1.本实用新型涉及一种炉头。
背景技术:
2.目前市场上的炉头火盖的中心火引射管和外环火引射管一般均水平设计,虽然使燃气的输入方便快捷,但是对于中心火引射管,由于燃气输送的距离较短,导致中心火引射管内的燃气混合不充分,降低了燃烧效率,同时容易产生回火。
技术实现要素:
3.本实用新型目的在于针对现有技术所存在的不足而提供一种炉头的技术方案,混合气体经小引射管后直冲出气燃烧,可以使小火引射管内的燃气充分混合,提高燃烧效率,减少回火。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种炉头,包括
6.大火盖座,大火盖座上设有大火盖;
7.小火盖座,小火盖座上设有小火盖;
8.大火引射管,用于向大火盖供气;
9.小火引射管,用于向小火盖供气;
10.其特征在于:
11.小火引射管自下而上连通小火盖,充分混合燃气和空气,提高燃烧效率;混合气体经小引射管后直冲出气燃烧,可以使小火引射管内的燃气充分混合,提高燃烧效率,减少回火。
12.进一步,小火引射管的进气端设置有小火输气管,燃气水平进入小火输气管后向上输出到小火引射管,实现混合气体沿小火引射管自下而上进入小火盖。
13.进一步,小火输气管包括管体和支撑架,管体上设有相互连通的小火进气口和小火出气口,支撑架设于管体上靠近小火出气口,支撑架与管体之间设有第一空气通道,两个支撑架之间形成第二空气通道,支撑架上设有限位槽,小火引射管限位于限位槽内,实现小火输气管与小火引射管的固定连接,燃气经小火进气口进入管体,并由小火出气口输出,与空气一起输入小火引射管进行混合,最终达到小火盖,提高了小火盖上燃气的输送效率,使燃气充分混合,支撑架通过第四紧固件连接于小火引射管的底端,便于安装拆卸,当小火引射管的底端限位于限位槽内后,小火引射管的底端与管体的小火出气口之间形成间隙,该间隙连通第一空气通道和第二空气通道,便于从管体输出的燃气与间隙处的空气一起进入小火引射管进行混合,最后通过小火盖直冲出气燃烧,提高燃烧效率。
14.进一步,大火引射管包括上引射盖和下引射盖,上引射盖通过定位组件连接下引射盖,提高上引射盖和下引射盖之间的装配精度,大火引射管的分体式设计,不仅便于制造加工,而且便于装配,大大降低了清洁的难度,为大火盖提供燃气。
15.进一步,定位组件包括限位凹槽和限位凸条,限位凹槽设于上引射盖,限位凸条设于下引射盖,通过限位凸条插入限位凹槽,实现上引射盖和下引射盖之间的定位,通过限位凹槽和限位凸条的设计,大大提高了上引射盖和下引射盖之间的装配精度,减小装配后产生的间隙,防止在输送燃气时发生泄漏,提高了安全性。
16.进一步,小火盖座通过下定位块连接下引射盖,实现小火盖座与下引射盖之间的固定连接,通过下定位块可以提高小火盖座与下引射盖之间的连接强度和稳定性。
17.进一步,小火盖座的外圆周侧面上设有第一耳板,两个第一耳板上分别设有热电偶限位孔和点火针限位孔,热电偶限位孔用于安装热电偶,点火针限位孔用于安装点火针,通过热电偶限位孔和点火针限位孔可以分别对热电偶和点火针进行定位,小火盖座上设有定位槽,定位槽提高了小火盖装配的精度。
18.进一步,上引射盖通过第一紧固组件连接下定位块,实现上引射盖与下引射盖之间的固定连接,提高了炉头的连接强度和稳定性,便于安装拆卸。
19.进一步,大火盖座通过第二紧固组件连接下引射盖,实现大火盖座与下引射盖之间的固定连接,提高了炉头的连接强度和稳定性,便于安装拆卸。
20.进一步,大火盖座的底面上设有定位卡块,定位卡块用于炉头与支架的装配。
21.本实用新型由于采用了上述技术方案,具有以下有益效果:
22.1、通过该结构的设计,可以使混合气体经小引射管后直冲出气燃烧,可以使小火引射管内的燃气充分混合,提高燃烧效率,减少回火。
23.2、大火引射管的分体式设计,不仅便于制造加工,而且便于装配,大大降低了清洁的难度,为大火盖提供燃气。
24.3、通过限位凹槽和限位凸条的设计,大大提高了炉头的装配精度,减小装配后产生的间隙,防止在输送燃气时发生泄漏,提高了安全性。
附图说明:
25.下面结合附图对本实用新型作进一步说明:
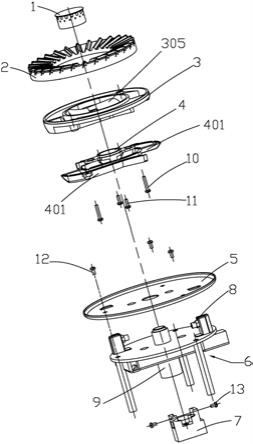
26.图1为本实用新型一种炉头的爆炸图;
27.图2为本实用新型的装配结构示意图;
28.图3为图2中a方向的结构示意图;
