1.本发明涉及纸容器成型领域的改进发明,尤其涉及一种锥形纸碗成型机的改进发明。
背景技术:
2.现有的纸碗多为筒形结构,筒形纸碗之间可以相互套接,因此筒形纸碗的外圆具有一点锥度,同时为了增强筒形纸碗的结构强度和改善实用性,筒形纸碗的碗口通常设置有卷边。而为了增大纸碗容量和便于手持,可通过增大纸碗外圆的锥度实现,然而当锥度增大后,会给纸碗折底成型带来麻烦,原先的设备将无法适应。
技术实现要素:
3.本发明所要解决的技术问题是克服现有技术的不足,提供一种结构合理、高效稳定的锥形纸碗成型机。
4.为了解决上述技术问题,本发明是采用如下技术方案来实现的:该种锥形纸碗成型机,包括有机座,其特征在于:所述机座上设有转盘,转盘上设有周向分布的若干成型下模,且成型下模的转动路径上依次配设有碗底成型机构、碗体成型机构、碗体下压机构、碗体拉底机构、碗体折底机构和封合机构;所述成型下模含有供倒置碗体盖合的锥面和位于上部的型腔,该型腔内设有成型模具,成型模具连接于升降外顶杆上端,所述成型模具上设有匹配容纳倒置碗底的凹槽,凹槽内设有托板,该托板连接于升降内顶杆上端,升降内顶杆与升降外顶杆相互滑移套接;所述碗体拉底机构与成型下模相互配合进行碗体底部拉直,所述碗体折底机构与成型下模相互配合进行碗体底部折底。
5.所述碗体下压机构包括有可升降动作、并位于成型下模上方的压板,压板与碗体的底部挤压配合。
6.所述碗体拉底机构包括有拉底模,拉底模可升降动作配设于成型下模上方,拉底模内设有上下分布的柱形腔和锥形腔,锥形腔壁与成型下模的锥面匹配贴合,柱形腔壁与成型模具外圆相配合进行碗体底部拉直。
7.所述碗体折底机构包括有折底模,折底模可弹性移动套接于驱动杆下端,驱动杆可升降动作配设于成型下模上方,折底模内设有上下分布的柱形腔和锥形腔,锥形腔壁与成型下模的锥面匹配贴合,柱形腔内设有折底板,折底板固定于驱动杆下端。
8.所述封合机构包括有错位焊接配合的第一超声波焊接装置和第二超声波焊接装置。
9.所述升降内顶杆与升降外顶杆之间设有联动弹簧,升降外顶杆与成型下模之间设有复位弹簧。
10.本发明的有益效果是改进后的锥形纸碗成型机,结构合理、高效稳定,通过在成型下模的转动路径上依次配设有碗底成型机构、碗体成型机构、碗体下压机构、碗体拉底机构、碗体折底机构和封合机构,分别实现碗底成型于成型下模、碗体成型于成型下模、碗体
底部进行拉直、碗体底部进行折底和碗体的折底与碗底封合,其中通过碗体底部拉直以满足折底需求,实现锥形碗体的折底成型。
附图说明
11.下面结合附图对本发明的具体实施方式作进一步详细说明。
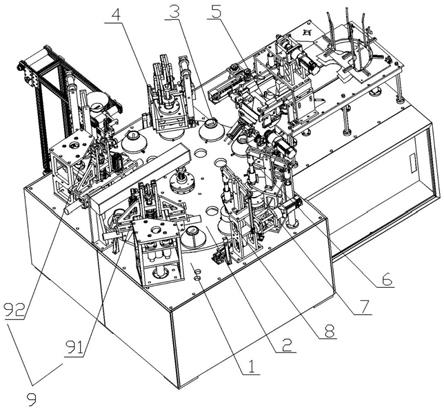
12.图1为本发明的结构示意图。
13.图2为本发明碗体下压机构的结构图。
14.图3为本发明碗体拉底机构的结构图。
15.图4为本发明碗体折底机构的结构图。
16.图5为本发明封合机构的结构图。
具体实施方式
17.附图表示了本发明的结构,下面再结合附图进一步说明其有关细节。本实施例中,参见附图1-5,该锥形纸碗成型机,包括有机座1,所述机座1上设有转盘2,转盘2配设有旋转驱动结构,转盘2上设有周向分布的若干成型下模3,且成型下模3的转动路径上依次配设有碗底成型机构4、碗体成型机构5、碗体下压机构6、碗体拉底机构7、碗体折底机构8和封合机构9;所述成型下模3含有供倒置碗体盖合的锥面31和位于上部的型腔32,该型腔32内设有成型模具33,成型模具33连接于升降外顶杆34上端,所述成型模具33上设有匹配容纳倒置碗底的凹槽35,凹槽35内设有托板36,该托板36连接于升降内顶杆37上端,升降内顶杆37与升降外顶杆34相互滑移套接;所述碗体拉底机构7与成型下模3相互配合进行碗体底部拉直,所述碗体折底机构8与成型下模3相互配合进行碗体底部折底。其中,碗底成型机构4、碗体成型机构5均为现有结构,在此不做赘述。
