1.本实用新型涉及常压罐尾气净化技术领域,具体涉及一种常压罐尾气处理系统。
背景技术:
2.常压储罐是石油化工生产中广泛使用的储存设备,在炼油行业中用来储存各种原料油、半成品油、成品油、芳烃产品及液化气等。常压储罐通常具有与大气直接相通的接管,始终保持储罐内的操作压力不超过设计压力。
3.目前,国内以氧化法生产环己酮的工艺中,有四个中间储罐位于中间罐区。分别为用于储存高压废碱液的t-51601罐、储存粗醇酮的t-51802罐、储存产品(环己酮)的t-51803罐以及储存中间产品(环己醇)的t-51804罐。上述四个储罐均为常压罐,且储存的物料分别含有环己烷、环己醇、环己酮等易燃易爆有机物。出于安全考虑,现有的工艺在罐顶设有氮气密封装置并保持各储罐内处于微正压,防止空气进入罐内形成爆炸性混合物。同时,罐顶设有呼吸阀,防止氮气持续进入罐内造成罐憋压甚至罐体胀罐、爆裂等风险。但是,现有技术中,罐顶呼吸阀为对空排放,持续的有含有非甲烷总烃等有机物的气体从呼吸阀处飘向大气,造成现场异味大、风险高,不利于现场安全生产及安全环保的要求。
技术实现要素:
4.鉴于现有技术存在的上述问题,本实用新型的目的在于提供一种常压罐尾气处理系统,其能够对常压罐尾气进行有效处理,减少工艺现场异味的排放,解决中间储罐有机气体外排带来的安全环保问题。
5.为了实现上述目的,本实用新型提供了一种常压罐尾气处理系统,包括:分离罐,与常压罐的尾气出口通过第一尾气管路连接,以使所述常压罐内的尾气流入所述分离罐中进行分离处理;
6.催化燃烧反应器,与所述分离罐的出口连接,以将所述分离罐分离出的不凝气进行燃烧处理;
7.真空泵,设于所述分离罐与所述催化燃烧反应器之间的管路上,用于将所述分离罐内的不凝气送入所述催化燃烧反应器。
8.在一些实施例中,所述常压罐尾气处理系统还包括分别连接至所述常压罐和所述分离罐的氮气管路,靠近所述常压罐的氮气进口和所述分离罐的氮气进口的氮气管路上分别设有第一调节阀,以分别调节所述常压罐和所述分离罐的压力。
9.在一些实施例中,所述常压罐尾气处理系统还包括第二尾气管路,所述第二尾气管路的一端连接于所述常压罐的尾气出口,所述第二尾气管路上设有呼吸阀,以使所述常压罐内的尾气外排。
10.在一些实施例中,所述第二尾气管路上设有阻火器。
11.在一些实施例中,所述第一尾气管路上设有切断阀,当所述常压罐为多个时,多个所述常压罐通过多个第一尾气管路分别连接至所述分离罐,每个所述第一尾气管路上均设
有所述切断阀,多个所述切断阀联锁。
12.在一些实施例中,所述常压罐包括第一常压罐,所述常压罐尾气处理系统还包括与所述第一常压罐的尾气出口连接的换热器,所述换热器的气相出口分别连接至所述第一尾气管路和所述第二尾气管路,所述换热器的冷凝液出口连接至冷凝液罐,所述冷凝液罐上设有与所述氮气管路连接的氮气进口。
13.在一些实施例中,所述冷凝液罐的尾气出口分别连接至所述第一尾气管路和所述第二尾气管路。
14.在一些实施例中,所述真空泵与所述催化燃烧反应器之间的管路上设有与所述真空泵的进口连接的回流管路,所述回流管路上设有第二调节阀。
15.在一些实施例中,所述第一调节阀和所述第二调节阀均为自调阀。
16.在一些实施例中,所述真空泵为水环式真空泵。
17.与现有技术相比较,本实用新型提供的常压罐尾气处理系统通过将常压罐内含有机物料的尾气集中送入分离罐中进行分离处理,并通过真空泵将分离出的不凝气送入催化燃烧反应器中进行催化燃烧处理,对常压罐内的尾气集中回收处理,能够减少异味排放等,实现尾气的有效处理,解决气体外排带来的安全环保问题,满足安全及环保要求。
