1.本实用新型涉及火焰钎焊设备技术领域,具体涉及一种自动点火装置。
背景技术:
2.自动火焰钎焊机是建立在气动控制技术、plc控制技术等基础上的一种自动焊接机器,在五金行业及汽车制造领域被广泛的应用。自动焊机在待机时火枪头的火焰不能自动熄灭,需要人工手动熄灭,当工人离开岗位时会经常忘记关闭火焰,导致火枪头一直在火焰待机状态,造成了资源浪费。因此需要一种能够自动熄灭火焰的点火装置。
技术实现要素:
3.本实用新型针对现有的技术问题,提供一种自动点火装置。
4.本实用新型解决上述技术问题的技术方案如下:一种自动点火装置,包括气缸、与气缸输出端连接的点火平台,所述点火平台上设有多个高压点火器,多个所述高压点火器通过柔性电缆分别连接有点火针,所述高压点火器与电控制系统连接,所述气缸和电磁阀分别与控制系统通信连接。
5.本实用新型的有益效果是:点火针在焊接开始前自动点火,在焊接完成后火焰能够自动熄火,避免资源浪费。控制系统对高压点火器的状态进行控制,根据焊接情况向点火针输出高压电产生火花,实现点火或关闭高压点火器,从而实现自动点火和熄火。
6.在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
7.进一步,还包括多个火枪头,所述火枪头与所述点火针相对应,所述火枪头通过管路与气源连接,所述管路上设有燃气电磁阀,所述燃气电磁阀与所述控制系统通信连接。
8.采用上述进一步技术方案的有益效果是,对火头枪喷出的燃气进行点燃,实现对工件进行焊接,控制系统可控制燃气电磁阀打开,使燃气输送至火头枪的出口处。
9.进一步,所述柔性电缆包括高压线和波纹管,所述高压线与点火针连接,所述波纹管与高压线捆绑连接。
10.采用上述进一步技术方案的有益效果是,根据火头枪的位置可对柔性电缆进行任意弯折,满足不同位置火头枪的点火需求,同时可避免点火针之间发生干涉。
11.进一步,所述火枪头与驱动气缸连接,并在所述驱动气缸的作用下沿电动滑台移动。
12.采用上述进一步技术方案的有益效果是,使火枪头按照焊接位置进行稳定移动,保证焊接质量。
13.进一步,还包括磁性开关一和磁性开关二,所述磁性开关一与所述气缸电连接,所述磁性开关二与所述驱动气缸电连接。
14.采用上述进一步技术方案的有益效果是,通过磁性开关实现对点火针和火枪头移动的位置进行检测,保证点火针和火枪头移动至指定位置,保证正常焊接。
15.进一步,所述点火针对火枪头的点火时间为2秒-3秒。
16.采用上述进一步技术方案的有益效果是,既能保证正常点火,同时可节约点火时间,提高焊接效率。
附图说明
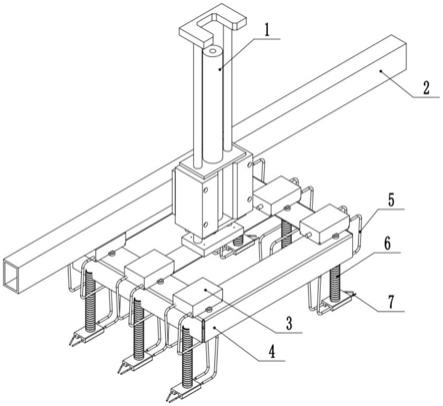
17.图1为本实用新型实施一的结构示意图;
18.图2为本实用新型实施例一的立体图;
19.图3为本实用新型实施例二点火位置的示意图;
20.图4为本实用新型点火完成后点火针退回的示意图。
21.附图标记记录如下:1、气缸;2、焊接支架;3、高压点火器;4、点火平台;5、高压线;6、波纹管;7、点火针;8、火枪头;9、电动滑台;10、驱动气缸。
具体实施方式
22.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
23.实施例1
24.请参照图1和图2,一种自动点火装置,包括气缸1,所述气缸1安装在焊接支架2上,所述气缸1的输出端连接有点火平台4,所述点火平台4上设有多个高压点火器3,多个所述高压点火器3通过柔性电缆分别连接有点火针7,所述高压点火器3和气缸1分别与控制系统通信连接。
