1.本发明涉及一种新型热管及其制造工艺。
背景技术:
2.热管是一种快速传热原件,其原理是在密闭腔中存在液体与其饱和气体的两相流体,并且在腔体壁(管壁)为相同温度时,气液达到平衡;一旦管壁有不同温度时,热的部分的液体迅速蒸发变成其他,吸收热量降低管壁温度,而冷的部位气体则迅速冷凝变成液体,放出热量使管壁温度升高,从而形成热部位向冷部位迅速传热,达到管壁温度均衡的作用。随着液体不断在热处蒸发,变成气体并流向冷处,冷处气体不断冷凝变成液体,并沿通道不断流到热处;这样构成了液体与气体的循环流动,同时,热处液体不断蒸发,冷处气体不断冷凝,因此起到快速传热的效果;通常,热管有圆管形,扁管形等形状,其管壁材料为铜或不锈钢等材质制成。
3.目前,集成电路向着高密度、大功率方向发展,使得芯片热流密度提高,散热空间减小,其导致热管向微小化发展,设计出散热性良好宽薄型且有足够支撑结构的热管是现有的难题之一。
技术实现要素:
4.本发明的目的是克服上述缺陷,提供一种新型热管及其制造工艺。
5.本发明采用以下技术方案:
6.一种新型热管,包括热管本体,所述热管本体包括:密封的壳体;所述壳体内包括工作液体,以及设于所述壳体内的气体通道、液体通道;所述气体通道为憎水性材料涂层涂覆在所述壳体的部分内壁上,并在壳体内围成的憎水性薄层空腔;所述液体通道为壳体内部分未设有憎水性材料涂层而形成的亲液性内壁所围成的亲液性薄层空腔;所述气体通道与所述液体通道具有相互连通的气液交界面;所述气体通道在壳体封闭前抽成真空;所述液体通道在壳体封闭前注满液体;所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽,以便支撑固定薄层空腔的厚度,不会造成热管塌陷。
7.优选的,所述壳体上下两面均设有支撑凹点或支撑凹槽。
8.优选的,所述气体通道和液体通道的薄层空腔厚度均小于0.1mm,或均小于0.05mm。
9.优选的,所述热管本体的总体厚度不大于0.3mm。
10.一种制作新型热管的制造工艺,包括以下步骤:
11.步骤一、采用薄铜板制出若干个支撑凹点或支撑凹槽。
12.步骤二、在薄铜板内侧,间隔沿薄铜板长度方向制作出憎水性表面涂层。
13.步骤三、采用若干薄铜板制作成壳体,并使得壳体内部憎水性材料涂层的部分,形成气体通道,其他未涂抹憎水性表面涂层的部分形成液体通道。
14.步骤四、在所述壳体内气体通道抽真空,液体通道注入工作液体后,密封壳体。
15.优选的,所述步骤一中,采用冲压设备冲压薄铜板制出若干个支撑凹点或支撑凹槽。
16.优选的,所述步骤二中,通过印刷设备,在薄铜板内侧,间隔沿薄铜板长度方向印刷出憎水性表面涂层。
17.优选的,所述步骤三中,采用两片所述薄铜板相叠以形成壳体。
18.优选的,所述步骤三中,采用一片所述薄铜板对折以形成壳体。
19.现有热管是根据亲水性毛细管的孔径效应,使得液体吸附在液体通道的吸液芯上,并渗流至发热蒸发的部位;而本发明的热管,是将液体排斥在气体通道之外(由于作为气体通道的憎水性涂料对液体的排斥,液体只能充满在除气体通道外,其他部位形成液体通道,液体不能进入气体通道),使液体填充在液体通道之中,并渗流或流动至发热蒸发的部位。
20.本发明的有益效果为:本发明的热管并不必须要求气体通道为大孔隙多孔材料制成、液体通道为小孔隙多孔材料制成,而是采用憎水性涂料形成气体通道;因此热管尺寸就无需受需要保留足够大的空间设置气体通道的限制,可以将热管制作的非常细或薄,突破现有最薄0.4mm热管的厚度;同时,为了避免生产宽薄型热管,中间产生塌陷,所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽,以便支撑固定薄层空腔的厚度,热管不会因为塌陷,进而导致无法正常工作。
附图说明
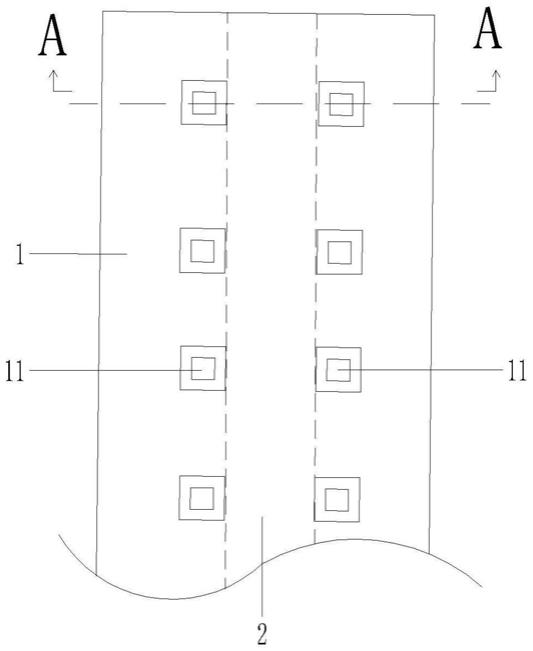
21.图1是本发明实施例一的示意图。
22.图2是本发明图1中a-a方向的剖视图。
23.图3是本发明实施例二的示意图。
24.图4是本发明图3中a-a方向的剖视图
25.图5是本发明实施例三的示意图。
26.图6是本发明实施例四的示意图。
具体实施方式
27.为了使本发明的目的、技术方案更加清楚,以下结合附图及实施例,对本发明进行进一步说明:
28.实施例一:
