1.本发明涉及金属罐领域,尤其涉及一种金属罐生产用接口熔焊辅助设备及方法。
背景技术:
2.目前,现有技术中,在大型储罐生产加工过程中,需要将弧形储罐顶板焊接至大型储罐的顶部,弧形储罐顶板为分散的多块,需要通过焊接的方式拼接固定至大型储罐的顶部。
3.在弧形储罐顶板焊接过程中,需要人工将弧形储罐顶板拼接至大型储罐的顶部,但是人工在焊接时,弧形储罐顶板难以与大型储罐的边缘对齐,并且由于弧形储罐顶板在移动时极易发生形变,进而导致相邻的两个弧形储罐顶板接触面无法保证一次性贴合,需要人工对其进行反复按压矫正,并且在每一片依次相邻焊接中,需要持续对弧形储罐顶板进行拼接,工作量较大,人工效率低下。
技术实现要素:
4.为了克服在弧形储罐顶板焊接过程中,弧形储罐顶板难以与大型储罐的边缘对齐,且极易发生形变导致相邻的两个弧形储罐顶板接触面无法保证一次性贴合的缺点,本发明提供了一种金属罐生产用接口熔焊辅助设备及方法。
5.为了达到上述目的,本发明是通过以下技术方案实现的:
6.本发明是一种金属罐生产用接口熔焊辅助设备,包括有承重架、第一电动吊机、第二电动吊机、支撑杆、送料单元和检测单元,承重架上表面前部固接有第一电动吊机,承重架上表面后部固接有第二电动吊机,且第二电动吊机与第一电动吊机位于同一水平位置,第一电动吊机和第二电动吊机相向侧固接有两个支撑杆,承重架下方设置有送料单元,送料单元左部连接有检测单元。
7.本发明的进一步改进在于:送料单元包括有固定环形导轨、固定架、第一电动滑块、支撑架、进料箱、固定杆、滑轨、第二电动滑块、第一自动吊机、第三电动滑块和第二自动吊机,固定环形导轨外表面固接有两个固定架,且两个固定架位于同一水平位置,固定环形导轨上部滑动连接有第一电动滑块,第一电动滑块上部固接有支撑架,支撑架右部固接有进料箱,支撑架上部固接有固定杆,且固定杆右部与进料箱固接,固定杆下表面固接有滑轨,滑轨外表面滑动连接有第二电动滑块,第二电动滑块下表面固接有第一自动吊机,固定杆下表面且位于第二电动滑块的左方滑动连接有第三电动滑块,第三电动滑块下表面固接有第二自动吊机,固定杆与检测单元连接。
8.本发明的进一步改进在于:检测单元包括有第一电动推杆、弧形杆、检测球头杆、连杆、扭力弹簧、固定板、弧形挡块、销杆、第二电动推杆、第一固定块、滑杆、吸盘、限位板、检测板、检测仪、双向球头杆、弹性件、第四限位杆、限位架、第三电动推杆、推动板、圆环、第二固定块、连轴和支撑块,固定杆后部固接有第一电动推杆,第一电动推杆下部固接有弧形杆,弧形杆下表面等距固接有六个检测球头杆,固定杆左部套接有连杆,连杆的外侧套有扭
