1.本实用新型涉及一种上料机,具体涉及一种旋转式浮动上料机。
背景技术:
2.随着工业的发展,自动化产品加工正变得越发普遍,为了进一步解放人类的双手,减轻劳动强度,同时企业也在朝着少人、无人的方向发展,各种自动化辅助设备应运而生。但是现在还有一些柱状产品的上料还在采用人工定位后再进行人工上料,工作效率低。
技术实现要素:
3.为解决上述问题,本实用新型采用以下技术方案:一种旋转式浮动上料机,包括料机本体支架,所述料机本体支架上设置有若干驱动链轮、从动链轮,所述若干驱动链轮、从动链轮上对应设置有传动链条,所述传动链条上设置有若干上料托盘,所述料机本体支架上依次设置有与上料托盘对应的龙门架式粗定位机构、精定位机构、浮动上料机构以及用于回收切屑液的切屑液回收斗,所述切屑液回收斗连接有与物料加工水循环系统连通的切屑液回流道。
4.所述料机本体支架上设置有用于控制龙门架式粗定位机构、精定位机构、浮动上料机构的气动控制系统,所述气动控制系统与安装在料机本体支架上的控制面板电连接,所述控制面板与驱动链轮的驱动电机电连接。
5.所述料机本体支架上设置有若干沿上料托盘运动方向布置的与上料托盘对应的圆珠滚子。
6.所述料机本体支架下部设置有脚踏板。
7.所述精定位机构包括用于与料机本体支架固定的固定底座、固定板、安装在固定板上的可滑动的支撑架,安装在支撑架上的气缸一,所述气缸一通过气缸y型连接件连接有旋转板,所述旋转板上设置有限位块,所述固定底座通过连接板连接有v型板,所述固定板上安装有感应开关支架,所述感应开关支架上设置有与上料托盘对应的感应信号开关,所述固定底座上设置有与连接板对应的调整块,所述旋转板通过连接轴与支撑架连接,所述旋转板上设置有与连接轴对应的深沟球轴承,所述连接轴通过锁紧螺母与固定板固定,所述气缸一上设置有气缸摆动连接件,所述固定板上固定有用于调整气缸一、旋转板位置的与支撑架对应的调整板,所述支撑架与固定板采用滑槽、滑杆式连接。
8.所述浮动上料机构包括直线轴承、导向杆、连接板、压缩弹簧、导向轴、气缸二、垫片及螺母结构一、t型连接件、固定板,所述气缸二及固定板固定在料机本体支架上,所述气缸二的伸缩端连接有导向轴,所述导向轴连接有连接板,所述连接板上均匀布置有若干与上料托盘对应的导向杆,所述固定板上设置有与导向杆对应的直线轴承,所述导向轴套设置有与连接板对应的压缩弹簧。
9.所述龙门架式粗定位机构包括气缸三、浮动接头、连接件、手指、v型手指工装、齿条、直线导轨、安装在直线导轨上的滑块、龙门架、读数气缸、固定轴、尼龙块、齿轮、深沟球
轴承、内圈隔套,所述龙门架固定在料机本体支架上,所述龙门架上设置有直线导轨以及安装在直线导轨上的两个滑块,所述滑块通过连接件与手指连接,所述手指上设置有v 型手指工装,所述龙门架上位于两个滑块中间的位置对应设置有读数气缸,所述读数气缸连接有尼龙块,所述尼龙块连接有固定轴,所述固定轴通过深沟球轴承连接有齿轮,所述内圈隔套设置在固定轴下部,所述连接件上设置有与齿轮啮合的齿条,其中一个连接件通过浮动接头与安装在龙门架上的气缸三连接。
10.所述上料托盘包括固定盘、垫片及螺母结构二、导向轴、连接轴、运动盘,所述导向轴固定在固定盘上,所述连接轴将固定盘固定在传动链条上,产品同轴布置在运动盘上,所述连接轴上部形成有垫片及螺母结构二,所述运动盘上设置有与垫片及螺母结构二、导向轴对应的凹槽,所述固定盘上设置有与浮动上料机构对应的预留通孔。
11.本实用新型与现有技术相比,具有以下优点:本实用新型结构简单,可以更好的整合一般料机与单独精定位台于一体,进一步简化自动化操作流程,降低操作难度,能够进一步解放了劳动工人的双手,同时进一步丰富了圆柱类零件自动化加工设备选型库,能够大大提高工作效率。
附图说明
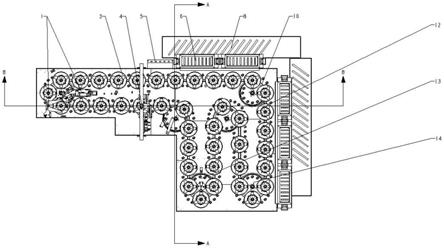
12.图1是本实用新型的整体结构示意图。
13.图2是图1的a-a结构示意图。
