1.本发明涉及纺织材料技术领域,特别涉及一种高强度、耐磨纺织用纤维。
背景技术:
2.传统的服装面料以棉、麻、丝等材料织造的面料为主。这类面料的材质是纯天然的,与人体的亲和力较佳,与皮肤接触较为舒适,不易致敏。但是上述面料依赖种植或养殖,每年的产量有限,成本也较高,而且功能性较差。而且上述面料强度有限,不耐磨损,制成成衣后普遍不耐穿。
3.随着市场的变化,人们对工作服装舒适性、功能性的要求不断提高,在传统穿着舒适的基础上,还要求具有如防水、透气、排汗、排湿等其它功能。传统的棉、麻面料很难适应目前市场功能性的要求。随着材料学的进步,各种功能性纤维被广泛研发并用于纺织领域。通过加入功能纤维,能够赋予纺织面料吸湿快干、保暖、抗菌、耐磨等特性,大大提高了产品的服用性能和附加值。
4.现有的耐磨面料一般是采用混纺纤维制成,即在棉或麻的基础上,通过混合其它功能性纤维,来达到相应功能性的要求,一般选择在棉麻纤维内混入尼龙、氨纶、涤纶等化纤。但是这类面料也存在一定的问题。首先,由于化纤的接触感较差,存在一定的致敏性,与皮肤接触的舒适度不如棉麻等天然纤维,为了保证舒适性,一般棉麻占比会较大(85%以上),而化纤占比较小,因此耐磨性能提升有限。其次,这类混纺纤维由于各种材料的特性不同,制备上也存在一定的难度,制备成本相对也较高,工艺控制较为困难。最后,这类混纺纤维一般是由各种材质的短纤维混纺制成,抗撕裂性能一般较差,强度较低。
技术实现要素:
5.本发明针对现有技术中存在的至少一种技术问题,提供一种高强度、耐磨纺织用纤维,通过特殊的材质和混纺工艺结合,使纤维具有较佳的强度和抗撕裂性能,耐磨性能也较佳,同时具有与皮肤接触较佳的舒适度。
6.本发明解决上述技术问题的技术方案如下:一种高强度、耐磨纺织用纤维,所述纺织用纤维包括芯线和混纺线混纺而成,所述芯线为单根,混纺线为2~4根;
7.所述芯线包括5~10%功能性涤纶、20~25%考杜拉纤维,其余为棉纤维,所述功能性涤纶和考杜拉纤维先经防静电处理、抓棉工序,而后与棉纤维经混棉和成卷工序,再而后经梳棉工序,最后经精梳工序处理制得粗条;
8.所述混纺线包括30~35%考杜拉纤维和棉纤维,所述考杜拉纤维先经防静电处理、抓棉工序,而后与棉纤维经混棉和成卷工序,再而后经梳棉工序,最后经精梳和浸轧工序处理制得粗条;
9.最后将芯线和混纺线经混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。
10.在上述技术方案的基础上,本发明还可以做如下改进。
11.进一步,所述功能性涤纶为咖啡炭改性涤纶。
12.进一步,所述芯线和混纺线的防静电处理采用5%的水和3%的防静电剂喷洒,而后静置处理至回潮率4.5%以上。
13.进一步,所述芯线和混纺线的成卷工序控制棉卷长度在28m以内。
14.进一步,所述芯线和混纺线在梳棉工序后需经并条、并卷工序处理,然后再进行精梳工序处理。
15.进一步,所述浸轧工序浸轧弱酸性吸水速干剂。
16.进一步,所述混并工序采用单条芯线条和三条混纺线条并混。
17.进一步,所述混并工序采用三道混并。
18.优选的,所述第一道混并的牵伸倍数1.5倍,第二道混并的牵伸倍数为1.42倍,第三道混并的牵伸倍数为1.36倍。
19.进一步,所述粗纱工序定量控制在4.8g/10m,所述细纱工序控制在24~25tex。
20.本发明的有益效果是:本发明采用包混和并混的方式,以考杜拉纤维、功能性涤纶混纺的棉线为芯线,考杜拉纤维混纺的棉线为混纺线并混,无论芯线和混纺线都具有较佳的耐磨性能,而且芯线的抗撕裂强度高,使得混纺后的纤维整体抗撕裂强度得到了极大提升,强度也较佳;本发明选用考杜拉纤维混纺的棉线为混纺线,将芯线包裹其中,使得与人体皮肤接触的部分以考杜拉纤维和棉,皮肤触感极佳,接触舒适度也较佳。
附图说明
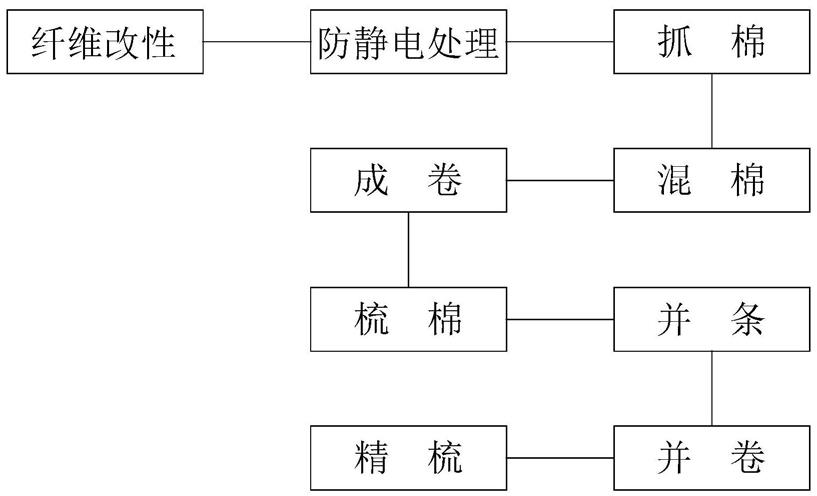
21.图1是本发明芯线工艺流程图;
22.图2是本发明混纺线工艺流程图;
23.图3是本发明混纺工艺流程图。