25.手动调整柔性电缆,从而使点火针7的位置与待点火位置相对应,气缸1与触发按钮电连接,当按下触发按钮后,气缸1开始工作,气缸1驱动点火平台4向待点火位置移动,高压点火器3向点火针7提供高压火花,实现点火。
26.控制系统包括对气缸1移动距离和高压点火器3点火时间进行控制的控制程序,控制程序可采用现有技术中的plc控制程序实现。
27.所述柔性电缆包括高压线5和波纹管6,所述高压线5和点火针7电连接,所述波纹管6与高压线5捆绑在一起,所述波纹管6为金属波纹管,从而可任意调节点火针7的位置和角度,并使点火针7的位置保持不变,满足不同位置的点火需求。
28.在所述气缸1的上限和下限位置均设有磁性开关一,所述磁性开关一与所述气缸1电连接,分别检测气缸1的上、下限位置。通过检测气缸1移动的位置,实现对点火针7位置进行检测,使点火针7下移至指定位置,保证正常点火。+
29.实施例2
30.请参照图3和图4,与实施例1不同的是还包括多个火枪头8,其余与实施例一相同。
31.所述火枪头8的数量与所述点火针7相对应,所述火枪头8位于所述点火针7的下方,可避免点火针7在点火时与火枪头8发生干涉,所述火枪头8通过管路与气源连接,所述管路上设有燃气电磁阀,所述燃气电磁阀与所述控制系统和触发按钮通信连接。
32.当按压触发按钮时,燃气电磁阀打开,开始对火枪头8进行供气,通过控制系统对火枪头8的供气时间进行控制。
33.所述火枪头8与驱动气缸10连接,并在所述驱动气缸10的作用下沿电动滑台9移动
至指定位置实现点火,其中点火针7对火枪头8的点火时间为2秒至3秒;当点火完成后,点火针7退回至初始状态,火枪头8在驱动气缸10的作用下移动至工件,对工件进行焊接操作。
34.可选的,多个所述火枪头8可以安装在u型支架上,所述u型支架与驱动气缸10连接,将多个火枪头8安装在同一个u型支架上,方便对火枪头8进行同时移动,操作方便,并可节约安装空间。
35.在驱动气缸10的初始位置和终止位置均设有磁性开关二,从而对火枪头8的位置进行检测,其中初始位置的磁性开关二与所述燃气电磁阀电连接,当磁性开关二检测到驱动气缸10回复至初始位置时,燃气电磁阀关闭,停止对火枪头8供气。
36.本实用新型对火枪头8进行点火的工作过程如下:
37.1.通过弯折柔性电缆实现对点火针7的位置进行调整,使气缸1向下移动时,点火针7与火枪头8一一对应;
38.2.按下触发按钮,高压点火器3向点火针7输出高压火花,气源向火枪头8输出可燃气体,气缸1带动点火针7向下移动直至下限位置;
39.3.点火针7对火枪头8进行点火,通过程序写入点火时间,点火时间为2秒或3秒,点火完成后,气缸1向上移动;
40.4.火枪头8在驱动气缸10的作用下向工件移动进行焊接作业,其中工件的焊接参数在设备上设定,焊接程序结束后即焊接完成后,火枪头8退回;
41.5.当火枪头8退回至初始位置时,初始位置的磁性开关二向燃气电磁阀发送信号,燃气电磁阀关闭,切断火枪头8的气源,实现自动灭火;
42.6.焊接完成,等待下次点火流程。
43.其中在步骤4中,若焊材融化不充分,火枪头8在退回至初始位置之前,按下补火按钮,火枪头8由后退动作切换至补火作业,火枪头8对工件进行补火操作,从而保证工件的焊接质量。
44.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。