附图说明
18.在不一定按比例绘制的附图中,相同的附图标记可以在不同的视图中描述相似的部件。具有字母后缀或不同字母后缀的相同附图标记可以表示相似部件的不同实例。附图大体上通过举例而不是限制的方式示出各种实施例,并且与说明书以及权利要求书一起用于对所实用新型的实施例进行说明。在适当的时候,在所有附图中使用相同的附图标记指代同一或相似的部分。这样的实施例是例证性的,而并非旨在作为本装置的穷尽或排他实施例。
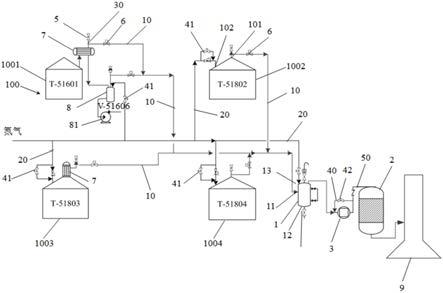
19.图1为本实用新型实施例的常压罐尾气处理系统的结构示意图。
20.附图标记:
21.1-分离罐、11-第一出口、12-第二出口、13-分离罐的氮气进口;2-催化燃烧反应器;3-真空泵;41-第一调节阀、42-第二调节阀;5-呼吸阀;6-切断阀;7-换热器;8-冷凝液罐、81-增压泵;9-地面火炬装置;
22.100-常压罐、101-常压罐的尾气出口、102-常压罐的氮气进口;1001-第一常压罐、1002-第二常压罐、1003-第三常压罐、1004-第四常压罐;
23.10-第一尾气管路;20-氮气管路、30-第二尾气管路、40-回流管路、50-输送管路。
具体实施方式
24.为了使得本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。
25.除非另外定义,本实用新型使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”或者“包含”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的
元件或者物件及其等同,而不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而是可以包括电性的连接,不管是直接的还是间接的。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
26.为了保持本实用新型实施例的以下说明清楚且简明,本实用新型省略了已知功能和已知部件的详细说明。
27.图1示出本实用新型实施例的常压罐尾气处理系统的结构示意图。如图1所示,本实用新型实施例提供了一种常压罐尾气处理系统,包括:
28.分离罐1,与常压罐100的尾气出口101通过第一尾气管路10连接,以使常压罐100内的尾气流入分离罐1中进行分离处理;
29.催化燃烧反应器2,与分离罐1的第一出口11连接,以将分离罐1分离出的不凝气进行燃烧处理;
30.真空泵3,设于分离罐1与催化燃烧反应器2之间的管路上,用于将分离罐1内的不凝气送入催化燃烧反应器2。
31.本实用新型实施例提供的常压罐尾气处理系统通过将常压罐100内含有机物料的尾气集中送入分离罐1中进行分离处理,并通过真空泵3将分离出的不凝气送入催化燃烧反应器2中进行催化燃烧处理,对常压罐内的尾气集中回收处理,能够减少异味排放,实现尾气的有效处理,满足安全及环保要求。
32.具体地,如图1所示,本实施例中常压罐为氧化法生产环己酮工艺中的四个中间储罐,其中,第一常压罐1001为用于储存高压废碱液的t-51601罐、第二常压罐1002为用于储存粗醇酮的t-51802罐、第三常压罐1003为用于储存产品(环己酮)的t-51803罐、第四常压罐1004为用于储存中间产品(环己醇)的t-51804罐1004。
33.分离罐1的第一出口11为尾气出口,设于所述分离罐1的顶部,分离罐1的底部设有第二出口12,第二出口12为凝液回收口,用于回收分离后的凝液。分离罐1也可以为一种常压储罐。