14.图3是图1的b-b结构示意图。
15.图4是本实用新型的精定位机构的结构示意图一。
16.图5是本实用新型的精定位机构的结构示意图二。
17.图6是本实用新型的精定位机构的结构示意图三。
18.图7是图6的a-a结构示意图。
19.图8是本实用新型的浮动上料机构的结构示意图一。
20.图9是本实用新型的浮动上料机构的结构示意图二。
21.图10是图9中的a-a结构示意图。
22.图11是本实用新型的龙门架式粗定位机构结构示意图一。
23.图12是本实用新型的龙门架式粗定位机构结构示意图二。
24.图13是图12中的a-a结构示意图。
25.图14是上料托盘的结构示意图一。
26.图15是图14的b-b结构示意图。
27.图16是图15的a-a结构示意图。
28.图17是上料托盘的结构示意图二。
具体实施方式
29.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述。
30.实施例1:如图1-17所示,本实施例包括料机本体支架9,所述料机本体支架9上设置有若干驱动链轮13、从动链轮14,所述若干驱动链轮13、从动链轮14上对应设置有传动链条10,所述传动链条10上设置有若干上料托盘3,所述料机本体支架9上依次设置有与上料
托盘3对应的龙门架式粗定位机构4、精定位机构1、浮动上料机构2以及用于回收切屑液的切屑液回收斗6,所述切屑液回收斗6连接有与物料加工水循环系统连通的切屑液回流道7。
31.所述料机本体支架9上设置有用于控制龙门架式粗定位机构4、精定位机构1、浮动上料机构2的气动控制系统11,所述气动控制系统11与安装在料机本体支架9上的控制面板5电连接,所述控制面板5与驱动链轮13的驱动电机电连接。所述料机本体支架9上设置有若干沿上料托盘3运动方向布置的与上料托盘3对应的圆珠滚子12。所述料机本体支架9下部设置有脚踏板8。所述精定位机构1包括用于与料机本体支架9固定的固定底座 k、第一固定板a、安装在第一固定板a上的可滑动的支撑架c,安装在支撑架c上的气缸 b,所述气缸b通过气缸y型连接件d连接有旋转板e,所述旋转板e上设置有限位块p,所述固定底座k通过第一连接板j连接有v型板h,所述第一固定板a上安装有感应开关支架 g,所述感应开关支架g上设置有与上料托盘3对应的感应信号开关f,所述固定底座k上设置有与第一连接板j对应的调整块m,所述旋转板e通过第一连接轴q与支撑架c连接,所述旋转板e上设置有与第一连接轴q对应的第一深沟球轴承n,所述第一连接轴q通过锁紧螺母r与第一固定板a固定,所述气缸b上设置有气缸摆动连接件s,所述第一固定板a上固定有用于调整气缸b、旋转板e位置的与支撑架c对应的调整板t,所述支撑架c与第一固定板a采用滑槽、滑杆式连接。所述浮动上料机构2包括直线轴承15、导向杆16、第二连接板17、压缩弹簧18、第一导向轴19、气缸20、垫片及螺母结构一21、t型连接件22、第二固定板23,所述气缸20及第二固定板23固定在料机本体支架9上,所述气缸20的伸缩端连接有第一导向轴19,所述第一导向轴19连接有第二连接板17,所述第二连接板17 上均匀布置有若干与上料托盘3对应的导向杆16,所述第二固定板23上设置有与导向杆16 对应的直线轴承15,所述第一导向轴19套设置有与第二连接板17对应的压缩弹簧18。所述龙门架式粗定位机构4包括气缸a、浮动接头b、连接件c、手指d、v型手指工装e、齿条f、直线导轨、安装在直线导轨上的滑块g、龙门架h、读数气缸j、固定轴k、尼龙块m、齿轮n、第二深沟球轴承p、内圈隔套q,所述龙门架h固定在料机本体支架9上,所述龙门架h上设置有直线导轨以及安装在直线导轨上的两个滑块g,所述滑块g通过连接件c与手指d连接,所述手指d上设置有v型手指工装e,所述龙门架h上位于两个滑块g中间的位置对应设置有读数气缸j,所述读数气缸j连接有尼龙块m,所述尼龙块m 连接有固定轴k,所述固定轴k通过第二深沟球轴承p连接有齿轮n,所述内圈隔套q设置在固定轴k下部,所述连接件c上设置有与齿轮n啮合的齿条f,其中一个连接件c通过浮动接头b与安装在龙门架h上的气缸a连接。