具体实施方式
24.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
25.如图1~图3所示,本发明一种实施方式设计的一种高强度、耐磨纺织用纤维,所述纺织用纤维包括芯线和混纺线混纺而成,所述芯线为单根,混纺线为2~4根。
26.本发明的芯线和混纺线采用特殊设计的工艺制备,而后经并混制得本发明的纺织用纤维,具体制备工艺如下。
27.如图1所示,本发明的芯线制备工艺如下:
28.所述芯线包括5~10%功能性涤纶、20~25%考杜拉纤维,其余为棉纤维。
29.所述功能性涤纶和考杜拉纤维先经防静电处理、抓棉工序,而后与棉纤维经混棉和成卷工序,再而后经梳棉工序,最后经精梳工序处理制得粗条。
30.优选的,所述功能性涤纶为改性处理的涤纶,优选采用咖啡炭改性涤纶。
31.如图2所示,本发明的混纺线制备工艺如下:
32.所述混纺线包括30~35%考杜拉纤维和棉纤维。
33.所述考杜拉纤维先经防静电处理、抓棉工序,而后与棉纤维经混棉和成卷工序,再而后经梳棉工序,最后经精梳和浸轧工序处理制得粗条。
34.如图3所示,本发明的并混工艺如下:
35.将芯线和混纺线经混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。
36.本发明采用的纤维均为短纤维,以确保工艺简单,易于控制。
37.本发明采用功能性涤纶、考杜拉纤维和棉包混的芯线,利用了考杜拉纤维强度高、抗撕裂的特性,又综合了功能性涤纶易改性浸润的特点,优选采用咖啡炭改性的涤纶,不但强度高,能够进一步提高芯线的抗撕裂和抗拉强度,并使之具备较佳的韧性,而且能够具备除臭性能,防紫外线性能也较佳。混纺咖啡炭涤纶后,芯线的抗撕裂和抗拉强度比单纯的考杜拉混纺棉纤维要高很多,具有意想不到的强度提升的效果。
38.而考虑到涤纶的触感不佳,与皮肤接触的舒适性不强,因此考虑用作芯线,以作为骨料提升成品纤维线的整体强度性能。
39.本发明充分考虑到与皮肤接触的舒适性,采用纯考杜拉纤维混纺的棉线为混纺线。其强度虽然低于芯线,但是也比棉线要高,与芯线并混后,制得的纤维线在骨料的支撑下,仍然具备较佳的抗撕裂性能和抗拉强度。其次,混纺线提高了考杜拉纤维的占比量,充分利用了考杜拉纤维耐磨损的特性,能够赋予最终的纤维线具备较佳的耐磨性能。
40.在上述实施方式中,本发明还有更为优选的实施方式。在优选实施方式中,所述芯线和混纺线的成卷工序控制棉卷长度在28m以内。
41.这是由于考杜拉纤维抱合力较差,制备的棉卷成形不佳。经发明人反复测试,将棉卷长度减少,控制在28m以内,既能防黏连,又能使棉卷成形良好。
42.在上述实施方式中,本发明还有更为优选的实施方式。在优选实施方式中,所述芯线和混纺线在梳棉工序后需经并条、并卷工序处理,然后再进行精梳工序处理。
43.上述处理可以去除多余的绒毛和杂纤维,而且可以消除起球点和不良线点,有效提高纤维线的品质。
44.在上述实施方式中,本发明还有更为优选的实施方式。所述浸轧工序浸轧弱酸性吸水速干剂。
45.上述改进可以赋予纤维线吸汗、速干的功能。
46.实施例1
47.本实施例的纤维线采用以下工艺制备。
48.芯线制备:
49.所述芯线包括5%功能性涤纶、25%考杜拉纤维,其余为棉纤维。
50.将所述咖啡炭改性涤纶和考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳工序处理制得粗条。
51.混纺线制备:
52.所述混纺线包括30%考杜拉纤维和棉纤维。
53.将所述考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳和浸轧工序处理制得粗条。
54.并混:
55.将芯线和混纺线粗条以单芯线双混纺线的配比,经混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。所述粗纱工序定量控制在4.8g/10m,所述细纱工序控制在24~25tex。
56.实施例2
