1.本发明属于包装盒加工技术领域,特别涉及一种辊筒及实现包装盒面纸局部胶量不同的方法。
背景技术:
2.现有技术中,包装盒的面纸大多采用光滑辊筒过胶或丝印过胶两种方式。
3.现有技术中加工全开式包装盒时,通常先制备内盒,再将外面纸过胶粘贴在内盒的表面形成外盒。利用自动化设备对面纸进行上胶时,现有结构只能实现面纸的表面均匀上胶,或者局部施胶以实现胶水避让。在面纸上的连续区域内,单位面积的胶量都是相同的。
4.因此,现有上胶技术加工的包装盒总是会出现一个问题,窄边或微折边始终与被粘附体粘合不牢固,也就是常说的容易开胶现象。
技术实现要素:
5.基于上述内容,本发明还要解决的技术问题是提出一种辊筒及实现包装盒面纸局部胶量控制的方法,能实现包装盒面纸在一次性过胶时局部胶量不同。
6.本发明是这样实施的:
7.一种辊筒,该辊筒上形成有若干条网墙及若干个网孔,所述网墙沿着至少两个方向延伸设置以交叉形成至少两种不同的网孔。
8.进一步的,所述辊筒的周表面上设置有至少两种不同孔口的网孔。
9.进一步的,所述辊筒的周表面上设置有至少两种不同孔深的网孔。
10.进一步的,所述辊筒的周表面上设置有第一、二网孔区,所述第二网孔区中的网孔孔口面积大于所述第一网孔区中的网孔孔口面积。
11.进一步的,两个所述第二网孔区位于一个所述第一网孔区的两侧。
12.进一步的,所述辊筒的周表面上设置有深孔区及浅孔区,所述深孔区中的网孔孔深大于所述浅孔区中的网孔孔深。
13.进一步的,两个所述深孔区位于一个所述浅孔区的两侧。
14.使用上述任一种辊筒实现包装盒面纸局部胶量控制的方法,包括:构造表面具有网纹状的辊筒,该辊筒上形成有若干条网墙及若干个网孔,所述网墙沿着至少两个方向延伸设置以交叉形成至少两种不同的网孔;以及,使用该辊筒蘸取胶水对包装盒面纸进行过胶。
15.本发明所提供的一种辊筒及实现包装盒面纸局部胶量控制的方法与现有技术相比具有如下有益效果:
16.(一)该辊筒上设的网孔能储存胶水,将网孔外的胶水沿着辊筒周表面全部刮掉,则通过控制辊筒上的网孔大小及深度即可实现在一张面纸上进行非连续非均匀式过胶。
17.(二)该方法能针对不同的盒型提出精细的解决方案,例如,某种盒型的面纸成型
后的连接边用于实现盒盖的“铰接”功能,而该处连接边的胶密度则适宜扩大。
附图说明
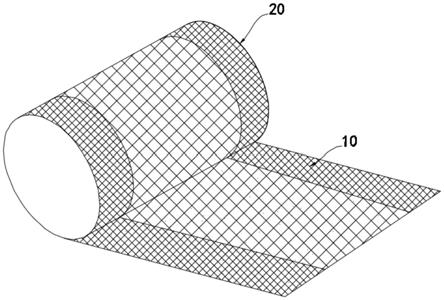
18.图1为本发明实施例一的简要示意图;
19.图2为本发明实施例一的辊筒的局部简要放大示意图;
20.图3为本发明实施例一的包盒状态示意图;
21.图4为本发明实施例二的辊筒的局部简要放大示意图;
22.图中:
23.具体实施方式
24.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
25.以一种精品烟包为例,精品烟包大多为开口盒,这种面纸的面积大约在210平方厘米左右。烟包的生产标准中,要求整个烟包的质量的在恒定数值所允许的误差范围内。而这就要求除去面纸、围条、天盖、地盖等零部件本身的质量外,胶水的质量也要控制在某一很定数值所允许的误差范围内即单位面积克重在0.0026-0.003克/平方厘米区间内。因此,在给外面纸上胶时,既要求胶水粘得牢,又要求面纸上的胶水总量恒定。
26.实施例一:
27.请结合图1、图2及图3,
