1.本技术涉及造纸设备的技术领域,尤其是涉及一种造纸机的压辊调节装置。
背景技术:
2.造纸机是使纸浆形成纸幅的分部联动的全套设备的总称,在造纸工艺流程中,对纸页烘干后,通常需要对纸页再进行压平,以达到纸页平滑的作用。
3.目前,相关技术中通常是通过压光机进行压平,纸页从压光机的各压光辊之间连续穿过以达到提高纸页平滑度和光泽度的目的,同时增加纸页的紧度和改善纸页厚度的均匀性。
4.针对上述中的相关技术,发明人认为,由于烘干后的纸页水分不高,经压光机压光时可塑性不好,因此存在有压光效果不好而导致纸页两面平滑度相差较大的缺陷。
技术实现要素:
5.为了提高纸页的压光效果,本技术提供一种造纸机的压辊调节装置。
6.本技术提供的一种造纸机的压辊调节装置采用如下的技术方案:
7.一种造纸机的压辊调节装置,包括架体,所述架体上铰接有安装架,所述安装架上转动连接有下压辊,位于所述下压辊上方的架体上转动连接有上压辊,位于所述安装架下方的架体上设置有用于驱动下压辊沿径向靠近或者远离上压辊的调节机构。
8.通过采用上述技术方案,将纸页从上压辊和下压辊中间穿过,然后通过调节机构驱动下压辊靠近上压辊并压紧纸页,纸页通过上压辊和下压辊的配合可以有更好的压光效果,并且调节机构可以提供足够的压光压力。
9.优选的,所述调节机构包括气弹簧和气压调节系统,所述气弹簧设置在安装架下方的架体上,所述安装架的下端抵触在气弹簧上,所述气压调节系统用于调节气弹簧的气压,所述气弹簧通过气压调节系统的调节活动伸缩在架体上并驱动安装架沿径向摆动。
10.通过采用上述技术方案,气压调节系统向气弹簧充气,气弹簧内部气压变大,气弹簧水平拉伸,气弹簧拉伸的过程中抵触在安装架上并带动安装架不断的沿径向摆动,安装架带动下压辊不断的靠近上压辊,当上压辊和下压辊压紧纸页时,气压调节系统停止向气弹簧充气,上压辊和下压辊即可保持对纸页的压紧状态。
11.优选的,所述气弹簧设置有两个,两个所述气弹簧分别设置在安装架两端下方对应的架体上。
12.通过采用上述技术方案,通过在安装架的两端均设置气弹簧,可以更好的驱动安装架径向向上移动。
13.优选的,位于两个所述气弹簧互相远离的一侧的架体上均设置有安装块,所述安装块上设置有用于限制气弹簧拉伸的限位杆。
14.通过采用上述技术方案,通过设置限位杆,当气弹簧抵触到限位杆时,停止向气弹簧充气,从而限定气弹簧最大拉伸长度,进而限定下压辊最大的上升距离,避免下压辊和上
压辊过度压紧纸页,从而导致纸页被压溃。
15.优选的,所述气弹簧为自锁型气弹簧,所述气弹簧沿水平方向伸缩,所述安装块上设置有用于驱动限位杆在安装块上沿气弹簧伸缩方向来回移动的驱动组件。
16.通过采用上述技术方案,自锁型气弹簧可以可以在行程中的任意位置停止,并且停止以后有很大的锁紧力,而限位杆通过驱动组件的驱动可沿气弹簧的伸缩方向来回移动,从而可以对下压辊最大的上升距离进行调节,以此来适配不同厚度的纸页。
17.优选的,所述驱动组件包括螺杆、顶块、驱动块和弹性件,所述安装块上表面向下开设有螺纹槽,所述螺杆螺纹连接在螺纹槽内,所述螺纹槽槽底向下开设有容置槽,所述螺杆下端部延伸至容置槽内与顶块连接,所述顶块呈圆锥台状设置,所述容置槽的侧壁沿水平方向开设有安装槽,所述驱动块一端抵触在顶块上,且另一端延伸至安装槽内与弹性件连接,所述弹性件另一端连接在安装槽槽底,所述安装块靠近气弹簧的一侧侧壁沿气弹簧的伸缩方向开设有滑槽,所述限位杆穿设滑槽连接在驱动块上且滑移在滑槽内。
18.通过采用上述技术方案,扭转螺杆使螺杆上移或下移,驱动块通过与顶块的圆锥面配合在安装槽内会向左或向右移动,从而带动限位杆沿气弹簧的拉伸方向来回移动,在驱动块向左或向右来回移动的过程中,驱动块会压缩弹性件,当螺杆复位时,驱动块在弹性件的弹力作用下会自动复位,进而调节气弹簧最大的拉伸长度。
19.优选的,所述驱动块抵触在顶块上的一端开设有与顶块的圆锥面配合的配合斜面。
20.通过采用上述技术方案,通过驱动块上的配合斜面与顶块的圆锥面的配合,螺杆在上下移动的过程中可以更容易驱动驱动块移动。
