1.本实用新型涉及制袋机技术领域,尤其涉及一种拉链袋制袋机用烧边机。
背景技术:
2.现今社会发展迅速,拉链袋(又称夹链袋、自封袋)是目前市场上流通十分广泛的一种塑料薄膜包装袋,因其袋口设有拉链(夹链)而得名。为此生产拉链袋的制袋机应运而生,如中国专利文献cn201320411958.0、专利名称为《拉链袋上锁头制袋机》的实用新型专利,该专利提供的技术方案解决了拉链袋的自动上锁头功能,但是拉链袋袋体的成型(即袋体的三边封合) 需要通过薄膜的叠边和最后的热封切断(同时封口)才能完成,还需配合应用对拉链两端进行处理的超声波装置和对袋体进行冷压定型的冷压装置。但是对于袋体的两面材料的料边无法有效修整,对于材料边沿有破损、毛边等缺陷的袋体材料封边后形成的袋体亦是残次品并且产品边沿不够齐整。
技术实现要素:
3.因此,针对上述的问题,本实用新型提出一种结构简单合理、有效对袋体的材料按规格裁切齐整、降低残次品的产生、提高生产效率的拉链袋制袋机用烧边机。
4.为解决此技术问题,本实用新型采取以下方案:一种拉链袋制袋机用烧边机,包括机架、设于机架上的第一输送辊组、第二输送辊组、第三输送辊组、袋体封边机构、冷压辊组、复合输送辊组和控制器,所述第一输送辊组和第二输送辊组分别输送拉链袋的两面袋体材料至复合输送辊组对齐叠合,所述复合输送辊组将叠好的两边袋体材料输送至袋体封边机构进行三边热压封边,所述冷压辊组设于袋体封边机构的出料端对袋体热压封边处进行压平冷却,所述冷压辊组输送冷却压平后的袋体至第三输送辊组由第三输送辊组送至下一工序或送至收集辊收集,所述第一输送辊组、第二输送辊组、第三输送辊组、复合输送辊组、冷压辊组和袋体封边机构均连接并受控于控制器,还包括第一过渡辊、第二过渡辊和裁边机构,所述裁边机构包括龙门架、第一切刀单元和第二切刀单元,所述第一切刀单元和第二切刀单元分别可调节地设于龙门架的横杆左部和右部,所述第一过渡辊和第二过渡辊均设于机架上位于复合输送辊组和袋体封边机构之间,所述第一切刀单元位于第一过渡辊上方对经过第一过渡辊的叠好的两边袋体材料左侧进行裁切修边,所述第二切刀单元位于第二过渡辊上方对经过第二过渡辊的叠好的两边袋体材料右侧进行裁切修边。
5.进一步的改进,所述第一切刀单元包括第一固定座、第一切刀和第一调节螺栓,所述第一固定座可横向移动的套设于龙门架的横杆上,所述第一切刀的刀柄与第一固定座相连接且第一切刀的切割刀面朝向第一过渡辊,所述第一调节螺栓穿过第一固定座将第一固定座锁紧或松开于龙门架的横杆上。
6.进一步的改进,所述第二切刀单元包括第二固定座、第二切刀和第二调节螺栓,所述第二固定座可横向移动的套设于龙门架的横杆上,所述第二切刀的刀柄与第二固定座相连接且第二切刀的切割刀面朝向第二过渡辊,所述第二调节螺栓穿过第二固定座将第二固
定座锁紧或松开于龙门架的横杆上。
7.进一步的改进,所述袋体封边机构包括第一热压辊组、第二热压辊组和第三热压辊组,所述第一热压辊组、第二热压辊组和第三热压辊组的热压辊热压表面均设有凸出辊体表面的纹路,所述第一热压辊组纵向设于机架上对复合输送辊组输送出的袋体的底边进行热压封边,所述第二热压辊组和第三热压辊组分别横向设于机架两侧对复合输送辊组输送出的袋体两侧边进行两侧热压封边,所述冷压辊组设于第一热压辊组、第二热压辊组和第三热压辊组的出料端对袋体热压封边处进行压平冷却。
8.进一步的改进,所述第一热压辊组、第二热压辊组和第三热压辊组均包括固定架、热压辊和第三过渡辊,所述热压辊和第三过渡辊分别设于固定架上部和中部上且热压辊和第三过渡辊配合对复合输送辊组输送的袋体进行底边和两侧边进行热压封边。
9.通过采用前述技术方案,本实用新型的有益效果是:通过在机架上位于复合输送辊组和袋体封边机构之间设置第一过渡辊和第二过渡辊,并且将第一切刀单元设于第一过渡辊上方对经过第一过渡辊的叠好的两边袋体材料左侧进行裁切修边,将第二切刀单元位于第二过渡辊上方对经过第二过渡辊的叠好的两边袋体材料右侧进行裁切修边,从而有效对袋体的材料按规格裁切齐整、降低残次品的产生、提高生产效率,在生产过程中一次性修剪完成,结构简单合理,可广泛推广应用。
附图说明
10.图1是本实用新型实施例的结构示意图;
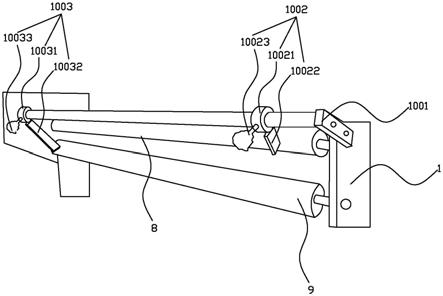
11.图2是本实用新型实施例中第一过渡辊、第二过渡辊和裁边机构配合的结构示意图。
具体实施方式