29.图4为本实用新型中大火盖、小火盖、大火盖座与小火盖座之间的连接示意图;
30.图5为本实用新型中大火盖座的结构示意图;
31.图6为图5中b方向的结构示意图;
32.图7为本实用新型中小火盖座与下引射盖之间的连接示意图;
33.图8为本实用新型中支架的结构示意图;
34.图9为本实用新型中小火输气管的结构示意图。
35.图中:1-小火盖;
36.2-大火盖;
37.3-大火盖座;301-分火腔;302-倾斜面;303-进气通道;304-固定柱;305-上引射盖;306-上定位块;307-定位卡块;308-限位凹槽;
38.4-小火盖座;401-下引射盖;403-下定位块;404-定位槽;406-第二耳板;407-第一
耳板;408-热电偶限位孔;409-点火针限位孔;410-限位凸条;
39.5-接水盘;
40.6-支架;601-支撑脚;602-大火进气口;603-大火输气管;604-第一喷嘴座;606-支撑盘;607-第二喷嘴座;608-卡槽;
41.7-小火输气管;701-管体;702-小火进气口;703-小火出气口;704-支撑架;705-限位槽;706-第一空气通道;707-第二空气通道;
42.8-喷嘴;
43.9-小火引射管;
44.10-第一紧固件;
45.11-第二紧固件;
46.12-第三紧固件;
47.13-第四紧固件。
具体实施方式
48.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
49.为了使本技术领域的人员更好地理解本实用新型方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
50.需要说明书的是,本实用新型的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含。
51.如图1至图9所示,为本实用新型一种炉头,包括
52.大火盖座3,大火盖座3上设有大火盖2;大火盖座3通过第二紧固组件连接下引射盖401,实现大火盖座3与下引射盖401之间的固定连接,提高了炉头的连接强度和稳定性,便于安装拆卸。第二紧固组件包括上定位块306,两个上定位块306设于两个上引射盖305的内侧,通过第二紧固件11穿过同一侧的下定位块403和上定位块306,实现上引射盖305和下引射盖401之间的固定连接。
53.小火盖座4,小火盖座4上设有小火盖1;小火盖座4通过下定位块403连接下引射盖401,实现小火盖座4与下引射盖401之间的固定连接,通过下定位块403可以提高小火盖座4与下引射盖401之间的连接强度和稳定性。小火盖座4的外圆周侧面上设有第一耳板407,两个第一耳板407上分别设有热电偶限位孔408和点火针限位孔409,热电偶限位孔408用于安装热电偶,点火针限位孔409用于安装点火针,通过热电偶限位孔408和点火针限位孔409可以分别对热电偶和点火针进行定位,小火盖座4上设有定位槽404,定位槽404提高了小火盖1装配的精度。
54.上引射盖305通过第一紧固组件连接下定位块403,实现上引射盖305与下引射盖401之间的固定连接,提高了炉头的连接强度和稳定性,便于安装拆卸。第一紧固组件包括
固定柱304和第二耳板406,两个固定柱304对称设于大火盖座3上,两个第二耳板406分别设于两个下引射盖401的侧面上,通过第一紧固件10穿过同一侧的第二耳板406和固定柱304,实现大火盖座3与下引射盖401之间的固定连接。上引射盖305为两个,其呈180
°
分布。本实施例优先采用两个进气通道303和两个倾斜面302,且两个进气通道303呈180
°
分布,便于倾斜面302配合大火引射管的安装要求,可以在分火腔301内缩短燃气输送的距离,进一步提高燃气输送效率。下引射盖401设置有两个,两个下引射盖401位于小火盖座4的两侧,且呈180
°
分布。
55.大火引射管,用于向大火盖2供气;两个大火引射管呈180
°
