1.本发明属于纺织材料制备技术领域,具体涉及一种柔性湿法纺压电-导电包芯纱的制备方法。
背景技术:
2.随着智能可穿戴技术的蓬勃兴起,耐用性、易穿戴性和能源问题成为限制其发展的主要瓶颈。基于纺织品的传感器质地柔软,能够感知和响应日常生活中的环境刺激,频繁弯曲和变形时稳定性好,因此是可穿戴设备的关键部件。具有压电功能的纺织基产品由于其在低频和随机机械能收集方面的高效率,材料和设备设计(纤维和织物)方面的便捷性,在电子纺织领域显示出巨大的潜力。
3.聚偏氟乙烯(pvdf)及其共聚物聚(偏氟乙烯-三氟乙烯)(p(vdf-trfe))具有强压电效应和易加工性,是研究最多的压电聚合物。目前,就pvdf或(p(vdf-trfe))纤维制备而言,静电纺丝技术是应用最多的方式,但静电纺pvdf或(p(vdf-trfe))纤维通常处于2d纤维网状态,难以形成连续的1d结构线,使其在可加工性、易穿戴、耐久性及量产等方面存在不足;另外,如提高纺丝液浓度,静电纺丝技术会使可纺性降低,产品压电性能提高有限。熔融纺丝也可用于制备pvdf或(p(vdf-trfe))纤维,但其结构发展不足,不能提供高强度纤维。因此,采用熔融纺或静电纺工艺制备的常规初生pvdf纤维不适合量产或进行后续机织或针织加工。
4.相比静电纺,湿法纺制备pvdf或p(vdf-trfe)纤维具有溶质浓度可调范围广(pvdf浓度15%-30%;p(vdf-trfe)浓度60%-85%),纤维产品手感柔韧、结构易控制、可编织性好、易批量生产等特点。
5.现有技术中,通过同轴湿法纺丝技术制备皮芯结构导电纤维,制备高弹导电纤维,其皮层为弹性高聚物,芯层为导电聚合物混合物,皮层和芯层均为液态纺丝液,制备工艺复杂。另外,通过静电纺制pvdf膜包覆导电丝复合纱线。但由于静电纺丝及包覆技术的存在,该方法在工艺难度、规模生产、产品结构和性能稳定性方面存在局限性。
技术实现要素:
6.本发明的目的在于提供一种柔性湿法纺压电-导电包芯纱的制备方法,提高了单一压电相的压电性能及传输灵敏性。
7.本发明所采用的技术方案是,一种柔性湿法纺压电-导电包芯纱的制备方法,具体按照以下步骤实施:
8.步骤1,制备皮层纺丝液:将聚合物加入n,n-二甲基甲酰胺与丙酮的混合溶液中,在水浴条件下,搅拌至完全溶解,冷却至室温,得到皮层纺丝液;
9.步骤2,将皮层纺丝液作为皮层,镀银长丝束作为芯层,利用湿法纺丝装置制备皮芯结构纱;
10.步骤3,将皮芯结构纱放至烘箱内烘干,之后进行极化处理,得到压电性能良好的
柔性压电-导电包芯纱。
11.本发明的特点还在于,
12.步骤1中,聚合物为聚偏氟乙烯或聚(偏氟乙烯-三氟乙烯;当使用聚偏氟乙烯时,皮层纺丝液的浓度为15%~30%;当使用聚(偏氟乙烯-三氟乙烯)时,皮层纺丝液的浓度为60%~85%。
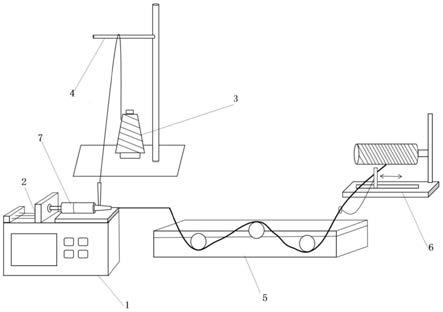
13.步骤2中,湿法纺丝装置的结构,包括推进控制器,推进控制器上设置有推板,推板与推进控制器电性连接,推板上固定有双针头注射器,还包括导电长丝筒,导电长丝筒上方还固定有导辊,推进控制器还分别电性连接凝固浴装置和导纱装置;凝固浴装置内设置有前后压辊以及张力辊;所述双针头注射器插入凝固浴装置内。
14.步骤2中,具体为:将皮层纺丝液装在双针头注射器中,且皮层纺丝液流速为2ml/h~7ml/h,将镀银长丝束从导电长丝筒上退绕下来,并绕过导辊通入双针头注射器内,并与双针头注射器内的皮层纺丝液接触,皮层纺丝液附着在镀银长丝束表面,同时进入凝固浴装置内,镀银长丝束表面的纺丝液接触凝固浴,并在30~50℃的条件下进行凝固,经导纱装置导纱后,形成皮芯结构纱。
15.步骤3中,烘干温度为50-60℃,烘干时间为1-2h;极化温度80-100℃,极化时间20-40min。