12.现结合附图和具体实施方式对本实用新型进一步说明,其中控制器、输送辊组、复合输送辊组、冷压辊组、热压辊、过渡辊均为现有的结构部件,因而在说明书中不再做具体的结构说明,以下实施例中对新设计部分做详细说明。
13.参考图1和图2,优选的本实用新型的拉链袋制袋机用烧边机,包括机架1、设于机架1上的第一输送辊组2、第二输送辊组3、第三输送辊组4、袋体封边机构5、冷压辊组6、复合输送辊组7、控制器、第一过渡辊8、第二过渡辊9和裁边机构10,所述第一输送辊组2和第二输送辊组3分别输送拉链袋的两面袋体材料至复合输送辊组7对齐叠合,所述复合输送辊组7将叠好的两边袋体材料输送至袋体封边机构5进行三边热压封边,所述冷压辊组6设于袋体封边机构5的出料端对袋体热压封边处进行压平冷却,所述冷压辊组6输送冷却压平后的袋体至第三输送辊组4由第三输送辊组4送至下一工序或送至收集辊收集,所述第一输送辊组2、第二输送辊组3、第三输送辊组4、复合输送辊组7、冷压辊组6和袋体封边机构5均连接并受控于控制器,所述裁边机构10包括龙门架1001、第一切刀单元1002和第二切刀单元1003,所述第一切刀单元1002和第二切刀单元1003分别可调节地设于龙门架1001的横杆左部和右部,所述第一过渡辊8和第二过渡辊9均设于机架1上位于复合输送辊组7和袋体封边机构5之间,所述第一切刀单元1003位于第一过渡辊8上方对经过第一过渡辊8的叠好的两边袋体材料左侧进行裁切修边,所述第二切刀单元1003位于第二过渡辊9上方对经过第二
过渡辊9的叠好的两边袋体材料右侧进行裁切修边,所述第一切刀单元1002包括第一固定座10021、第一切刀10022和第一调节螺栓10023,所述第一固定座10021可横向移动的套设于龙门架1001的横杆上,所述第一切刀10022的刀柄与第一固定座10021相连接且第一切刀10022的切割刀面朝向第一过渡辊8,所述第一调节螺栓10023穿过第一固定座10021将第一固定座10021锁紧或松开于龙门架1001的横杆上,所述第二切刀单元1003包括第二固定座10031、第二切刀10032和第二调节螺栓10033,所述第二固定座10031可横向移动的套设于龙门架1001的横杆上,所述第二切刀10032的刀柄与第二固定座10031相连接且第二切刀10032的切割刀面朝向第二过渡辊9,所述第二调节螺栓10033穿过第二固定座10031将第二固定座10031锁紧或松开于龙门架1001的横杆上。
14.所述袋体封边机构5包括第一热压辊组51、第二热压辊组52和第三热压辊组53,所述第一热压辊组51、第二热压辊组52和第三热压辊组53的热压辊热压表面均设有凸出辊体表面的纹路,所述第一热压辊组纵向设于机架上对复合输送辊组输送出的袋体的底边进行热压封边,所述第二热压辊组和第三热压辊组分别横向设于机架两侧对复合输送辊组输送出的袋体两侧边进行两侧热压封边,所述冷压辊组设于第一热压辊组、第二热压辊组和第三热压辊组的出料端对袋体热压封边处进行压平冷却,将第一热压辊组51、第二热压辊组52和第三热压辊组53的热压辊热压表面均设置凸出辊体表面的纹路使袋体的底边和两侧边进行纹路热压进而使袋体的两面相互交叉热熔再用冷压辊组立即对袋体热压封边处进行压平冷却,使得袋体两面的两侧边和底边相互融入热封,使得袋体的封边效果好、袋体封边结构牢固平整,其中第一热压辊组51、第二热压辊组52和第三热压辊组53均包括固定架、热压辊和第三过渡辊,所述热压辊和过渡辊分别设于固定架上部和中部上且热压辊和过渡辊配合对复合输送辊组7输送的袋体进行底边和两侧边进行热压封边。
15.本实用新型中第一热压辊组、第二热压辊组和第三热压辊组的热压辊辊体表面的纹路还可为复数条间隔设置的折线型凸起条纹等造型,第一热压辊组、第二热压辊组和第三热压辊组的热压辊辊体表面的纹路凸出表面的厚度以0.08mm-0.15mm为佳,控制器可以是单独的控制器亦可是拉链袋制袋机的plc控制器或cnc控制器。
16.本实用新型通过在机架上位于复合输送辊组和袋体封边机构之间设置第一过渡辊和第二过渡辊,并且将第一切刀单元设于第一过渡辊上方对经过第一过渡辊的叠好的两边袋体材料左侧进行裁切修边,将第二切刀单元位于第二过渡辊上方对经过第二过渡辊的叠好的两边袋体材料右侧进行裁切修边,从而有效对袋体的材料按规格裁切齐整、降低残次品的产生、提高生产效率,在生产过程中一次性修剪完成,结构简单合理,可广泛推广应用。
17.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。