1.本发明涉及一种镭射纸,特别涉及一种镭射纸生产工艺。
背景技术:
2.镭射纸,是将激光全息图案或三d图案加载到转印膜上,再以模印的方式将激光全息图案或三d图案加载到镀铝箔表面,使铝箔表面形成若干微纳结构图案,再在铝箔表面涂上透明层和防护层而得镭射纸品,由于铝箔的反射作用与透明层的折射效应,使其微纳结构图案产生炫丽的色彩和魔幻的特殊视觉效果,所产生的炫丽色彩和魔幻视觉图案特殊而无法复制,因此被广泛应用于各种商品的防伪标识与标牌。
3.但是,由于镭射纸的特殊性,其生产技术难度高,生产工艺复杂,使其生产成本高,价格贵;而使许多商品的防伪成本高,经济效益差,使得许多商品生产企业为了降低成本,不得不放弃部分商品的防伪标识,造成了许多商品的假冒伪劣的出现,严重的影响着商品市场的秩序,和社会的和谐与稳定。
4.其生产成本高的主要原因是,在生产镭射纸时,激光全息图案或三d图案需要加载到转印膜上,转印膜再将激光全息图案或三d图案转印到铝箔上,其转印后即将转印膜废弃,这是造成生产成本高的重要原因。
5.另外所述废弃的转印膜也会对环境造成一定的污染。
6.因此研究镭射纸的生产技术及工艺,解决成本高、价格贵、减免生产镭射纸对环境的污染问题是我们努力追求的美好工作。
技术实现要素:
7.本发明提供一种镭射纸生产工艺,能解决镭射纸的生产成本高,价格贵的问题,还能解决其生产对环境污染的问题。
8.本发明的解决技术问题的技术方案是:1.在镭射纸的生产工艺中设置一种可持续循环使用的转印膜,既能解决镭射纸的生产成本高,价格贵的问题,又能解决其生产对环境污染的问题。
9.所述转印膜带(1)的制作工艺是:首先制作循环布带,在循环布带的内壁涂有橡胶层,在所述循环布带的外壁面涂有粘合软胶,然后在所述粘合软胶表面粘贴pet膜,加热36-48度,烘干10-30分钟,即制成转印膜带(1)。
10.所述转印膜带的履带结构为l字形,由竖传辊、角传辊(13)组成竖向跑道,横传辊(14)、角传辊(13)组成横向跑道;在竖向跑道与横向跑道相交的内角设有内角传辊(15);所述转印膜带的履带结构为l字形的作用在于:跑道的行程大、空间小、结构距离短,给操作人员观察的视觉距离近;起到的技术效果是:节约空间及房屋,便于安装与操作,便于准确及时的掌握生产运行时的信息,能快速高效的控制设备与调整工艺;能达到稳定生产工艺,提高产品质量,提高产量,增加生产效益的有益效果。
11.进一步的所述pet膜可用转移涂料,所述转移涂料的成分的质量份为:聚氨酯树脂
105-120份,乙醇55-70份、乙酸乙酯236-255份、丙二醇甲醚18-25份,三苯酚固化剂0.5-1份;所述转移涂料的转印性能更好,使用寿命更长。
12.本发明包括工艺1、工艺2;所述工艺1包括激光制版,所述工艺2包括镀铝机、转印、辊印、烘干a、剥离、卷纸、喷胶、复合、喷膜、烘干b、卷绕工序。
13.所述工艺1的激光制版包括转印膜带、竖传辊、角传辊、横传辊、内角传辊、光刻机;所述工艺步骤为:光刻机向转印膜带镭射客户需要的镭射微纳结构,所述转印膜带为循环履带式,由竖传辊、角传辊、横传辊、内角传辊组成直角拐弯结构供转印膜带环传动,所述转印膜带镭射微纳结构时竖传辊、角传辊、横传辊顺时针旋转,内角传辊逆时针旋转,使整体转印膜带顺时针循环走动,所述竖传辊、角传辊、横传辊由光刻机控制与打印步调一致完成转印膜带的循环无缝镭射微纳结构。