16.本发明的有益效果是:本发明制备的柔性湿法纺压电-导电包芯纱,在皮芯设计中,压电材料与电极之间表现出最大的接触界面面积,极短的电子传输路径和变形稳定性,提高了单一压电相的压电性能及传输灵敏性,同时改善了压电材料需要粘贴电极片的缺陷;另外,通过调节皮层纺丝液浓度、纺丝液流速、芯纱牵引速度调节皮芯结构,从而实现对同轴纤维压电性能和导电性能及灵敏度的调控;本发明制备的包芯纱能够实现不同模式和形式的智能可穿戴材料加工,且不损害其电学性能,如机织2d/3d织物、针织2d/3d织物、复合织物。材料不需外接电源即可检测不同场合和不同位置的运动传感和生物检测。
附图说明
17.图1是本发明一种柔性湿法纺压电-导电包芯纱的制备方法中湿法纺丝装置的结构示意图;
18.图2是本发明一种柔性湿法纺压电-导电包芯纱的制备方法中双针头注射器的结构示意图;
19.图3是是本发明方法制备的压电-导电包芯纱的断面扫描电镜图;
20.图4是是本发明方法制备的压电-导电包芯纱的表面扫描电镜图;
21.图5是本发明实施例8中的导电包芯纱的压电电压测试结果图。
22.图中,1.推进控制器,2.推板,3.导电长丝筒,4.导辊,5.凝固浴装置,6.导纱装置,7.双针头注射器。
具体实施方式
23.下面结合附图和具体实施方式对本发明进行详细说明。
24.本发明一种柔性湿法纺压电-导电包芯纱的制备方法,具体按照以下步骤实施:
25.步骤1,制备皮层纺丝液:将聚合物加入n,n-二甲基甲酰胺(dmf)与丙酮的混合溶
液中,在60℃的水浴条件下,搅拌2h至完全溶解,冷却至室温,得到皮层纺丝液;
26.聚合物为聚偏氟乙烯(pvdf)或聚(偏氟乙烯-三氟乙烯)(pvdf-trfe);
27.当使用聚偏氟乙烯时,皮层纺丝液的浓度为15%~30%;
28.当使用聚(偏氟乙烯-三氟乙烯)时,皮层纺丝液的浓度为60%~85%;
29.步骤2,将皮层纺丝液作为皮层,镀银长丝束作为芯层,利用湿法纺丝装置制备皮芯结构纱;
30.湿法纺丝装置的结构,如图1所示,包括推进控制器1,推进控制器1上设置有推板2,推板2与推进控制器1电性连接,推板2上固定有双针头注射器7,双针头注射器7的两个针头相互垂直;还包括导电长丝筒3,导电长丝筒3上方还固定有导辊4,推进控制器1还分别电性连接凝固浴装置5和导纱装置6;凝固浴装置5内设置有前后压辊以及张力辊;双针头注射器7插入凝固浴装置5内;
31.将皮层纺丝液装在双针头注射器7中,且皮层纺丝液流速为2ml/h~7ml/h,将镀银长丝束从导电长丝筒3上退绕下来,并绕过导辊4通入双针头注射器7内,并与双针头注射器7内的皮层纺丝液接触,皮层纺丝液附着在镀银长丝束表面,同时进入凝固浴装置5内,前后压辊不转动,其作用是确保纱线完全浸泡在凝固浴内,转动的张力辊负责牵拉纱线,牵拉速度为20mm/s~25mm/s,转动速度由推进控制器3控制。镀银长丝束表面的纺丝液接触凝固浴,并在30~50℃的条件下进行凝固,即可包覆在镀银长丝束表面,经导纱装置6导纱后,形成皮芯结构纱;
32.图2是垂直双通道针头示意图,纺丝液受推进装置推进作用逐渐被挤出,与从垂直方向进入的导电长丝汇合,纺丝液黏附在长丝上,在张力辊牵拉作用下,两者共同从针头流入凝固浴。
33.步骤3,将皮芯结构纱放至烘箱内烘干,之后进行极化处理,得到压电性能良好的柔性压电-导电包芯纱;
34.烘干温度为50-60℃,烘干时间为1-2h;极化温度80-100℃,极化时间20-40min;
35.本发明利用湿法纺丝技术将压电材料和导电材料各自的性能紧密结合起来,构建了皮芯结构(皮层pvdf或p(vdf-trfe)和芯层导电长丝)的柔性压电-导电复合包芯纱。其中,pvdf或p(vdf-trfe)为压电相,导电长丝为电极材料,压电材料与电极之间表现出最大的接触界面面积,极短的电子传输路径和变形稳定性,提高了单一压电材料的压电性能及灵敏性。