34.进一步地,常压罐尾气处理系统还包括分别连接至常压罐100和分离罐1的氮气管路20,靠近常压罐100的氮气进口102和分离罐1的氮气进口13的氮气管路20上分别设有第一调节阀41,以分别调节常压罐100和分离罐1的压力。
35.常压罐100的氮气进口102和分离罐1的氮气进口13分别设于常压罐100和分离罐1的罐顶,氮气通过氮气管路20从罐顶分别输入常压罐100和分离罐1中进行氮气密封,以对常压罐100和分离罐1进行密封保护;同时,通过设置第一调节阀41(氮气密封控制阀)快速调节各常压罐100以及分离罐1内的压力,可以保证各储罐的压力处于正常的压力范围(例如微正压)。
36.第一调节阀41为自调阀,可以根据储罐(包括常压罐100和分离罐1)压力自动调节,当储罐内的压力小于设定值时,第一调节阀41开启,氮气通过氮气管路20输入储罐内,使储罐压力逐渐回升到设定值。当储罐压力达到设定值后,第一调节阀41关闭。
37.进一步地,第一调节阀41不仅能够通过控制氮气管路20的开启或关闭调节储罐的压力;还能够调节进入储罐内的氮气流量,通过氮气流量变化来实现压力的快速调节。
38.具体实施中,第一调节阀41可以包括用于开启或关闭氮气管路20的开闭阀以及用
于调节氮气流量的流量阀,开闭阀和流量阀可以分别设置,也可以为一整体式的控制阀(既能控制开启或关闭,也能控制流量)。
39.在一些实施例中,第一尾气管路10上设有切断阀6,当常压罐100为多个时,多个常压罐100通过多个第一尾气管路10分别连接至分离罐1,每个第一尾气管路10上均设有切断阀6,以对每个常压罐100分别进行控制,且多个第一尾气管路10上的切断阀6联锁。各切断阀6联锁,当储罐压力低于设定值时,联锁启动,可以将各切断阀6关闭,将真空泵3切出,防止常压罐100或分离罐1内因真空泵3持续抽负压而抽瘪;同时,可以将第一调节阀41开启,向储罐内输入氮气,使得储罐内压力回升,并在储罐内压力回升到设定值时将切断阀6开启,使得真空泵3继续工作,以将常压罐100内的尾气送入分离罐1中,并将分离罐1内分离出的不凝气送入催化燃烧反应器2中。当储罐压力高于设定值时,可以在切断阀6处于开启的状态下,通过真空泵3的抽负压作用而使储罐内的压力降低,并将尾气输送至催化燃烧反应器2进行燃烧处理。
40.本实施例中,通过真空泵3和切断阀6的配合,在储罐压力较高时使其降低保证压力稳定,相较于直接通过呼吸阀5或泄压人孔将常压罐100和分离罐1内的尾气直接对空排放,可以有效防止环境污染。呼吸阀5或泄压人孔仅在紧急情况下开启使用,通常处于关闭状态。
41.在一些实施例中,常压罐尾气处理系统还包括第二尾气管路30,第二尾气管路30的一端连接于常压罐100的尾气出口101,第二尾气管路30上设有呼吸阀5,以使常压罐100内的尾气外排。呼吸阀5可以在紧急情况下开启,将常压罐100内含有机物料的尾气外排,防止罐体超压膨胀。
42.进一步地,第二尾气管路30上设有阻火器(图中未示出),用于在常压罐100通过第一尾气管路10将尾气输送至分离罐1的过程中防止火星窜入常压罐100导致起火、爆炸。
43.在一些实施例中,各常压罐100的罐顶安装有泄压人孔(图中未示出),当常压罐100内的压力超过设定值后可通过泄压人孔,快速将常压罐100内的压力泄出,防止储罐内压力升高带来的安全隐患。分离罐1的罐顶也可安装泄压人孔,其结构与常压罐100类似,此处不再赘述。本实施例中,上述呼吸阀5和泄压人孔均可实现储罐内气体的紧急放空。