14.所述工艺2的制作工艺为:转动竖传辊、角传辊、横传辊(14)、内角传辊,使转印膜带循环走动,设置在竖传辊、角传辊左边的脱模剂喷涂机对转印膜带喷涂脱模剂,设置在竖传辊、角传辊右 边的镀铝机对转印膜带镀铝;使转印膜带表面形成微纳结构铝箔;所述微纳结构铝箔在转印膜带上经过内角传辊传送给辊印机,所述辊印机,对微纳结构铝箔的表面辊印软玻璃层,所述微纳结构铝箔与软玻璃层在转印膜带的传送下经过烘干机a烘干与左传上辊辊压,所述左传上辊辊压下的微纳结构铝箔、软玻璃层向上与转印膜带分离,此时的微纳结构铝箔、软玻璃层与喷涂有胶合层的纸粘合,并且在左传上辊的逆时针转动与右传上辊的顺时针压力转动作用下向上牵引,所述压合后的微纳结构铝箔、软玻璃层、胶合层、纸继续向上经过护眼膜喷涂机喷涂护眼层,所述喷涂有护眼层的微纳结构铝箔、软玻璃层、胶合层、纸经过烘干机b(51)烘干后成镭射纸。
15.所述镭射纸包括微纳结构铝箔、软玻璃层、胶合层、纸(62)、护眼层;其特征在于:所述微纳结构铝箔的左面有软玻璃层,所述软玻璃层的左面有护眼层。
16.所述软玻璃层的成分的质量份为:pvc胶料95-105份,环氧大豆油2-4份、增塑剂38-48份、稳定剂3-5份,纳米镍粉0.18-0.75份,纳米铜粉0.1-0.5份,纳米氧化锌0.15-0.65份,石墨粉0.5-0.85份,玻璃纤维粉0.15-0.25份,云母粉0.15-0.5份,聚氯乙烯蜡0.2-0.4份。硬脂酸锌0.05-0.3份,硬脂酸钙0.05-0.3份。
17.所述护眼层的成分的质量份为:苯乙烯17-25份、邻苯二胺5.5-15份、偶氮金属染料28-45份、乙酰丙酮12-25份、卟啉类化合物8.5-20份、丙烯酸脂17-25份、助剂0.5-0.75份。
18.本发明的有益效果是:既能解决镭射纸的生产成本高,价格贵的问题,又能解决其生产对环境污染的问题,能给生产企业带来经济效益,能给用户杜绝假冒劣质带来便利,对商品市场的稳定和谐起到了促进作用,会给企业和社会带来非常有益的效果。
附图说明
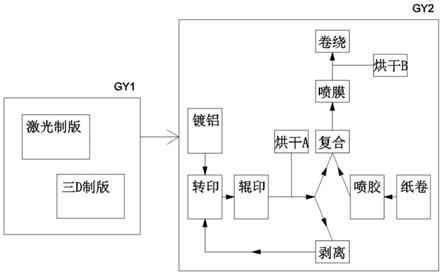
19.图1是本发明镭射纸的工艺原理方框图。
20.图2是本发明工艺1的光刻制版制作工艺图。
21.图3是本发明工艺2的制作工艺图。
22.图4是本发明生产的镭射纸的结构图。
23.图5是一种用于本发明的三d模辊制作图。
24.图6是一种三d微纳结构转印膜的制作工艺图。
25.图中,1.转印膜带;2.镀铝机;3.辊印机;4.纸卷;5.护眼膜喷涂机;6.镭射纸;gy1.工艺1;gy2.工艺2;11.竖传辊;12.脱模剂喷涂机;13.角传辊;14.横传辊;15.内角传辊;16.光刻机;17.三d模辊;18. 三d打印机;31.烘干机a;32.左传上辊;41.右传上辊;42.胶合剂喷涂机;51.烘干机b;61.微纳结构铝箔;62.纸;63.软玻璃层;64.胶合层;65.护眼层;68. 镭射纸卷。
26.转印膜带(1)、镀铝机(2)、辊印机(3)、纸卷(4)、护眼膜喷涂机(5)、镭射纸(6)、工艺1(gy1)、工艺2(gy2);竖传辊(11)、脱模剂喷涂机(12)、角传辊(13)、横传辊(14)、内角传辊(15)、光刻机(16)、三d模辊(17)、三d打印机(18)、烘干机a(31)、左传上辊(32)、右传上辊(41)、胶合剂喷涂机(42)、烘干机b(51)、微纳结构铝箔(61)、纸(62)、软玻璃层(63)、胶合层(64)、护眼层(65)、镭射纸卷(68)。
具体实施方式
27.下面根据说明书附图对本发明进一步具体说明。
28.实施例一。
29.在图1中,本发明包括工艺1(gy1)、工艺2(gy2);所述工艺1(gy1)包括激光制版、三d制版;所述工艺2(gy2)包括镀铝、转印、辊印、烘干a、剥离、卷纸、喷胶、复合、喷膜、烘干b、卷绕工序。