21.优选的,所述驱动组件还包括伸缩杆,所述伸缩杆一端连接在驱动块上,且另一端连接在安装槽槽底,所述弹性件套设在伸缩杆上。
22.通过采用上述技术方案,通过设置伸缩杆可以使弹性件的弹力更为稳定,并且弹性件不易变形。
23.优选的,所述气弹簧上设置有压力表。
24.通过采用上述技术方案,通过设置压力表,工作人员可以实时的观察气弹簧内部的气压,使气弹簧内的压力控制在规定的范围内,防止设备超压而发生事故。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.(1)将纸页从上压辊和下压辊中间穿过,然后通过调节机构驱动下压辊靠近上压辊并压紧纸页,纸页通过上压辊和下压辊的配合可以有更好的压光效果,并且调节机构可以提供足够的压光压力;
27.(2)气压调节系统向气弹簧充气,气弹簧内部气压变大,气弹簧水平拉伸,气弹簧拉伸的过程中抵触在安装架上并带动安装架不断的沿径向摆动,安装架带动下压辊不断的靠近上压辊,当上压辊和下压辊压紧纸页时,气压调节系统停止向气弹簧充气,上压辊和下压辊即可保持对纸页的压紧状态;
28.(3)扭转螺杆使螺杆上移或下移,驱动块通过与顶块的圆锥面配合在安装槽内会向左或向右移动,从而带动限位杆沿气弹簧的拉伸方向来回移动,在驱动块向左或向右来回移动的过程中,驱动块会压缩弹性件,当螺杆复位时,驱动块在弹性件的弹力作用下会自动复位,进而调节气弹簧最大的拉伸长度。
附图说明
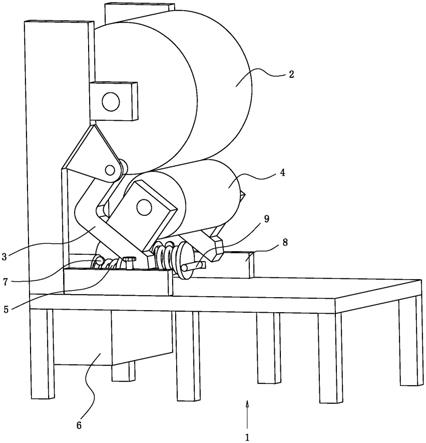
29.图1是本技术实施例的压辊调节装置的结构示意图;
30.图2是本技术实施例的安装块的结构示意图;
31.图3是本技术实施例的安装块沿竖直方向的剖视图。
32.附图标记说明:1、架体;2、上压辊;3、安装架;4、下压辊;5、气弹簧;6、气压调节系统;7、压力表;8、安装块;9、限位杆;10、螺杆;11、顶块;12、驱动块;13、弹性件;14、螺纹槽;15、容置槽;16、安装槽;17、滑槽;18、配合斜面;19、伸缩杆。
具体实施方式
33.以下结合附图1-3对本技术作进一步详细说明。
34.本技术实施例公开一种造纸机的压辊调节装置。参照图1,压辊调节装置包括架体1,架体1的上端水平转动连接有上压辊2,位于上压辊2下方的架体1上铰接有安装架3,安装架3上水平转动连接有下压辊4,位于安装架3下方的架体1上设置有调节机构,调节机构用于驱动安装架3沿径向靠近或者远离上压辊2。
35.具体的,调节机构包括气弹簧5和用于调节气弹簧5内部气压的气压调节系统6。气弹簧5水平设置在安装架3下方的架体1上,气压调节系统6设置在架体1下方,气弹簧5通过气压调节系统6的充气放气活动伸缩在架体1上,气弹簧5在伸缩的过程中带动安装架3沿径向摆动。
36.通过上述技术方案,将纸页从上压辊2和下压辊4之间的缝隙穿过,然后通过气压调节系统6给气弹簧5充气,气弹簧5充气后内部压力变大,气弹簧5水平拉伸并带动安装架3沿径向向上移动,下压辊4在安装架3的带动下沿径向向上移动,当下压辊4与上压辊2配合压紧纸页时,停止向气弹簧5充气加压。纸页通过上压辊2和下压辊4的双辊压合可以有更好的压光效果,并且气弹簧5可以提供足够的驱动力使下压辊4压紧上压辊2。
37.本实施例中,气弹簧5设置有两个,且两个气弹簧5分别设置在安装架3两端下方对应的架体1两侧,通过两个气弹簧5同时驱动安装架3,可以更好的带动安装架3沿径向摆动。
38.为了避免上压辊2和下压辊4由于材质过硬而压溃纸页,上压辊2和下压辊4其中有一个是软性辊,与此同时,为了保证纸页被压光后有更好的平滑度,上压辊2和下压辊4其中有一个是光面硬辊,本实施例中,下压辊4为胶辊,上压辊2为镀铬的硬辊,下压辊4和上压辊2压合时,两者之间为柔性压合,对纸页的伤害较小,并且上压辊2的直径大于下压辊4,可以进一步使得纸页被压的更为平滑。