44.在一些实施例中,如图1所示,第一常压罐1001的尾气出口101连接有换热器7,换热器7的气相出口分别连接至第一尾气管路10和第二尾气管路30,换热器7的冷凝液出口连接至冷凝液罐8(v-51606罐),冷凝液罐8上设有与氮气管路20连接的氮气进口。换热器7为冷凝器,当第一常压罐1001内的尾气温度较高时,先经过换热器7换热进行冷却,冷凝后的有机物和水进入冷凝液罐8,气相通过第一尾气管路10进入分离罐1中进行分离,或者,气相在紧急情况下通过第二尾气管路30外排。第三常压罐1003的尾气出口101处也连接有换热器7。
45.冷凝液罐8的罐顶设有尾气出口,该尾气出口分别连接至第一尾气管路10和第二尾气管路30,第一尾气管路10上靠近尾气出口的位置设有第一调节阀41,第二尾气管路30上设有呼吸阀5。即冷凝液罐8内的包含有机物料的气体也可以进入分离罐1和催化燃烧反应器2中进行处理。该第一调节阀41为既能控制开启或关闭,又能控制流量的整体式控制阀。冷凝液罐8的罐底设有凝液回收口,与凝液回收口连接的凝液管路上设有增压泵81,以便于物料回收。设于冷凝液罐8的罐顶的氮气进口连接至氮气管路20,以利用氮气对冷凝液
罐8进行密封保护。本实施例中,如图1所示,由于第一常压罐1001内的尾气依次连接换热器7和冷凝液罐8,并在冷凝液罐8的罐顶设有氮封结构,因此,第一常压罐1001可以不设置氮封结构。具体实施中,第一常压罐1001也可以设置独立的氮封结构。
46.本实施例中,真空泵3优选为水环式真空泵(液环真空泵),真空泵3压缩气体的温度低,极易适合抽吸压送易燃易爆的气体,可以保证整个系统的安全运行。
47.在一些实施例中,真空泵3与催化燃烧反应器2之间的输送管路50上设有与真空泵3的进口连接的回流管路40,回流管路40上设有第二调节阀42。
48.第二调节阀42为自调阀,靠近真空泵3的进口设置,可以保证真空泵3的进口压力在设定范围内,进而保证整个系统的压力稳定。
49.真空泵3与催化燃烧反应器2之间的输送管路50为上述第一尾气管路10的一部分。
50.本实施例中,在分离罐1的进、出口管路上分别通过第一调节阀41和第二调节阀42对分离罐1的压力进行分程调节,可以保证分离罐1的压力稳定,使得各常压罐100内排出的尾气在真空泵3的作用下顺利进入催化燃烧反应器2。
51.在一些实施例中,真空泵3与催化燃烧反应器2之间的输送管路50上设有止回阀和阻火器。止回阀设于回流管路40和输送管路50的连接处的上游,使得输送管路50内的尾气只能单向朝向催化燃烧反应器2流动,并可以通过回流管路40回流,即将尾气的单向输送和回流分开,以对管路内尾气的流动进行精确控制,提高整个尾气处理系统的控制精度。在输送管路50上设置阻火器,可以对该段管路进行保护,防止起火、爆炸等。
52.在一些实施例中,常压罐尾气处理系统还包括与催化燃烧反应器2的出口连接的地面火炬装置9,可以在催化燃烧反应器2后对可燃尾气进行进一步燃烧处理,燃烧后无害化排放,保证尾气燃烧充分,符合安全及环保要求。
53.本实用新型实施例提供的常压罐尾气处理系统通过上述的第一调节阀41、呼吸阀5、切断阀6以及第二调节阀42等控制阀的配合,保证了各储罐的设备安全。另外,通过在各储罐上设置阻火器和氮气保护,可以进一步保证各储罐的安全运行。
54.以上实施例仅为本实用新型的示例性实施例,不用于限制本实用新型,本实用新型的保护范围由权利要求书限定。本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型的保护范围内。