1.本实用新型涉及一种折边装置,具体为一种高性能餐盒糊盒机预折边装置。
背景技术:
2.铝箔餐盒是使用比较广泛的一种餐具。铝箔餐盒的厚度一般在0.03mm-0.20mm之间,可分为有皱和无皱两种。也可分为一次性和重复使用两种。国内常常叫锡纸餐盒,实际上它是3系或8系为铝锭原材料,经过冷轧或热轧成厚度均匀,表面光滑,无针孔,无粉尘颗粒,无异味的铝箔母卷,经过专用设备和模具一次性全自动冷冲压成形的生产工艺。在包装印刷行业中,糊盒机的应用是包装盒加工的最后一道工序,是将印刷好、模切成型的纸板折叠成型并粘好糊口,机器糊盒代替了手工糊盒方式,降低了劳动成本,提高了效率。糊盒机部位分为输纸部、预折部、勾底部、成型部、压盒部。糊盒机按照功能分为顺粘糊盒机,勾底糊盒机等,一般的糊盒机不带沟底功能甚至不带预折,好一点的带预折,当然现在大部分糊盒机都有预折,做勾底盒当然必须用沟底糊盒机,功能好一点的糊盒机还可以制作六角和异性盒,但是要配置喷胶系统和其他装置。
3.高性能餐盒在生产过程中需要对餐盒原材料板进行折边处理,而目前的预折边装置大多是在固定好餐盒原材料板后再进行折边处理,影响了餐盒原材料板折边处理的效率,且在固定餐盒原材料板时固定稳定性不高,也可能出现在折边过程中餐盒原材料板向内侧隆起的情况,使得折边后的餐盒出现不合格的情况,因此我们对此做出改进,提出一种高性能餐盒糊盒机预折边装置。
技术实现要素:
4.为解决现有技术存在的缺陷,本实用新型提供一种高性能餐盒糊盒机预折边装置。
5.为了解决上述技术问题,本实用新型提供了如下的技术方案:
6.本实用新型一种高性能餐盒糊盒机预折边装置,包括底座、设在底座顶端的四个支撑杆和设在支撑杆顶端的顶板,所述底座的顶端设有用于放置餐盒的压模机构,所述压模机构包括设在底座顶端的安装座,所述安装座的顶端设有折边模,所述安装座上开设有位于折边模两侧且与折边模相切的弧形槽;所述顶板的底端设有电动推杆,所述电动推杆的输出端设有与压模机构相配合且用于对餐盒进行折边的折边模机构,所述折边模机构包括设在电动推杆输出端的安装板,所述安装板的底端设有与折边模相配合的两个折边压板,所述折边压板上远离安装板的一端与弧形槽相配合。
7.作为本实用新型的一种优选技术方案,所述安装板的底端设有位于两个折边压板之间且用于对餐盒进行压紧的顶紧机构,所述顶紧机构包括设在安装板底端的连接组件,所述连接组件的底端设有转动轴,所述转动轴上套设有两个压紧板。
8.作为本实用新型的一种优选技术方案,所述连接组件包括设在安装板底端的第二套管,所述第二套管上远离安装板的一端开设有连接槽,所述连接槽的内部套设有与转动
轴连接的连接杆。
9.作为本实用新型的一种优选技术方案,所述转动轴上套设有扭簧。
10.作为本实用新型的一种优选技术方案,所述顶紧机构还包括设在安装板与压紧板之间用于顶紧压紧板的缓冲压紧组件,所述缓冲压紧组件包括设在安装板底端的压紧管,所述压紧管的内部设有复位弹簧,所述压紧管的底端设有经滑动组件与压紧板滑动连接的缓冲杆。
11.作为本实用新型的一种优选技术方案,所述滑动组件包括开设在压紧板上t形的滑槽,所述缓冲杆的底端经转轴设有与滑槽相配合滑动的滑块。
12.作为本实用新型的一种优选技术方案,所述顶板与安装板之间设有四个加固机构,所述加固机构包括设在顶板底端的第一套管,所述第一套管的内部套设有与安装板连接的加固杆。
13.本实用新型的有益效果是:
14.1.该种高性能餐盒糊盒机预折边装置,通过在底座的顶端设有用于放置餐盒的压模机构,压模机构包括设在底座顶端的安装座,在对餐盒进行折边时,将餐盒原材料板放到折边模的顶端,电动推杆的输出端推动安装板向下运动,安装板推动两个折边压板向下运动对餐盒原材料板进行压紧折边,直到两个折边压板的端部运动到与弧形槽相互配合的位置后,两个折边压板与折边模相互配合对餐盒原材料板进行第一次折边,两个折边压板的端部运动到与弧形槽相互配合的位置进行第二次折边,可以一次性对餐盒原材料板进行两次折边,提高了餐盒原材料板折边的效率。