所述上料托盘3包括固定盘i、垫片及螺母结构二ii、第二导向轴iv、第二连接轴v、运动盘vi,所述第二导向轴iv固定在固定盘 i上,所述第二连接轴v将固定盘i固定在传动链条10上,产品iii同轴布置在运动盘vi 上,所述第二连接轴v上部形成有垫片及螺母结构二ii,所述运动盘vi上设置有与垫片及螺母结构二ii、第二导向轴iv对应的凹槽,所述固定盘i上设置有与浮动上料机构2对应的预留通孔。
32.具体使用时,开始工作时,物料先经过龙门架式粗定位机构4,由气缸三a驱动,通过浮动接头b、连接件c、直线导轨及滑块g、齿轮n等传动,使2个齿条f相向运动,2 个手指d相向而行,2个v型手指工装e将上料托盘3上产品夹紧,完成粗定心。随后气缸三a驱动复位,浮动接头b、连接件c、手指d、v型手指工装e、齿条f复位。
33.龙门架式粗定位机构4还具有产品高度检测功能,通过读数气缸j、尼龙块m共同作用,完成对粗定心产品高度数值检测,数值超差时启动报警,防止由于工人失误而产生加工
事故。
34.物料经过龙门架式粗定位机构4的粗定心后,继续随链条运动到精定位机构1;开始工作时,感应信号开关f确认上料托盘3上放有产品,然后由气缸一b驱动,气缸y型连接件d、旋转板e、限位块p跟随气缸杆运动至图示状态,与v型板h配合完成对上料托盘3 上产品精定位。精定位完成后,产品等待夹具前来抓取。此时气缸一b驱动复位,气缸杆伸出,旋转板e及限位块p旋转90
°
复位。
35.产品换型时,通过调整板t可直接调整。调整时,气缸一b、支撑架c、气缸y型连接件d、旋转板e、第一深沟球轴承n、限位块p、第一连接轴q、锁紧螺母r、气缸摆动连接件s同时移动。根据产品规格尺寸调整至产品与v型板h、限位块p相切即完成调整换型。
36.物料经过精定位机构1精确定心后,继续运动到浮动上料机构2;开始工作时,由气缸二20驱动,导向杆16、第二连接板17、压缩弹簧18、第一导向轴19、垫片及螺母结构结构一21、t型连接件22跟随气缸导杆同时运动。浮动上料机构2工作时,3根导向杆16 伸出,将上料托盘3内托盘顶起,供夹具前来抓取产品。夹具抓取时,首先压紧产品,然后夹具手指执行夹紧动作。压紧产品时,导向杆16及第二连接板17下沉,压缩弹簧18受力压缩。夹具完成抓取后,气缸二20驱动复位,导向杆16、第二连接板17、压缩弹簧18、第一导向轴19、垫片及螺母结构结构一21、t型连接件22跟随气缸二20完成复位。
37.上料动作执行时,浮动上料机构2内3根导向杆16伸出,从预留孔穿过料机及固定盘i将运动盘vi顶起,顶升过程中,第二导向轴iv起导向作用。上料动作完成后,浮动上料机构2、上料托盘3各零件复位。如此上料动作循环。
38.该料机工作时,驱动链轮13通过传动链条10带动从动链轮14及上料托盘3运动上料。上料托盘3固定在传动链条10上,料机上圆珠滚子12对上料托盘3起支撑作用。考虑到实际加工场景的差异,本料机配有切屑液回收斗6、切屑液回流道7、脚踏板8等人性化装置。加工后产品可临时放置于切屑液回收斗6中,随产品附带出的切屑液经切屑液回流道 7流回整个加工系统水循环中,待产品相对干燥后对产品进行装箱打包作业。
39.本实施例结构简单,可以更好的整合一般料机与单独精定位台于一体,进一步简化自动化操作流程,降低操作难度,能够进一步解放了劳动工人的双手,同时进一步丰富了圆柱类零件自动化加工设备选型库,能够大大提高工作效率。
40.本实用新型所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无需也无法对所有的实施方式予以穷举,而由此所引申出的显而易见的变化或变动仍处于本实用新型的保护范围中。