1.本发明涉及一种纺丝差别化涤纶产品生产领域,尤其涉及一种多用途网织纤维原料的生产工艺方法。
背景技术:
2.近年来,随着化纤行业的竞争激烈和设备的更新换代,市场产品品质进一步提升,传统的涤纶纤维品种市场竞争力明显不足,产品利润空间缩水,所以走产品差别化之路势在必行。目前市场上生产的多用途网织纤维原料丝开发难度大,生产工艺要求高,生产稳定性一般。
技术实现要素:
3.本发明旨在解决现有技术中存在的技术问题之一。
4.本技术提供了一种多用途网织纤维原料的生产工艺方法,其特征在于,包括原料输送、加热融化、熔体搅拌、计量增压泵、纺丝箱体、喷丝板组件、纺丝丝室、侧吹风网板、甬道、油轮、预网络、双热辊、主网络、卷绕机得到多用途网织纤维原丝。
5.采用上述的一种多用途网织纤维原料的生产工艺方法,包括纺丝箱体,喷丝板组件,纺丝丝室网板,油轮,预网络,主网络,双热辊,卷绕机等相关设备进行组合,生产设备设计合理,主要是熔体在纺丝箱体的恒温作用下,从喷丝板组件的丝孔错落均匀排布的丝孔挤出,经纺丝丝室侧吹风冷却定型,进入卷绕油轮上油系统,消除丝束带有的静电。丝束进入严格控制气压的预回络和主网络,进入双热辊加热定型,使丝束强伸和缩率更加均匀稳定,便于后道的加工处理,经过用于调试卡盘平衡度的工艺设备,校正后的卷绕机生产出丝饼成型良好。
6.优选为:在gr1热辊上增加到9.5圈。
7.优选为:对主网络气压进行调整,增加到4.5kg。
8.优选为:在纺丝箱体下甬道处加装一套侧吹风延长装置增加丝束的冷却面积,并对下甬道加宽。
9.优选为:将喷丝板组件的丝孔位落均匀排布设计,使得丝板每孔压力均匀,单丝纤度更加均匀,并使得所有单丝均不在同一直线上,便于丝束每根单丝冷却。
10.本发明同时公开了一种适于多用途网织纤维原料的生产工艺方法的喷丝板组件,其特征在于,包括喷丝板本体,所述喷丝板本体上设有丝孔,所述丝孔直径在0.42-0.54mm,其长径比为1.6-2.4,所述丝孔在喷丝板本体上呈同心圆结构排布,从内圈到外圈每圈的喷丝板微孔数量逐步增加,相邻内外圈的喷丝板微孔之间呈错位排列,并且所有喷丝板微孔的大小相同。
11.本发明同时公开了一种适于多用途网织纤维原料的生产工艺方法的侧吹风延长装置,包括设置在纺丝箱体侧下方的侧吹风室、圆形出丝喷头,所述圆形出丝喷头间隔设置在纺丝箱体上,所述侧吹风室上连接有供风组件,其特征在于,所述侧吹风室朝向圆形出丝
喷头的一侧侧壁上对应圆形出丝喷头设置有若干用于调节分配侧吹风室中的风进行吹风流向和流量的侧吹风控制分配组件。
12.优选为:所述圆形出丝喷头左右两侧呈对称还设有用于将侧吹风控制分配组件左右两侧分配的风量回风再利用的v形板,相邻的两块v型板固定在同一竖板上,竖板通过支架固定在侧吹风室侧壁上,相对的两块v型板中部与圆形出丝喷头位于同一水平线上,所述侧吹风控制分配组件包括设置在侧吹风室侧壁上且呈管状的主体,所述主体内部设置有用于将主体内分成五条不同流向且不同体积的弧形通道的四块阻隔板,四块阻隔板包括第一板、第二板、第三板和第四板,所述第一板与主体内壁围合成向左弯曲的第一弧形通道,所述第二板、第三板固定在第一板上且分别与主体及第一板配合形成向前弯曲的第二弧形通道和向后弯曲的第三弧形通道,所述第四板分别与第二板、第三板固定,所述第四板分别与第二板、第三板和主体形成向右弯曲的第四弧形通道,四块阻隔板围合成横截面呈喇叭状的第五通道,第五通道的体积大于第一弧形通道的体积等于第四弧形通道的体积大于第二弧形通道的体积等于第三弧形通道的体积,
13.优选为:所述第一板和第四板的上端均延伸到主体上端外,所述第一板和第四板的延伸部分与主体上端面所成的弧度设置在度-度之间,所述第二板、第三板的弧度在度-度之间。
14.优选为:所述v形板下半部分与竖板侧壁所成角度设置在度到度之间,所述v形板上半部分与竖板侧壁所成角度设置在度到度之间。
15.本发明的有益效果将在实施例中详细阐述,从而使得有益效果更加明显。
附图说明
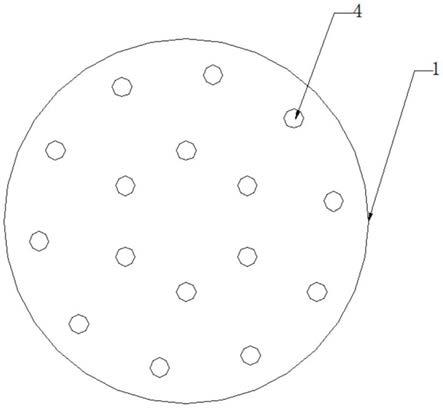
16.图1为本技术实施例中喷丝板具体结构示意图。
17.图2为本技术实施例中侧吹风延长装置俯视具体结构示意图。
18.图3为本技术实施例中侧吹风延长装置主视具体结构示意图。
19.图4为本技术实施例中主体具体结构示意图。
具体实施方式