29.如图1、图2所示的一种新型热管,包括热管本体,所述热管本体包括:密封的壳体1;所述壳体内包括工作液体,以及设于所述壳体内的气体通道2、液体通道3;所述气体通道为憎水性材料涂层21涂覆在在所述壳体的部分内壁上,以便在壳体内围成的憎水性薄层空腔;所述液体通道为壳体内部分未设有憎水性材料涂层而形成的亲液性内壁所围成的亲液性薄层空腔;所述气体通道与所述液体通道具有相互连通的气液交界面;所述气体通道在壳体封闭前抽成真空;所述液体通道在壳体封闭前注满液体;所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽11,以便支撑固定薄层空腔的厚度,不会塌陷;若干所述支撑凹点或支撑凹槽11平行设置且相互对称布置。
30.实施例二:
31.如图3、图4所示的一种新型热管,包括热管本体,所述热管本体包括:密封的壳体1;所述壳体内包括工作液体,以及设于所述壳体内的气体通道2、液体通道3;所述气体通道为憎水性材料涂层21涂覆在在所述壳体的部分内壁上,以便在壳体内围成的憎水性薄层空腔;所述液体通道为壳体内部分未设有憎水性材料涂层而形成的亲液性内壁所围成的亲液性薄层空腔;所述气体通道与所述液体通道具有相互连通的气液交界面;所述气体通道在壳体封闭前抽成真空;所述液体通道在壳体封闭前注满液体;所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽11,以便支撑固定薄层空腔的厚度,不会塌陷;若干所述支撑凹点或支撑凹槽11平行设置且相互错开布置。
32.实施例三:
33.如图5所示的一种新型热管,包括热管本体,所述热管本体包括:密封的壳体1;所述壳体内包括工作液体,以及设于所述壳体内的气体通道2、液体通道3;所述气体通道为憎水性材料涂层21涂覆在在所述壳体的部分内壁上,以便在壳体内围成的憎水性薄层空腔;所述液体通道为壳体内部分未设有憎水性材料涂层而形成的亲液性内壁所围成的亲液性薄层空腔;所述气体通道与所述液体通道具有相互连通的气液交界面;所述气体通道在壳体封闭前抽成真空;所述液体通道在壳体封闭前注满液体;所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽11,以便支撑固定薄层空腔的厚度,不会塌陷;优选的,形成n条气体通道,n+1条液体通道(n为大于0的自然数),且按每条气体通道旁均为液体通道进行排布,本例中为两条气体通道,三条液体通道。
34.实施例四:
35.如图6所示的一种新型热管,包括热管本体,所述热管本体包括:密封的壳体1;所述壳体内包括工作液体,以及设于所述壳体内的气体通道2、液体通道3;所述气体通道为憎水性材料涂层21涂覆在在所述壳体的部分内壁上,以便在壳体内围成的憎水性薄层空腔;所述液体通道为壳体内部分未设有憎水性材料涂层而形成的亲液性内壁所围成的亲液性薄层空腔;所述气体通道与所述液体通道具有相互连通的气液交界面;所述气体通道在壳体封闭前抽成真空;所述液体通道在壳体封闭前注满液体;所述壳体上设有多个凹陷而形成的支撑凹点或支撑凹槽11,以便支撑固定薄层空腔的厚度,不会塌陷;优选的,所述壳体上下两面均设有支撑凹点或支撑凹槽(若干所述支撑凹点或支撑凹槽11分布于壳体1的上、下两面)。
36.优选的,所述气体通道和液体通道的薄层空腔厚度均小于0.1mm,或均小于0.05mm。
37.优选的,所述热管本体的总体厚度不大于0.3mm。
38.一种制作新型热管的制造工艺,包括以下步骤:
39.步骤一、采用薄铜板制出若干个支撑凹点或支撑凹槽。
40.步骤二、在薄铜板内侧,间隔沿薄铜板长度方向制作出憎水性表面涂层。
41.步骤三、采用若干薄铜板制作成壳体,并使得壳体内部憎水性材料涂层的部分,形成气体通道,其他未涂抹憎水性表面涂层的部分形成液体通道。
42.步骤四、在所述壳体内气体通道抽真空,液体通道注入工作液体后,密封壳体。
43.优选的,所述步骤一中,采用冲压设备冲压薄铜板制出若干个支撑凹点或支撑凹槽。
44.优选的,所述步骤二中,通过印刷设备,在薄铜板内侧,间隔沿薄铜板长度方向印刷出憎水性表面涂层。
45.优选的,所述步骤三中,采用两片所述薄铜板相叠以形成壳体。
46.优选的,所述步骤三中,采用一片所述薄铜板对折以形成壳体。
47.在发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
48.在发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
49.本发明所采用的部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
50.以上所述,仅是本发明较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,仍属于本发明的保护范围。