辊轴上的部分位于相邻两个第一胶圈111之间。将第一传动绳170设置于两个第一胶圈111之间,能够起到限制第一传动绳170位置的作用。进一步地,第一传动绳170两侧的
两个第一胶圈111紧夹第一传动绳170,以使得第一传动绳170在第一辊轴上的位置固定,且防止第一传动绳170由于摩擦力过小无法随第一辊轴转动的情况。
51.同样,第二胶圈121也有多个,各第二胶圈121之间具有间隙,第二传动绳190套设于第二辊轴上的部分位于相邻两个第二胶圈121之间。进一步地,第二传动绳190两侧的两个第二胶圈121紧夹第二传动绳190。
52.在其中一个具体示例中,第一传动绳170与第二传动绳190均有多条,多条第一传动绳170之间间隔设置,多条第二传动绳190之间也间隔设置。
53.在其中一个具体示例中,各第一传动绳170均与对应的第二传动绳190处于同一竖直平面上。
54.进一步地,根据本实用新型的又一实施例,一种切袋机,其包括切刀及根据上述任一实施例的切袋机胶袋输运装置,切刀用于分割由切袋机胶袋输运装置运送的胶袋。
55.本实用新型的上述实施例中提供了一种切袋机胶袋输运装置,该切袋机胶袋输运装置中包括压力平衡杆和施压机构,施压机构中具有压力施加部件、压力调节部件和压力显示部件。该切袋机胶袋输运装置将传统技术中调节螺栓松紧的方式更改为直接采用压力施加部件进行施压,同时引入压力平衡杆平衡压力施加部件对压辊的压力,压力施加部件施加的压力能够被压力显示部件直观显示,操作人员可以根据压力显示部件显示的压力数值调节对压辊施加的压力,并将对压辊施加的压力快速调节至预设的数值,无需进行胶袋试生产即可完成调机工序,能够大大缩短调机工序所需的时间,提高胶袋的生产效率。
56.应当理解,上述实施例仅为本实用新型其中一种较优的可行方式,其中各组件大小、位置、形状等均为实现本实用新型的技术构思而进行相应设定,并非限定本实用新型仅能够以上述实施方式实现。
57.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
58.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。