分布,从两个相对的方向进气,大大提高了分火腔301内燃气的输送效率。大火引射管形成的结构优先采用文丘里结构,通过大火引射管的截面面积变化,提高燃气的输送效率。大火引射管包括上引射盖305和下引射盖401,上引射盖305通过定位组件连接下引射盖401,提高上引射盖305和下引射盖401之间的装配精度,大火引射管的分体式设计,不仅便于制造加工,而且便于装配,大大降低了清洁的难度,为大火盖2提供燃气。定位组件包括限位凹槽308和限位凸条410,限位凹槽308设于上引射盖305,限位凸条410设于下引射盖401,通过限位凸条410插入限位凹槽308,实现上引射盖305和下引射盖401之间的定位,通过限位凹槽308和限位凸条410的设计,大大提高了上引射盖305和下引射盖401之间的装配精度,减小装配后产生的间隙,防止在输送燃气时发生泄漏,提高了安全性。
56.小火引射管9,用于向小火盖1供气;小火引射管9自下而上连通小火盖1,充分混合燃气和空气,提高燃烧效率;混合气体经小引射管后直冲出气燃烧,可以使小火引射管9内的燃气充分混合,提高燃烧效率,减少回火。
57.小火引射管9的进气端设置有小火输气管7,燃气水平进入小火输气管7后向上输出到小火引射管9,实现混合气体沿小火引射管9自下而上进入小火盖1。小火输气管7包括管体701和支撑架704,管体701上设有相互连通的小火进气口702和小火出气口703,支撑架704设于管体701上靠近小火出气口703,支撑架704与管体701之间设有第一空气通道706,两个支撑架704之间形成第二空气通道707,支撑架704上设有限位槽705,小火引射管9限位于限位槽705内,实现小火输气管7与小火引射管9的固定连接,燃气经小火进气口702进入管体701,并由小火出气口703输出,与空气一起输入小火引射管9进行混合,最终达到小火盖1,提高了小火盖1上燃气的输送效率,使燃气充分混合,支撑架704通过第四紧固件13连接于小火引射管9的底端,便于安装拆卸,当小火引射管9的底端限位于限位槽705内后,小火引射管9的底端与管体701的小火出气口703之间形成间隙,该间隙连通第一空气通道706和第二空气通道707,便于从管体701输出的燃气与间隙处的空气一起进入小火引射管9进行混合,最后通过小火盖1直冲出气燃烧,提高燃烧效率。
58.大火盖座3的底面上设有定位卡块307,定位卡块307用于炉头与支架6的装配。支架6,支架6用于安装炉头;支架6包括支撑盘606、喷嘴8座和大火输气管603,大火输气管603上设有大火进气口602,喷嘴8座和大火输气管603反向设于支撑盘606上,大火进气口602通过大火输气管603连通喷嘴8座,喷嘴8座上设有喷嘴8,支撑盘606的底部设置有支撑脚601,支撑脚601提高了整个炉头安装的稳定性和可靠性,支撑盘606上设有用于安装热电偶和点火针的通孔。支架6上设有接水盘5,接水盘5通过第三紧固件12连接支架6,接水盘5上也开设有用于安装热电偶、点火针和喷嘴8座的通孔,便于接水盘5与支架66固定连接。本技术中
支撑脚601朝下,喷嘴8座朝上设置,便于在装配炉头时,使小火输气管7悬空,便于进气管的连接安装。喷嘴8座采用第一喷嘴座604和第二喷嘴座607,且第一喷嘴座604和第二喷嘴座607呈180
°
分布,第一喷嘴座604和第二喷嘴座607之间通过大火输气管603连通,便于燃气进入大火进气口602后,经大火输气管603分两路分别输送至第一喷嘴座604和第二喷嘴座607上,通过第一喷嘴座604和第二喷嘴座607上的喷嘴8分别对两个大火引射管供气,提高燃气的输送效率。
59.本实用新型在实际装配时,在大火盖座3的底面上对称设置定位卡块307,第一喷嘴座604和第二喷嘴座607的顶部分别开设卡槽608,通过将定位卡块307插入卡槽608中,可以实现炉头与支架6的快速定位,提高装配精度。
60.本实用新型中所采用的第一紧固件10、第二紧固件11、第三紧固件12和第四紧固件13优先选用螺丝,便于炉头的整体装配,降低制造成本,同时可以根据实际需要采用焊接或其他方式连接。
61.本实用新型在实际使用时,通过大火进气口602可以将燃气经大火输气管603输送至两个喷嘴8座上,通过喷嘴8对相应的大火引射管输送燃气,燃气输入分火腔301后作用于大火盖2上,而小火输气管7可以使燃气水平进入小火输气管7后向上输出到小火引射管9,实现混合气体沿小火引射管9自下而上进入小火盖1,使小火引射管9内的燃气充分混合,减少回火,提高燃烧效率。
62.以上仅为本实用新型的具体实施例,但本实用新型的技术特征并不局限于此。任何以本实用新型为基础,为实现基本相同的技术效果,所作出地简单变化、等同替换或者修饰等,皆涵盖于本实用新型的保护范围之中。