15.2.该种高性能餐盒糊盒机预折边装置,通过在安装板的底端设有位于两个折边压板之间且用于对餐盒进行压紧的顶紧机构,且顶紧机构包括设在安装板底端的连接组件,电动推杆的输出端推动安装板向下运动,安装板经连接组件推动转动轴和两个压紧板向下运动直到两个压紧板与餐盒原材料板接触并对餐盒原材料板进行向下压紧,同时两个折边压板向下运动与折边模相配合对餐盒原材料板进行折边,提高了餐盒原材料板折边的效率,也提高了餐盒原材料板在折边前的稳定性,且连接组件向下运动的过程中两个压紧板向两侧运动使得餐盒原材料板不会向中间靠拢,只能在压紧板的压紧作用下并向外侧滑动压紧,避免了餐盒中部鼓起的可能,提高了餐盒的折边准确度,而转动轴上套设有扭簧,可以在两个压紧板向外侧敞开的同时扭簧提供一个相互靠拢的作用力使得两个压紧板对餐盒原材料板压的更紧。
16.3.该种高性能餐盒糊盒机预折边装置,通过顶紧机构还包括设在安装板与压紧板之间用于顶紧压紧板的缓冲压紧组件,缓冲压紧组件包括设在安装板底端的压紧管,在两个压紧板向外侧敞开对餐盒原材料板进行压紧时,使得缓冲杆向上运动对复位弹簧进行挤压,使得复位弹簧经缓冲杆给压紧板一个反作用力,进一步提高了压紧板对餐盒原材料板的压紧稳定性,避免了在折边过程中餐盒原材料板向内侧隆起的情况,进而避免了折边后出现餐盒不合格的情况。
附图说明
17.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
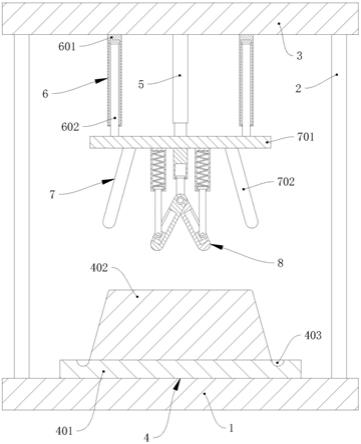
18.图1是本实用新型一种高性能餐盒糊盒机预折边装置的结构示意图;
19.图2是本实用新型一种高性能餐盒糊盒机预折边装置的顶紧机构结构剖视图;
20.图3是本实用新型一种高性能餐盒糊盒机预折边装置的顶紧机构结构示意图。
21.图中:1、底座;2、支撑杆;3、顶板;4、压模机构;401、安装座;402、折边模;403、弧形槽;5、电动推杆;6、加固机构;601、第一套管;602、加固杆;7、折边模机构;701、安装板;702、折边压板;8、顶紧机构;801、连接组件;8011、第二套管;8012、连接槽;8013、连接杆;802、缓冲压紧组件;8021、压紧管;8022、复位弹簧;8023、缓冲杆;803、转动轴;804、扭簧;805、压紧板;806、滑动组件;8061、滑槽;8062、滑块。
具体实施方式
22.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
23.实施例:如图1-3所示,本实用新型一种高性能餐盒糊盒机预折边装置,包括底座1、设在底座1顶端的四个支撑杆2和设在支撑杆2顶端的顶板3,底座1的顶端设有用于放置餐盒的压模机构4,压模机构4包括设在底座1顶端的安装座401,安装座401的顶端设有折边模402,安装座401上开设有位于折边模402两侧且与折边模402相切的弧形槽403;顶板3的底端设有电动推杆5,电动推杆5的输出端设有与压模机构4相配合且用于对餐盒进行折边的折边模机构7,折边模机构7包括设在电动推杆5输出端的安装板701,安装板701的底端设有与折边模402相配合的两个折边压板702,折边压板702上远离安装板701的一端与弧形槽403相配合。
24.其中,安装板701的底端设有位于两个折边压板702之间且用于对餐盒进行压紧的顶紧机构8,顶紧机构8包括设在安装板701底端的连接组件801,连接组件801的底端设有转动轴803,转动轴803上套设有两个压紧板805,连接组件801包括设在安装板701底端的第二套管8011,第二套管8011上远离安装板701的一端开设有连接槽8012,连接槽8012的内部套设有与转动轴803连接的连接杆8013,电动推杆5的输出端推动安装板701向下运动,安装板701经连接组件801推动转动轴803和两个压紧板805向下运动直到两个压紧板805与餐盒原材料板接触并对餐盒原材料板进行向下压紧,同时两个折边压板702向下运动与折边模402相配合对餐盒原材料板进行折边,提高了餐盒原材料板折边的效率,也提高了餐盒原材料板在折边前的稳定性,且连接组件801向下运动的过程中两个压紧板805向两侧运动使得餐盒原材料板不会向中间靠拢,只能在压紧板805的压紧作用下并向外侧滑动压紧,避免了餐盒中部鼓起的可能,提高了餐盒的折边准确度。