30.所述工艺2(gy2)的镀铝包括镀铝机(2)、微纳结构铝箔(61);所述转印包括转印膜带(1);所述辊印包括辊印机(3)内角传辊(15)、左传上辊(32);所述剥离包括脱模剂喷涂机(12)、转印膜带(1)、微纳结构铝箔(61)、左传上辊(32)、横传辊(14);、卷纸包括纸卷(4)、纸(62);所述喷胶包括胶合剂喷涂机(42)、纸(62)、胶合层(64);所述复合包括软玻璃层(63)、微纳结构铝箔(61)、胶合层(64)、纸(62)、左传上辊(32)、右传上辊(41);所述喷膜包括护眼膜喷涂机(5)、护眼层(65);所述卷绕包括镭射纸卷(68)、镭射纸(6)。
31.在图1、图2中,所述工艺1(gy1)的激光制版包括转印膜带(1)、竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15)、光刻机(16);所述工艺步骤为:光刻机(16)向转印膜带(1)镭射客户需要的镭射微纳结构,所述转印膜带(1)为循环履带式,由竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15)组成直角拐弯结构供转印膜带(1)循环传动,所述转印膜带(1)镭射微纳结构时竖传辊(11)、角传辊(13)、横传辊(14)顺时针旋转,内角传辊(15)逆时针旋转,使整体转印膜带(1)顺时针循环走动,所述竖传辊(11)、角传辊(13)、横传辊(14)由光刻机(16)控制与打印步调一致完成转印膜带(1)的循环无缝镭射微纳结构。
32.所述转印膜带(1)的制作工艺是:根据图2结构,首先制作循环布带,在循环布带的内壁涂有橡胶层,在所述循环布带的外壁面涂有粘合软胶,然后在所述粘合软胶表面粘贴pet膜,加热36-48度,烘干10-30分钟,即制成转印膜带(1)。
33.进一步的所述pet膜可用转移涂料,所述转移涂料的成分的质量份为:聚氨酯树脂105-120份,乙醇55-70份、乙酸乙酯236-255份、丙二醇甲醚18-25份,三苯酚固化剂0.5-1份;所述转移涂料的转印性能更好,使用寿命更长。
34.在图3中,所述工艺2的(gy2)制作工艺为:转动竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15),使转印膜带(1)循环走动,设置在竖传辊(11)、角传辊(13)左边的脱模剂喷涂机(12)对转印膜带(1)喷涂脱模剂,设置在竖传辊(11)、角传辊(13)右 边的镀铝机(2)对转印膜带(1)镀铝;使转印膜带(1)表面形成微纳结构铝箔(61);所述微纳结构铝箔(61)在转印膜带(1)上经过内角传辊(15)传送给辊印机(3),所述辊印机(3),对微纳结构铝箔(61)的表面辊印软玻璃层(63),所述微纳结构铝箔(61)与软玻璃层(63)在转印膜带(1)的传送下经过烘干机a(31)烘干与左传上辊(32)辊压,所述左传上辊(32)辊压下的微纳结构铝箔(61)、软玻璃层(63)向上与转印膜带(1)分离,此时的微纳结构铝箔(61)、软玻璃层(63)与喷涂有胶合层(64)的纸(62)粘合,并且在左传上辊(32)的逆时针转动与右传上辊(41)的顺时针压力转动作用下向上牵引,所述压合后的微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)继续向上经过护眼膜喷涂机(5)喷涂护眼层(65),所述喷涂有护眼层(65)的微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)经过烘干机b(51)烘干后成镭射纸(6)。
