1.本技术涉及真空除气炉加热的领域,尤其是涉及一种多工位除气炉的加热系统。
背景技术:
2.目前,在对一些工件进行热处理时,需要在真空状态下对工件进行加热,所使用的设备为通过真空除气炉为工件提高一个真空环境,然后通过除气炉的加热装置为工件加热,从而达到对工件在真空环境下加热处理的目的。
3.目前所使用真空除气炉包括用于放置工件的石英钟罩以及用于对石英钟罩内的工件进行加热的加热装置,其中,加热装置为缠绕在石英钟罩上的加热丝,通过加热丝发热实现对石英钟罩内工件的加热。
4.但是在通过加热丝对石英钟罩内的工件进行加热时,加热丝散发的热量也会散发至空气中,从而造成热量流失,加热效率较低。
技术实现要素:
5.为了减少热量散发至空气中造成的热量损失,提高加热效率,本技术提供一种多工位除气炉的加热系统。
6.本技术提供的一种多工位除气炉的加热系统采用如下的技术方案:
7.一种多工位除气炉的加热系统,包括安装板、安装在所述安装板上的电磁线圈以及用于对所述安装板进行支撑固定的支座,所述电磁线圈通入高频交变电流时将产生用于对工件进行加热的高频电磁波。
8.通过采用上述技术方案,当需要对石英钟罩内的工件进行加热时,直接操作安装板,带动电磁线圈套设在石英钟罩内,然后为电磁线圈通入高频的交变电流,此时电磁线圈将产生高频电磁波,高频电磁波将穿透石英钟罩到达位于石英钟罩的工件上,使得工件自行发热,从而达到对工件加热的目的。而且由于该方式是通过工件自行发热的,所以将会大大减少热量散发至空气中造成的热量损失,大大提高了加热效率。
9.可选的,所述安装板上安装有红外测温仪,所述红外测温仪的探测端朝向所述电磁线圈的轴线。
10.通过采用上述技术方案,当对石英钟罩内的工件进行加热时,由于石英钟罩放置在电磁线圈内部,所以红外测温仪的探测端将正对石英钟罩内的工件,由于石英钟罩为透明件,所以红外测温仪能够根据工件散发的红外线强度确定工件的温度,便于工作人员对工件的加热温度进行实时的检测。
11.可选的,所述安装板上固接有安装杆,所述红外测温仪铰接在所述安装杆上。
12.通过采用上述技术方案,工作人员可以根据需要操作红外测温仪绕与安装杆的铰接轴转动,从而调节红外测温仪的检测角度。
13.可选的,所述安装杆包括固接在所述安装板上的第一杆以及转动连接在所述第一杆远离所述安装板一端的第二杆,所述红外测温仪设置在所述第二杆远离所述第一杆的一
端。
14.通过采用上述技术方案,通过操作第二杆相对于第一杆转动,即可调节安装在第二杆上的红外测温仪的检测方向,使用更加方便。
15.可选的,所述安装板竖直滑动连接在所述支座上,所述支座上设置有带动所述安装板沿竖直方向滑动的竖直驱动装置。
16.通过采用上述技术方案,通过竖直驱动装置可以带动安装板自动的在支座上竖直滑动,从而将电磁线圈套设在石英钟罩上或者是将电磁线圈从石英钟罩上取下,操作更加方便省力。
17.可选的,所述竖直驱动装置包括固接在支座侧壁上的竖直放置的竖直轨道、固接在所述安装板上且与所述竖直轨道滑动配合的第一滑块以及带动所述第一滑块在所述竖直轨道上滑动的竖直驱动件。
18.通过采用上述技术方案,通过竖直驱动件可以带动第一滑块在竖直轨道上滑动,实现对电磁线圈高度的调节。
19.可选的,所述竖直驱动件包括螺纹连接在所述安装板上的第一丝杆以及带动所述第一丝杆转动的第一驱动电机,所述第一丝杆竖直设置。
20.通过采用上述技术方案,通过第一驱动电机可以带动第一丝杆转动,从而带动与第一丝杆螺纹连接的安装板沿第一丝杆长度方向移动,从而实现带动安装板竖直方向的移动。
21.可选的,还设置有带动所述支座沿水平方向滑动的水平驱动装置,所述水平驱动装置包括水平放置的水平轨道、固接在所述支座底部且与所述水平轨道滑动配合的第二滑块以及带动所述第二滑块在所述水平轨道上滑动的水平驱动件。
22.通过采用上述技术方案,当石英钟罩设置有多个时,可以需要改变电磁线圈的位置以对合适位置的石英钟罩内的工件进行加热,具体的,可以通过水平驱动件带动第二滑块在水平轨道上滑动,从而将电磁线圈移动至待加热的工件上,适应多工位除气炉加热的需要。