20.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员获得的所有其他实施例,都属于本技术保护的范围。
21.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
22.下面结合附图,通过具体的实施例及其应用场景对本技术实施例进行详细地说明。
23.实施例1:
24.一种多用途网织纤维原料的生产工艺方法,在本发明具体实施例中,包括原料输送、加热融化、熔体搅拌、计量增压泵、纺丝箱体、喷丝板组件、纺丝丝室、侧吹风网板、甬道、油轮、预网络、双热辊、主网络、卷绕机得到多用途网织纤维原丝。
25.采用上述的一种多用途网织纤维原料的生产工艺方法,包括纺丝箱体,喷丝板组件,纺丝丝室网板,油轮,预网络,主网络,双热辊,卷绕机等相关设备进行组合,生产设备设计合理,主要是熔体在纺丝箱体的恒温作用下,从喷丝板组件的丝孔错落均匀排布的丝孔挤出,经纺丝丝室侧吹风冷却定型,进入卷绕油轮上油系统,消除丝束带有的静电。丝束进入严格控制气压的预回络和主网络,进入双热辊加热定型,使丝束强伸和缩率更加均匀稳定,便于后道的加工处理,经过用于调试卡盘平衡度的工艺设备,校正后的卷绕机生产出丝饼成型良好。
26.在本发明具体实施例中,在gr1热辊上增加到9.5圈。使纤维受热效果增加,后道染色更加均匀。
27.在本发明具体实施例中,对主网络气压进行调整,增加到4.5kg。使产品网络点牢度更好,不易散开,有利于后道织造。
28.在本发明具体实施例中,该品种因单丝纤度大,容易在生产过程中造成冷却不均匀,使后道染色出现差异,为了更好的达到客户的使用需求,在纺丝箱体下甬道处加装一套侧吹风延长装置,长80cm,宽122cm,增加丝束的冷却面积,并对甬道加宽。纺丝丝室加长网板的设计和对甬道加宽的设计,既能调大符合工艺要求的风速,又确保丝束冷却效果的同时又不与甬道相摩擦。
29.在本发明具体实施例中,将喷丝板组件的丝孔位落均匀排布设计,使得丝板每孔压力均匀,单丝纤度更加均匀,并使得所有单丝均不在同一直线上,便于丝束每根单丝冷却。通过丝孔位落均匀排布设计,使得喷丝板组件每孔压力均匀,单丝纤度更加均匀,并使得所有单丝均不在同一直线上,便于丝束每根单丝冷却。
30.该产品在日本tmt设备上研发通过对卷绕机平衡度的精确调整,使丝饼成型更加良好,减少滑丝、绊丝的产生。
31.综合所述,该发明方法生产的多用途网织纤维原料丝是国内首创,达到了国内先进水平,具有广阔的市场开发前量。
32.实施例2:
33.如图1所示,本发明同时公开了一种适于多用途网织纤维原料的生产工艺方法的喷丝板组件,本本发明具体实施例中,包括喷丝板本体1,所述喷丝板本体1上设有丝孔,所述丝孔直径在0.42-0.54mm,其长径比为1.6-2.4,所述丝孔在喷丝板本体1上呈同心圆结构排布,从内圈到外圈每圈的喷丝板微孔4数量逐步增加,相邻内外圈的喷丝板微孔4之间呈错位排列,并且所有喷丝板微孔4的大小相同。
34.喷丝板本体1采用同心圆分布结构的喷丝板微孔4,随着从每圈的喷丝板微孔4排列分布距离逐步增大、每圈的微孔数量适当增加、每圈微孔呈错位排列,微孔之间间隙较大,分布合理,单丝纤度较大,喷丝板本体1的直径为230mm,丝孔直径在0.42-0.54mm,其长径比为1.6-2.4,喷丝板微孔4之间的间隙较大,增强了冷却风的穿透率,确保了冷却效果。
35.实施例3:
36.如图2-4所示,本发明同时公开了一种适于多用途网织纤维原料的生产工艺方法
的侧吹风延长装置,包括设置在纺丝箱体侧下方的侧吹风室12、圆形出丝喷头11,所述圆形出丝喷头11间隔设置在纺丝箱体上,所述侧吹风室12上连接有供风组件,在本发明具体实施例中,所述侧吹风室12朝向圆形出丝喷头11的一侧侧壁上对应圆形出丝喷头11设置有若干用于调节分配侧吹风室12中的风进行吹风流向和流量的侧吹风控制分配组件。供风组件通常为进风管和设置在进风管上的风机。
37.为了提高侧吹风的冷却效果,冷却均匀避免染色差异,丝束从圆形出丝喷头11处出来后,在侧吹风室12朝向圆形出丝喷头11的一侧侧壁上对应圆形出丝喷头11设置有若干用于调节分配侧吹风室12中的风进行吹风流向和流量的侧吹风控制分配组件,使得侧吹风均匀的吹向丝束的表面,并充分对风量进行利用,现有技术中采用的是单侧持续的一个方向吹风,受到风量和风速的影响,其实实际的吹风冷却效率低下,且单位空间内对风的利用率低,需要的风量大,通过侧吹风控制分配组件可以有效的将风量均匀分配到丝束的表面,从而起到节能环保利用率高的作用。