39.气弹簧5上设置有用于测量气弹簧5内部压力的压力表7,通过设置压力表7,工作人员可以实时的观察气弹簧5内部的气压,使气弹簧5内的压力控制在规定的范围内,防止设备超压而发生事故。
40.位于两个气弹簧5互相远离的一侧的架体1上均水平设置有安装块8,安装块8靠近气弹簧5的一侧侧壁设置有限位杆9,限位杆9与安装块8垂直设置。
41.由于上压辊2与下压辊4既要保证能压紧纸页使纸页的压光效果更好,又要防止过度压紧纸页而导致纸页被压溃,因此气弹簧5的拉伸距离要控制的较为精准,而通过气压来调节气弹簧5的拉伸距离难免出现不精准的现象,因此通过设置限位杆9,当气弹簧5抵触到限位杆9时,停止向气弹簧5充气,从而限制气弹簧5最大的拉伸距离,进而限制下压辊4的最
大上升距离,使下压辊4刚好与上压辊2适度的压紧纸页。
42.安装块8上还设置有用于驱动限位杆9在安装块8上沿气弹簧5伸缩方向来回移动的驱动组件。
43.参照图2和图3,驱动组件包括螺杆10、顶块11、驱动块12和弹性件13。安装块8上表面竖直向上开设有螺纹槽14,螺纹槽14槽底竖直向下开设有容置槽15,顶块11设置在容置槽15内,螺杆10螺纹穿设螺纹槽14且下端部固定在顶块11上,顶块11呈圆锥台状设置,且顶块11的上端直径小于下端直径。容置槽15靠近安装架3的一侧槽壁上水平开设有安装槽16,驱动块12一端抵触在顶块11上且另一端延伸置安装槽16内与弹性件13固定连接,弹性件13的另一端固定在安装槽16的槽底。安装块8靠近弹性件13的一侧侧壁沿气弹簧5的伸缩方向开设有与限位杆9适配的滑槽17,滑槽17连通安装槽16,驱动块12的宽度大于滑槽17的宽度,限位杆9穿设滑槽17连接在驱动块12上且滑移在滑槽17内。
44.初始状态时,弹性件13处于正常状态,向上扭动螺杆10,顶块11在螺杆10的驱动下向上移动,驱动块12在顶块11的圆锥面的作用下向安装槽16内移动,弹性件13被压缩,限位杆9在滑槽17内向靠近安装架3的方向移动,气弹簧5的最大拉伸距离减小;向下扭动螺杆10,顶块11在螺杆10的驱动下向下移动,弹性件13逐渐复位,驱动块12在顶块11的圆锥面和弹性件13的弹力作用下向容置槽15内移动,限位杆9在滑槽17内向远离安装架3的方向移动,气弹簧5的最大拉伸距离增大,从而实现了对气弹簧5最大拉伸距离的调节,进而调节下压辊4与上压辊2之间的距离,以此来适配不同厚度的纸页。并且螺杆10每次的扭动行距较小,可以使限位杆9的移动精度更高,从而很好的适配不同纸页之间的厚度差较小这一特性。
45.本实施例中,气弹簧5为自锁型气弹簧5,自锁型气弹簧5可以可以在行程中的任意位置停止,并且停止以后有很大的锁紧力,可以与限位杆9很好的配合来调节最大拉伸距离;弹性件13为橡胶弹簧,橡胶弹簧具有很好的弹力,可以驱动驱动块12移动,在其它实施方式中,弹性件13也可以是优力胶。
46.驱动块12抵触在顶块11上的一端设置有与顶块11的圆锥面配合的配合斜面18,配合斜面18倾斜向上设置,通过配合斜面18和顶块11的圆锥面的配合,顶块11在上下移动的过程中可以更好的带动驱动块12移动;安装槽16内设置有伸缩杆19,伸缩杆19一端固定在驱动块12延伸至安装槽16内的一端,且另一端固定在安装槽16槽底,弹性件13套设在伸缩杆19上,通过设置伸缩杆19可以使弹性件13的弹力更加稳定,并且弹性件13不易变形。
47.本技术实施例一种造纸机的压辊调节装置的实施原理为:通过气压调节系统6对气弹簧5进行充放气来使气弹簧5伸缩,气弹簧5伸缩的过程中带动安装架3沿径向摆动,从而带动下压辊4沿径向摆动,便可实现下压辊4与上压辊2松开或压紧纸页,通过双辊压合的方式可以使纸页有更好的压光效果,并且气弹簧5有足够的驱动力驱动下压辊4移动;安装块8上设置有可移动的限位杆9,通过限位杆9可以调节气弹簧5的最大拉伸距离,从而调节下压辊4的最大上升距离,避免下压辊4与下压辊4过度压紧纸页,导致纸页被压溃。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。