35.在图4中,所述镭射纸(6)包括微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)、护眼层(65);其特征在于:所述微纳结构铝箔(61)的左面有软玻璃层(63),所述软玻璃层(63)的左面有护眼层(65)。
36.所述软玻璃层(63)的成分的质量份为:pvc胶料95-105份,环氧大豆油2-4份、增塑剂38-48份、稳定剂3-5份,纳米镍粉0.18-0.75份,纳米铜粉0.1-0.5份,纳米氧化锌0.15-0.65份,石墨粉0.5-0.85份,玻璃纤维粉0.15-0.25份,云母粉0.15-0.5份,聚氯乙烯蜡0.2-0.4份。硬脂酸锌0.05-0.3份,硬脂酸钙0.05-0.3份。
37.所述护眼层(65)的成分的质量份为:苯乙烯17-25份、邻苯二胺5.5-15份、偶氮金属染料28-45份、乙酰丙酮12-25份、卟啉类化合物8.5-20份、丙烯酸脂17-25份、助剂0.5-0.75份。
38.在图1、图2中,本发明的特征在于:所述转印膜带(1)的履带结构为l字形,由竖传辊(11)、角传辊(13)组成竖向跑道,横传辊(14)、角传辊(13)组成横向跑道;在竖向跑道与横向跑道相交的内角设有内角传辊(15);所述转印膜带(1)的履带结构为l字形的作用在于:跑道的行程大、空间小、结构距离短,给操作人员观察的视觉距离近;起到的技术效果是:节约空间及房屋,便于安装与操作,便于准确及时的掌握生产运行时的信息,能快速高效的控制设备与调整工艺;能达到稳定生产工艺,提高产品质量,提高产量,增加生产效益的有益效果。
39.在图1、图3中,本发明的特征在于:从镀铝机(2)对转印膜带(1)镀微纳结构铝箔(61)、辊印软玻璃层(63),到与胶合层(64)、纸(62)复合,再到喷涂护眼层(65),到卷成镭射纸卷(68),能持续流水线生产;所述转印膜带(1)能在线持续的循环而重复利用;所述纸(62)能在线持续供应,在线持续喷胶;其作用在于:能节约材料,提高生产效率,从而提高生产企业的经济效益。
40.实施例二。
41.在图1中,本发明包括工艺1(gy1)、工艺2(gy2);所述工艺1(gy1)包括激光制版、三d制版;所述工艺2(gy2)包括镀铝、转印、辊印、烘干a、剥离、卷纸、喷胶、复合、喷膜、烘干b、卷绕工序。
42.在图1、图5中,所述工艺1(gy1)的三d制版包括转印膜带(1)、竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15)、三d模辊(17);所述工艺步骤为:三d模辊(17)向转印膜带(1)压印客户需要的微纳结构,所述转印膜带(1)为循环履带式,由竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15)组成直角拐弯结构供转印膜带(1)循环传动,所述转印膜带(1)压印微纳结构时竖传辊(11)、角传辊(13)、横传辊(14)顺时针旋转,内角传辊(15)逆时针旋转,使整体转印膜带(1)顺时针循环走动,所述竖传辊(11)、角传辊(13)、横传辊(14)与三d模辊(17)步调一致完成转印膜带(1)的循环无缝压印微纳结构。
43.在图5中,所述三d模辊(17)的微纳结构由三d打印机(18)打印而成。
44.所述转印膜带(1)的制作工艺是:根据图2结构,首先制作循环布带,在循环布带的内壁涂有橡胶层,在所述循环布带的外壁面涂有粘合软胶,然后在所述粘合软胶表面镀铝,即制成转印膜带(1)。