23.可选的,所述水平驱动件包括螺纹连接在所述支座上的第二丝杆以及带动所述第二丝杆转动的第二驱动电机,所述第二丝杆与所述水平轨道的长度方向一致。
24.通过采用上述技术方案,通过启动第二驱动电机,第二驱动电机将带动第二丝杆转动,从而带动与第二丝杆螺纹连接的支座沿第二丝杆长度方向移动,实现对电磁线圈位置的调节。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.本技术通过电磁线圈产生的电磁波致使工件本身自行发热,从而达到对工件加热的目的,相比现有的通过加热丝对工件进行加热,大大减少了热量散发至空气中造成的热量损失,大大提高了加热效率;
27.2.红外测温仪的设置实现了对工件温度的实时监测,便于工作人员进行后续的操作;
28.3.竖直驱动装置的设置实现了安装板的自动竖直滑动,便于通过安装板带动电磁线圈自动套设在石英钟罩上或者是将电磁线圈从石英钟罩上取下;
29.4.水平驱动装置的设置实现了带动电磁线圈进行水平方向的移动,满足对多工位
真空炉加热的需要。
附图说明
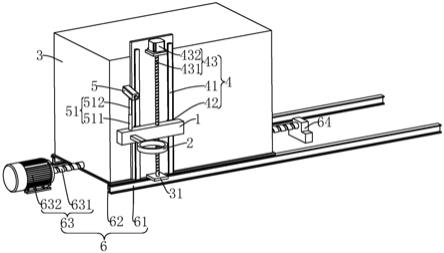
30.图1是本技术的整体结构示意图。
31.附图标记说明:1、安装板;2、电磁线圈;3、支座;31、安装块;4、竖直驱动装置;41、竖直轨道;42、第一滑块;43、竖直驱动件;431、第一丝杆;432、第一驱动电机;5、红外测温仪;51、安装杆;511、第一杆;512、第二杆;6、水平驱动装置;61、水平轨道;62、第二滑块;63、水平驱动件;631、第二丝杆;632、第二驱动电机;64、支撑座。
具体实施方式
32.以下结合附图1对本技术作进一步详细说明。
33.本技术实施例公开一种多工位除气炉的加热系统。参照图1,多工位除气炉的加热系统包括安装板1、安装在安装板1上的电磁线圈2以及用于对安装板1进行支撑固定的支座3。使用时,直接将电磁线圈2套设在石英钟罩上,然后对电磁线圈2通入高频的交变电流,电磁线圈2将产生高频电磁波,而由于石英钟罩为石英玻璃制成,具有高的光谱透射,并能透过紫外线和红外线,不会因辐射线损伤,所以高频电磁波将穿透石英钟罩到达位于石英钟罩内的工件上,使得工件自行发热,达到对工件加热的目的,且不会造成热量损耗,大大提高了加热效率。
34.其中,安装板1可以直接与支座3可拆卸连接,使用时,直接人工操作安装板1使得电磁线圈2套设在石英钟罩上,然后再将安装板1安装在支座3上即可。具体的,安装板1可以通过螺栓与支座3可拆卸连接,也可以通过挂钩等形式与支座3可拆卸连接。
35.当然,安装板1也可以与支座3滑动连接,以实现对电磁线圈2的自动移动。具体地,在支座3上设置有带动安装板1沿支座3竖直方向滑动的竖直驱动装置4。
36.参照图1,竖直驱动装置4包括固接在支座3侧壁上的竖直放置的竖直轨道41、固接在安装板1上且与竖直轨道41滑动配合的第一滑块42以及带动第一滑块42在竖直轨道41上滑动的竖直驱动件43,通过竖直驱动件43可以带动第一滑块42在竖直轨道41上滑动,从而实现对安装板1竖直方向的调节,从而实现将安装在安装板1上的电磁线圈2套设在石英钟罩上,或者是将电磁线圈2从石英钟罩上取下。
37.其中,为了使得安装板1竖直滑动时更加顺畅,竖直轨道41可以间隔设置有两个,第一滑块42也设置有两个,两个第一滑块42与两个竖直轨道41一一对应设置。
38.其中,竖直驱动件43包括螺纹连接在安装板1上的竖直设置的第一丝杆431以及带动第一丝杆431转动的第一驱动电机432,通过第一驱动电机432可以带动第一丝杆431转动,从而带动与第一丝杆431螺纹连接的安装板1沿第一丝杆431长度方向滑动,此时,两个第一滑块42也在两个竖直轨道41上滑动,实现对电磁线圈2竖直方向的自动调节。
39.同时,在支座3上固接有两个安装块31,第一丝杆431位于两个安装块31之间且同时与两个安装块31转动连接,第一驱动电机432可以固接在其中一个安装块31上,从而实现对第一驱动电机432的固定。