25.其中,转动轴803上套设有扭簧804,可以在两个压紧板805向外侧敞开的同时扭簧804提供一个相互靠拢的作用力使得两个压紧板805对餐盒原材料板压的更紧。
26.其中,顶紧机构8还包括设在安装板701与压紧板805之间用于顶紧压紧板805的缓冲压紧组件802,缓冲压紧组件802包括设在安装板701底端的压紧管8021,压紧管8021的内部设有复位弹簧8022,压紧管8021的底端设有经滑动组件806与压紧板805滑动连接的缓冲杆8023,在两个压紧板805向外侧敞开对餐盒原材料板进行压紧时,使得缓冲杆8023向上运动对复位弹簧8022进行挤压,使得复位弹簧8022经缓冲杆8023给压紧板805一个反作用力,进一步提高了压紧板805对餐盒原材料板的压紧稳定性。
27.其中,滑动组件806包括开设在压紧板805上t形的滑槽8061,缓冲杆8023的底端经转轴设有与滑槽8061相配合滑动的滑块8062,而压紧板805在转动并对餐盒原材料板进行压紧的过程中,滑块8062在滑槽8061的内部进行运动,提高了缓冲杆8023与压紧板805发生相对转动并滑动过程中的稳定性。
28.其中,顶板3与安装板701之间设有四个加固机构6,加固机构6包括设在顶板3底端的第一套管601,第一套管601的内部套设有与安装板701连接的加固杆602,电动推杆5的输出端推动安装板701向下运动的过程中,加固杆602在第一套管601的内部进行运动,提高了安装板701上下运动的稳定性。
29.工作原理:通过在底座1的顶端设有用于放置餐盒的压模机构4,压模机构4包括设在底座1顶端的安装座401,在对餐盒进行折边时,将餐盒原材料板放到折边模402的顶端,电动推杆5的输出端推动安装板701向下运动,安装板701推动两个折边压板702向下运动对餐盒原材料板进行压紧折边,直到两个折边压板702的端部运动到与弧形槽403相互配合的位置后,两个折边压板702与折边模402相互配合对餐盒原材料板进行第一次折边,两个折边压板702的端部运动到与弧形槽403相互配合的位置进行第二次折边,可以一次性对餐盒原材料板进行两次折边,提高了餐盒原材料板折边的效率;通过在安装板701的底端设有位于两个折边压板702之间且用于对餐盒进行压紧的顶紧机构8,且顶紧机构8包括设在安装板701底端的连接组件801,电动推杆5的输出端推动安装板701向下运动,安装板701经连接组件801推动转动轴803和两个压紧板805向下运动直到两个压紧板805与餐盒原材料板接触并对餐盒原材料板进行向下压紧,同时两个折边压板702向下运动与折边模402相配合对餐盒原材料板进行折边,提高了餐盒原材料板折边的效率,也提高了餐盒原材料板在折边前的稳定性,且连接组件801向下运动的过程中两个压紧板805向两侧运动使得餐盒原材料板不会向中间靠拢,只能在压紧板805的压紧作用下并向外侧滑动压紧,避免了餐盒中部鼓起的可能,提高了餐盒的折边准确度,而转动轴803上套设有扭簧804,可以在两个压紧板805向外侧敞开的同时扭簧804提供一个相互靠拢的作用力使得两个压紧板805对餐盒原材料板压的更紧;通过顶紧机构8还包括设在安装板701与压紧板805之间用于顶紧压紧板805的缓冲压紧组件802,缓冲压紧组件802包括设在安装板701底端的压紧管8021,在两个压紧板805向外侧敞开对餐盒原材料板进行压紧时,使得缓冲杆8023向上运动对复位弹簧8022进行挤压,使得复位弹簧8022经缓冲杆8023给压紧板805一个反作用力,进一步提高了压紧板805对餐盒原材料板的压紧稳定性。
30.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。