45.在图3中,所述工艺2(gy2)制作工艺为:转动竖传辊(11)、角传辊(13)、横传辊(14)、内角传辊(15),使转印膜带(1)循环走动,设置在竖传辊(11)、角传辊(13)左边的脱模剂喷涂机(12)对转印膜带(1)喷涂脱模剂,设置在竖传辊(11)、角传辊(13)右 边的镀铝机(2)对转印膜带(1)镀铝;使转印膜带(1)表面形成微纳结构铝箔(61);所述微纳结构铝箔(61)在转印膜带(1)上经过内角传辊(15)传送给辊印机(3),所述辊印机(3),对微纳结构铝箔(61)的表面辊印软玻璃层(63),所述微纳结构铝箔(61)与软玻璃层(63)在转印膜带(1)的传送下经过烘干机a(31)烘干与左传上辊(32)辊压,所述左传上辊(32)辊压下的微纳结构铝箔(61)、软玻璃层(63)向上与转印膜带(1)分离,此时的微纳结构铝箔(61)、软玻璃层(63)与喷涂有胶合层(64)的纸(62)粘合,并且在左传上辊(32)的逆时针转动与右传上辊(41)的顺时针压力转动作用下向上牵引,所述压合后的微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)继续向上经过护眼膜喷涂机(5)喷涂护眼层(65),所述喷涂有护眼层(65)的微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)经过烘干机b(51)烘干后成镭射纸(6)。
46.在图4中,所述镭射纸(6)包括微纳结构铝箔(61)、软玻璃层(63)、胶合层(64)、纸(62)、护眼层(65);其特征在于:所述微纳结构铝箔(61)的左面有软玻璃层(63),所述软玻璃层(63)的左面有护眼层(65)。
47.所述软玻璃层(63)的成分的质量份为:pvc胶料95-105(75-95)份,环氧大豆油2-4(3-5)份、增塑剂38-48(28-45)份、稳定剂3-5(4-5.5)份,纳米镍粉0.18-0.75(0.1-0.5)份,纳米铜粉0.1-0.5(0.085-0.4)份,纳米氧化锌0.15-0.65(0.1-0.45)份,石墨粉0.5-0.85(0.3-0.6)份,玻璃纤维粉0.15-0.25(0.1-0.2)份,云母粉0.15-0.5(0.1-0.4)份,聚氯乙烯蜡0.2-0.4(0.1-0.3)份。硬脂酸锌0.05-0.3(0.03-0.25)份,硬脂酸钙0.05-0.3(0.03-0.25)份。
48.所述护眼层(65)的成分的质量份为:苯乙烯17-25(12-20)份、邻苯二胺5.5-15(3-12)份、偶氮金属染料28-45(25-41)份、乙酰丙酮12-25(10-20)份、卟啉类化合物8.5-20(5.5-15)份、丙烯酸脂17-25(12-20)份、助剂0.5-0.75(0.3-0.55)份。
49.在图1、图2中,本发明的特征在于:所述转印膜带(1)的履带结构为l字形,由竖传辊(11)、角传辊(13)组成竖向跑道,横传辊(14)、角传辊(13)组成横向跑道;在竖向跑道与横向跑道相交的内角设有内角传辊(15);所述转印膜带(1)的履带结构为l字形的作用在
于:跑道的行程大、空间小、结构距离短,给操作人员观察的视觉距离近;起到的技术效果是:节约空间及房屋,便于安装与操作,便于准确及时的掌握生产运行时的信息,能快速高效的控制设备与调整工艺;能达到稳定生产工艺,提高产品质量,提高产量,增加生产效益的有益效果。
50.在图1、图3中,本发明的特征在于:从镀铝机(2)对转印膜带(1)镀微纳结构铝箔(61)、辊印软玻璃层(63),到与胶合层(64)、纸(62)复合,再到喷涂护眼层(65),到卷成镭射纸卷(68),能持续流水线生产;所述转印膜带(1)能在线持续的循环而重复利用;所述纸(62)能在线持续供应,在线持续喷胶;其作用在于:能节约材料,提高生产效率,从而提高生产企业的经济效益。