36.本发明方法制备的压电-导电包芯纱的断面及表面扫描电镜图,如图3及图4所示,由横断面图可以看出,导电长丝被包裹在pvdf中;由表面图可以看出,pvdf均匀完整地包覆在导电长丝表面,形成了皮芯结构。
37.实施例1
38.配置15%pvdf皮层纺丝原液:将60ml n,n-二甲基甲酰胺(dmf)和40ml丙酮溶液混合,形成混合溶液a,将15g聚偏氟乙烯(pvdf)粉加入混合溶液中a,60℃水浴条件下,磁力搅拌2h至完全溶解,冷却至室温,备用;
39.调试湿法纺丝装置:纺丝液吸入注射器,将镀银长丝束穿过垂直针头,拉至张力辊并绕两圈;纺丝设备参数设定:皮层纺丝液流速为2ml/h,芯层纱线牵拉速度(张力辊转速)为20mm/s,凝固浴温度设定为30℃。
40.纺丝结束后,将纱线放入50℃烘箱,烘干时间1h。将上述包芯纱极化,极化条件为:100℃,30min。
41.实施例2
42.配置20%pvdf皮层纺丝原液:将60mln,n-二甲基甲酰胺(dmf)和40ml丙酮溶液混合,形成混合溶液a,将20g聚偏氟乙烯(pvdf)粉加入混合溶液中a,60℃水浴条件下,磁力搅拌2h至完全溶解,冷却至室温,备用;
43.调试湿法纺丝设备:纺丝液吸入注射器,安装垂直双通道针头,将镀银长丝束穿过垂直针头,拉至张力辊并绕两圈;纺丝设备参数设定:皮层纺丝液流速为2ml/h,芯层纱线牵拉速度(张力辊转速)为20mm/s,凝固浴温度设定为30℃。
44.纺丝结束后,将纱线放入50℃烘箱,烘干时间1h。将上述包芯纱极化,极化条件为:100℃,35min。
45.实施例3
46.配置25%pvdf皮层纺丝原液:将60mln,n-二甲基甲酰胺(dmf)和40ml丙酮溶液混合,形成混合溶液a,将25g聚偏氟乙烯(pvdf)粉加入混合溶液中a,60℃水浴条件下,磁力搅拌2h至完全溶解,冷却至室温,备用;
47.调试湿法纺丝装置:纺丝液吸入注射器,安装垂直双通道针头,将镀银长丝束穿过垂直针头,拉至张力辊并绕两圈;纺丝设备参数设定:皮层纺丝液流速为2ml/h,芯层纱线牵拉速度(张力辊转速)为20mm/s,凝固浴温度设定为30℃。
48.纺丝结束后,将纱线放入55℃烘箱,烘干时间1.5h。将上述包芯纱极化,极化条件为:90℃,40min。
49.实施例4
50.配置25%pvdf皮层纺丝原液:将60mln,n-二甲基甲酰胺(dmf)和40ml丙酮溶液混合,形成混合溶液a,将25g聚偏氟乙烯(pvdf)粉加入混合溶液中a,60℃水浴条件下,磁力搅拌2h至完全溶解,冷却至室温,备用;
51.调试湿法纺丝装置:纺丝液吸入注射器,安装垂直双通道针头,将镀银长丝束穿过垂直针头,拉至张力辊并绕两圈;纺丝设备参数设定:皮层纺丝液流速为4ml/h,芯层纱线牵拉速度(张力辊转速)为20mm/s,卷绕辊的卷绕速度为20mm/s。凝固浴温度设定为50℃。
52.纺丝结束后,将纱线放入50℃烘箱,烘干时间1h。将上述包芯纱极化,极化条件为:100℃,30min。
53.图5为制备的导电包芯纱织造成织物的压电电压测试结果,最高电压可达到2.4v,压电效果明显。
54.实施例5
55.配置85%p(vdf-trfe)皮层纺丝原液:将60mln,n-二甲基甲酰胺(dmf)和40ml丙酮溶液混合,形成混合溶液a,将85g聚偏氟乙烯-三氟乙烯p(vdf-trfe)粉加入混合溶液中a,60℃水浴条件下,磁力搅拌2h至完全溶解,冷却至室温,备用;
56.调试湿法纺丝装置:纺丝液吸入注射器,安装垂直双通道针头,将镀银长丝束穿过垂直针头,拉至张力辊并绕两圈;纺丝设备参数设定:皮层纺丝液流速为4ml/h,芯层纱线牵拉速度(张力辊转速)为20mm/s,凝固浴温度设定为40℃。
57.纺丝结束后,将纱线放入60℃烘箱,烘干时间2h。将上述包芯纱极化,极化条件为:
95℃,35min。