38.在本发明具体实施例中,所述圆形出丝喷头11左右两侧呈对称还设有用于将侧吹风控制分配组件左右两侧分配的风量回风再利用的v形板31,相邻的两块v型板31固定在同一竖板32上,竖板32通过支架固定在侧吹风室12侧壁上,相对的两块v型板31中部与圆形出丝喷头11位于同一水平线上。
39.侧吹风控制分配组件包括设置在侧吹风室12侧壁上且呈管状的主体21,主体21可以是圆柱形的管也可以是方形的管,本实施例中优选为圆柱体,主体21内部设置有用于将主体21内分成五条不同流向且不同体积的弧形通道的四块阻隔板,根据丝束的形状,四块阻隔板包括第一板221、第二板222、第三板223和第四板224,第一板221与主体21内壁围合成向左弯曲的第一弧形通道231,第二板222、第三板223固定在第一板221上且分别与主体21及第一板221配合形成向前弯曲的第二弧形通道232和向后弯曲的第三弧形通道233,第四板224分别与第二板222、第三板223固定,第四板224分别与第二板222、第三板223和主体21形成向右弯曲的第四弧形通道234,四块阻隔板围合成横截面呈喇叭状的第五通道235,由于第五通道235的喇叭状构造,通过第五通道235的冷却气流能够均匀的扩散在丝束的侧面,确保侧面均匀冷却,而第一弧形通道231和第四弧形通道234则向左向右分别吹出,配合圆形出丝喷头11的结构,使得两侧风分别对两侧的丝束进行吹风冷却,并配合左右两侧的v型板31结构,使得两侧风在到达圆形出丝喷头11左右两侧中部后向中间回旋,并配合第五通道235、第二弧形通道232和第三弧形通道234吹出的风一起向上合并冷却吹风,第五通道235、第二弧形通道232和第三弧形通道234顶部没有弯曲的导风,而是采用前中后分段式向上吹风,第五通道235的体积大于第一弧形通道231的体积等于第四弧形通道234的体积大于第二弧形通道232的体积等于第三弧形通道233的体积,主要在于,由第五通道235处气流直接向上运动受重力因素的影响,因此需要更大流量的朝上运动的气流,这样能保证向上的冷却以及合流后的冷却需要,而第一弧形通道231的体积等于第四弧形通道234的体积是由于左右两侧风需要均匀一致,第四弧形通道234的体积大于第二弧形通道232的体积等于第三弧形通道233的体积,是前后需要风量一致,但是前后中的风量需要小于中间以及左右两侧需要回流的风量大小。
40.其中,各阻隔板是经过合理设计得出的优选结构,具体的,它们本身都是一个连续的弧形面,在本发明具体实施例中,第一板221和第四板224的上端均延伸到主体21上端外,
第一板221和第四板224的延伸部分与主体21上端面所成的弧度设置在45度-60度之间,其延伸段的长度需要是圆形出丝喷头11半径的五分之一到四分之一之间,圆形出丝喷头11到主体21上端之间的距离控制在小于圆形出丝喷头11半径的二分之一,第二板222、第三板223的弧度设置在30度-45度之间,此处主要是考虑到,圆形出丝喷头11到主体21上端之间气流运行距离对主体21上端出气冷却的影响。
41.在本发明具体实施例中,所述v形板31下半部分与竖板32侧壁所成角度设置在15度到45度之间,所述v形板31上半部分与竖板32侧壁所成角度设置在45度到60度之间。
42.在本技术中,v型板31上下两部分的倾斜角度需要与主体21上端的第一板221和第四板224的上端延伸部分进行配合设置,假定第一板221和第四板224的延伸部分与主体21上端面所成的弧度为45度,则此时,v形板31下半部分与竖板32侧壁所成角度设置在15度,v形板31上半部分与竖板32侧壁所成角度设置在60度;若第一板221和第四板224的延伸部分与主体21上端面所成的弧度为60度,则此时,v形板31下半部分与竖板32侧壁所成角度设置在45度,v形板31上半部分与竖板32侧壁所成角度设置在45度。该角度的配置用于协调向左向右的风被v型板31截取后反流的量,便于控制。
43.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合各种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
44.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。