40.当需要对石英钟罩内的工件进行加热时,直接通过第一驱动电机432带动第一丝杆431转动,从而带动安装板1向下滑动,使得电磁线圈2套设在石英钟罩上。然后对电磁线
圈2通入高频的交互电流,即可实现对工件的加热。直至加热完毕,工作人员可以操作第一驱动电机432反向转动,即可操作安装板1向上滑动,从而使得电磁线圈2从石英钟罩上滑出,工作人员直接就可以将石英钟罩内的工件取出。
41.其中,为了便于工作人员对工件的加热温度进行实时的查看,在安装板1上还安装有安装杆51,在安装杆51远离安装板1的一端铰接有红外测温仪5,当电磁线圈2套设在石英钟罩上时,红外测温仪5的探测端正对电磁线圈2的轴线,即正对位于石英钟罩内的工件,由于石英钟罩为透明件且可透过红外线,所以红外测温仪5可以检测出工件散发的红外线强度从而确定工件的温度,便于工作人员对工件的加热温度进行实时的检测。
42.且,红外测温仪5与安装杆51铰接的设置,使得工作人员可以根据需要操作红外测温仪5绕与安装杆51的铰接轴转动,从而调节红外测温仪5的检测角度,使用更加灵活。
43.参照图1,安装杆51包括固接在安装板1上的第一杆511以及转动连接在第一杆511远离安装板1一端的第二杆512,通过操作第二杆512相对于第一杆511转动,即可调节安装在第二杆512上的红外测温仪5的检测方向,操作更加方便。
44.可以理解的是,此种加热方式可以适应与单工位的除气炉的加热需要,或者是对多工位除气炉中单个石英钟罩的加热,当需要对多工位除气炉进加热时,由于多工位除气炉中的石英钟罩并排设置有多个,所以还设置有用于带动支座3沿水平方向滑动的水平驱动装置6。
45.参照图1,水平驱动装置6包括水平放置的水平轨道61、固接在支座3底部且与水平轨道61滑动配合的第二滑块62以及带动第二滑块62在水平轨道61上滑动的水平驱动件63,其中,水平轨道61可以间隔设置有两个,两个水平轨道61可以直接放置或固接在地面上,第二滑块62也设置有两个,两个第二滑块62与两个水平轨道61一一对应设置。通过水平驱动件63可以带动两个第二滑块62在两个水平轨道61上滑动,从而实现对支座3水平方向的调节,以满足对多个石英钟罩内工件加热的需要。
46.水平驱动件63包括螺纹连接在支座3上的第二丝杆631以及带动第二丝杆631转动的第二驱动电机632,第二丝杆631的长度方向与水平轨道61的长度方向一致。其中,第二驱动电机632可以直接放置或固接在地面上,在第二丝杆631远离第二驱动电机632的一端还设置有对第二丝杆631端部进行支撑的支撑座64,支撑座64可以直接放置或固接在地面上,第二丝杆631与支撑座64转动连接。启动第二驱动电机632,第二驱动电机632可以带动第二丝杆631转动,从而带动支座3沿第二丝杆631长度方向滑动,此时两个第二滑块62也在两个水平轨道61上滑动,从而将电磁线圈2从一个石英钟罩上方移动至另一石英钟罩上方,以便于对另一石英钟罩内的工件进行加热。
47.其中,第一驱动电机432和第二驱动电机632均可选用伺服电机,其精度较高,使得电磁线圈2位置移动更为精准。
48.本技术实施例一种多工位除气炉的加热系统的实施原理为:使用时,直接将水平驱动装置6安装在合适的位置,当需要对石英钟罩内的工件进行加热时,直接操作第一驱动电机432转动,通过第一丝杆431带动电磁线圈2向下移动,直至电磁线圈2套设在石英钟罩上,然后为电磁线圈2通入高频的交变电路,即可对石英钟罩内的工件进行加热,同时,红外测温仪5也对工件的实时温度进行检测。当加热完毕后,操作第一驱动电机432反转,即可通过第一丝杆431带动电磁线圈2向上移动,从而滑出石英钟罩。然后操作第二驱动电机632转
动,第二驱动电机632将通过第二丝杆631带动支座3在水平方向上移动,从而将电磁线圈2从一个石英钟罩上方移动至另一石英钟罩上方,以便于对另一石英钟罩内的工件进行加热,依次循环,操作非常方便。且可以大大减少热量散发至空气中造成的热量损失,大大提高了加热效率。
49.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。