18.本发明的工作原理,成型下模3随转盘2的转动,依次经过碗底成型机构4、碗体成型机构5、碗体下压机构6、碗体拉底机构7、碗体折底机构8和封合机构9,具体的,第一步,碗底成型机构4对平面纸进行模切与压制成型获得碗底(包含相连的底面与周壁),并将倒置碗底送至成型模具33的凹槽35内置于托板36上;第二步,碗体成型机构5对扇形纸进行包叶成型获得纸碗,并将倒置纸碗盖合于成型下模3的锥面31上;第三步,碗体下压机构6将碗体下压进一步贴合成型下模3的锥面31;第四步,碗体拉底机构7配合成型模具33的上升,将碗体底部进行拉直,之后成型模具33下移复位;第五步,碗体折底机构8下降,将碗体底部拉直部分进行折底;第六步,托板36上移托住碗底,封合机构9将碗体折底部分与碗底的周壁进行封合。
19.作为进一步改进的具体实施方式,参见附图2,所述碗体下压机构6包括有可升降动作、并位于成型下模3上方的压板61,优选压板61由气缸配合导杆驱动升降,压板61与碗体的底部挤压配合。
20.作为进一步改进的具体实施方式,参见附图3,所述碗体拉底机构7包括有拉底模71,拉底模71可升降动作配设于成型下模3上方,优选拉底模71由凸轮连杆配合导杆驱动升降,拉底模71内设有上下分布的柱形腔72和锥形腔73,锥形腔壁与成型下模3的锥面匹配贴合,柱形腔壁与成型模具33外圆相配合进行碗体底部拉直。工作时,拉底模71下降,其锥形腔壁贴合成型下模3的锥面定位碗体,之后升降顶杆传动托板36及成型模具33上升,成型模
具33的外圆与拉底模71的柱形腔壁相配合将碗体底部进行拉直成型,之后成型模具33下移复位。
21.作为进一步改进的具体实施方式,参见附图4,所述碗体折底机构8包括有折底模81,折底模81可弹性移动套接于驱动杆82下端,优选二者之间采用弹簧83相连,驱动杆82可升降动作配设于成型下模3上方,优选驱动杆由凸轮连杆驱动,折底模81内设有上下分布的柱形腔84和锥形腔85,锥形腔壁与成型下模3的锥面匹配贴合,柱形腔内设有折底板86,折底板86固定于驱动杆82下端。工作时,驱动杆82传动折底模81和折底板下移,折底模81的锥形腔预先贴合成型下模3的锥面31定位碗体,之后折底板86继续下移作用于碗体底部拉直部分(该拉直部分并非竖直,而是略向内倾斜),将其翻折于成型模具33凹槽35内。
22.作为进一步改进的具体实施方式,参见附图5,所述封合机构9包括有错位焊接配合的第一超声波焊接装置91和第二超声波焊接装置92,第一超声波焊接装置91和第二超声波焊接装置92为现有结构,均包括有位于碗体外侧的超声波焊接头和位于碗体内的撑纸滑块。
23.作为进一步改进的具体实施方式,参见附图3或4,所述升降内顶杆37与升降外顶杆34之间设有联动弹簧38,具体的联动弹簧38套设于升降内顶杆37下端,且联动弹簧38下端连接于内顶杆37下端,联动弹簧38上端连接于外顶杆34下端,所述升降外顶杆34与成型下模3之间设有复位弹簧39,具体的复位弹簧39套设于外顶杆34下端,复位弹簧39下端连接于外顶杆34下端,复位弹簧39上端连接于成型下模3上,实现外顶杆34的复位,以上联动设置,共用一个动力源,节省成本和安装空间。工作时,升降内顶杆37由动力源驱动上升或下降时,升降外顶杆34在复位弹簧39和联动弹簧38的双重作用下,升程量少于升降内顶杆37,因此实现托板36与成型模具33具有不同的升程量,托板36可上移托住碗底与折底部分进行封合,而成型模具33不会干扰封合。
24.综上所述,以上仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。