57.本实施例的纤维线采用以下工艺制备。
58.芯线制备:
59.所述芯线包括10%功能性涤纶、20%考杜拉纤维,其余为棉纤维。
60.将所述咖啡炭改性涤纶和考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳工序处理制得粗条。
61.混纺线制备:
62.所述混纺线包括35%考杜拉纤维和棉纤维。
63.将所述考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳和浸轧工序处理制得粗条。
64.并混:
65.将芯线和混纺线粗条以单芯线四混纺线的配比,经三道混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。所述粗纱工序定量控制在4.8g/10m,所述细纱工序控制在24~25tex。
66.实施例3
67.本实施例的纤维线采用以下工艺制备。
68.芯线制备:
69.所述芯线包括8%功能性涤纶、22%考杜拉纤维,其余为棉纤维。
70.将所述咖啡炭改性涤纶和考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳工序处理制得粗条。
71.混纺线制备:
72.所述混纺线包括34%考杜拉纤维和棉纤维。
73.将所述考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳和浸轧弱酸性吸水速干剂的浸轧工序处理制得粗条。
74.并混:
75.将芯线和混纺线粗条以单芯线三混纺线的配比,经三道混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。所述三道混并工序中,第一道混并的牵伸倍数1.5倍,第二道混并的牵伸倍数为1.42倍,第三道混并的牵伸倍数为1.36倍。所述粗纱工序定量控制在4.8g/10m,所述细纱工序控制在24~25tex。
76.实施例4
77.本实施例的纤维线采用以下工艺制备。
78.芯线制备:
79.所述芯线包括7%功能性涤纶、24%考杜拉纤维,其余为棉纤维。
80.将所述咖啡炭改性涤纶和考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳工序处理制得粗条。
81.混纺线制备:
82.所述混纺线包括32%考杜拉纤维和棉纤维。
83.将所述考杜拉纤维先经5%的水和3%的防静电液喷洒,静置至回潮率在4.5%以上;而后与棉纤维经抓棉工序;随后与棉纤维经混棉和成卷工序,成卷的棉卷长度在28m以内;再而后经梳棉、并条、并卷工序;最后经精梳和浸轧弱酸性吸水速干剂的浸轧工序处理制得粗条。
84.并混:
85.将芯线和混纺线粗条以单芯线三混纺线的配比,经三道混并工序成条,而后经粗纱、细纱和络筒工序,制成高强度、耐磨纺织用纤维。所述三道混并工序中,第一道混并的牵伸倍数1.5倍,第二道混并的牵伸倍数为1.42倍,第三道混并的牵伸倍数为1.36倍。所述粗纱工序定量控制在4.8g/10m,所述细纱工序控制在24~25tex。
86.以考杜拉混纺棉线(棉/考杜拉:65/35)为对比例,将本发明实施例1~4的纤维线分别进行性能测试,所得结果见表1。耐磨测试以塑料磨头持续接触磨损10天,称取前后重量,计算磨损率。
87.类目耐磨性断裂强力/cn断裂强度/cn
·
dtex-1
断裂伸长接触舒适性考杜拉棉线1%13.215.84.4%良好实施例11%16.517.26.5%良好实施例21%17.819.67.9%良好实施例31%17.619.27.6%良好实施例41%17.519.47.5%良好
88.表1纤维线性能测试数据表
89.通过表1的数据可知,本发明的纤维无论在耐磨性,还是在皮肤接触舒适度上,均与现有的考杜拉混纺棉线相似。但是本发明的强度和抗撕裂性能远远优于现有考杜拉混纺棉线,性能更为优异。
90.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。