28.一种辊筒20,该辊筒上形成有若干条网墙及若干个网孔,网墙沿着至少两个方向延伸设置以交叉形成至少两种不同的网孔。辊筒在过胶时,辊筒与胶水接触旋转,辊筒表面蘸取大量的胶水,通过刮胶板沿着辊筒的周表面进行刮胶使辊表面的胶水仅留存在网孔中,网孔外的胶水全部刮掉;面纸10沿着辊筒表面滚过,则胶水会从网孔中转印至面纸10上。通过在辊筒上设置不同的网孔,则在面纸10上会形成非连续式非均匀过胶。
29.如图2,网墙一20a与网墙二20b的方向相垂直,形成了四方棱台形网孔。这种网孔有至少两种方式使网孔不同。
30.一是,网孔的深度相同时,孔口不同;这种情况下,网孔分为至少两种,第一网孔23及第二网孔24,在辊面上体现为第一网孔区21及第二网孔区22。第二网孔24的孔口面积s2大于第一网孔23孔口面积s1。因此,此时第二网孔24的容量是大于第一网孔23的,也就是说在第二网孔24中蘸取的胶水会比第一网孔23中胶水多。
31.进一步的,在该辊面上设置两个第二网孔区22及一个第一网孔区21,两个第二网孔区22分置在第一网孔区21的两侧。结合图1及图3,在面纸10的左右两侧面12成型后,均是
对应在内盒80的左右两侧,该侧的外面纸还需要经过开刀取模步骤沿着面纸的中间位置进行开刀切口,因此在最终成型后的全开式开口盒型中,此部位很窄,胶水经常因为粘贴不牢而开胶。然而,通过本实施例的辊筒进行过胶后,中间面11对应的第一网孔区21设置小口径小容量的第一网孔23,侧面12对应的第二网孔区22的设置大口径容量较大的第二网孔24,面纸10经过该辊筒过胶后,则侧面12的胶密度大于中间面11的胶密度。
32.具体实施时,辊筒20在加工时保持网辊上网孔的分布密度不变,通过改变网墙的宽度即可实现孔口不同。如图2中,第一网孔区21与第二网孔区22取相同面积内的网孔数量依然相同,但是网墙一20a在第二网孔区22中宽度减小,导致孔口变大。
33.实施例二
34.借阅图1、图3,网孔的孔口相同时,孔的深度不同;这种情况下,网孔也分为至少两种,深孔34及浅孔33,在辊面上则表现为深孔区32及浅孔区31。深孔34的深度二d2大于浅孔33的深度一d1,在孔口相同的情况下,则深孔34的容量也大于浅孔33的容量,也就是说深孔34中储存的胶水容量大于浅孔33中的胶水容量。
35.结合图4,进一步的,在这种辊面上设置两个深孔区32及一个浅孔区31。运用这种辊筒对面纸10上胶,也依然会实现侧面12的胶密度大于中间面11的胶密度。
36.在这种情况下,网墙一20a的宽度与网墙二20b的宽度可以相同,每个孔区中单位面积中孔的分布数量(也就是目数)可以相同,是一种成本较为低廉的辊筒实现方案。
37.需要说明的是,实现上述两种不同网孔的方案中,网孔的形态不仅限于附图中的四方棱台形,在具体实施时,孔口的形状可以是圆形、三角形、六边形、八边形等,而网孔的立体形状则不限于棱台体,也可以是棱锥体,如圆锥、六棱锥、六边棱台体。
38.运用上述辊筒实现包装盒面纸局部胶量控制的方法,包括:
39.构造表面具有网纹状的辊筒,该辊筒上形成有若干条网墙及若干个网孔,网墙沿着至少两个方向延伸设置以交叉形成至少两种不同的网孔;以及,使用该辊筒蘸取胶水对包装盒面纸进行过胶。
40.在本实施例中,深孔34的深度二d2可设为0.30mm~0.40mm,浅孔33的深度d1可设为0.17mm~0.23mm。
41.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
42.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。