力弹簧,扭力弹簧的一端固接于固定杆,另一端固接于连杆,连杆中部套接有固定板,固定板左部固接有弧形挡块,连杆外表面且位于弧形挡块的后方固接有销杆,固定板右部固接有第二电动推杆,第二电动推杆上部固接有第一固定块,第一固定块下表面固接有滑杆,滑杆与固定板滑动连接,滑杆下表面固接有吸盘,连杆下部固接有限位板,连杆下端部且位于限位板的下方固接有检测板,检测板上表面固接有检测仪,限位板中部等距滑动连接有六个双向球头杆,六个双向球头杆的外侧均套有一个弹性件,六个弹性件的一端分别固接于六个双向球头杆,另一端均固接于限位板,限位板右端部固接有第四限位杆,限位板左部固接有限位架,限位板左部且位于限位架的右方固接有第三电动推杆,第三电动推杆上部固接有推动板,推动板上部固接有圆环,圆环与连杆滑动连接,圆环外表面固接有八个第二固定块,八个第二固定块中部均转动连接有一个连轴,八个连轴外表面均固接有一个支撑块。
9.本发明还提供了一种金属罐生产用接口熔焊辅助的熔焊方法,包括以下工作步骤:
10.步骤一:移动,通过送料单元将所需焊接的多个弧形储罐顶板精准移动至大型储罐的上方,
11.步骤二:传送,利用送料单元将弧形储罐顶板逐个有序的传送至大型储罐的正上方,
12.步骤三:检测,通过检测单元对发生变形的弧形储罐顶板进行检测,
13.步骤四:修复,通过检测单元对进行修复,将发生变形的弧形储罐顶板进行修复调整,
14.步骤五:焊接,检测单元对所需焊接的弧形储罐顶板进行限位,配合工作人员完成焊接,
15.步骤六:取出,检测单元防止被焊接完成的弧形储罐顶板阻挡,从而脱离焊接完成的弧形储罐顶板。
16.本发明的有益效果:本发明实现了对弧形储罐顶板进行检测,若检测到变形的弧形储罐顶板,再对弧形储罐顶板进行挤压矫正,然后再依次将多个弧形储罐顶板拼接在大型储罐的顶部,避免了弧形储罐顶板在移动时极易发生形变,降低工作量的同时极大的提高了人工效率。
附图说明
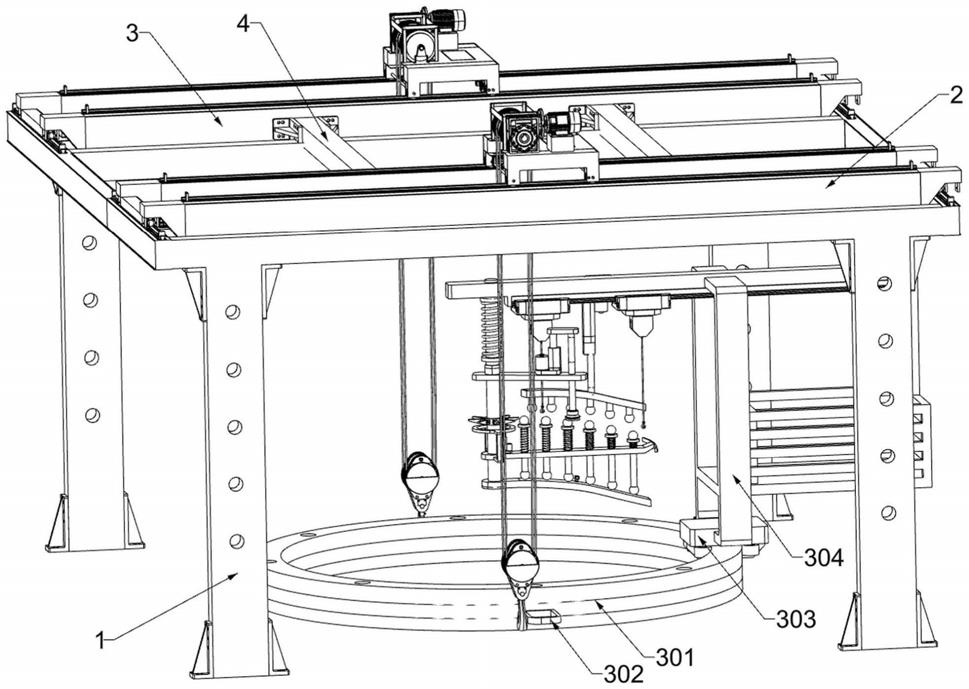
17.图1是本发明熔焊辅助设备结构示意图。
18.图2是本发明熔焊辅助设备的俯视图。
19.图3是本发明熔焊辅助设备的主视图。
20.图4是本发明送料单元和检测单元的部分示意图。
21.图5是本发明图4中检测单元的局部放大图。
22.图6是本发明图5的局部放大图。
23.图7是本发明图6的局部放大图。
24.图8是本发明带有移动单元的辅助设备结构示意图。
25.其中:1-承重架,2-第一电动吊机,3-第二电动吊机,4-支撑杆,301
‑ꢀ
固定环形导轨,302-固定架,303-第一电动滑块,304-支撑架,305-进料箱, 306-固定杆,307-滑轨,
308-第二电动滑块,309-第一自动吊机,310-第三电动滑块,311-第二自动吊机,401-第一电动推杆,402-弧形杆,403-检测球头杆,404-连杆,405-扭力弹簧,406-固定板,407-弧形挡块,408-销杆,409-第二电动推杆,410-第一固定块,411-滑杆,412-吸盘,413-限位板, 414-检测板,415-检测仪,416-双向球头杆,417-弹性件,418-第四限位杆, 419-限位架,420-第三电动推杆,421-推动板,422-圆环,423-第二固定块, 424-连轴,425-支撑块,501-电动平板车,502-限位环。
具体实施方式
26.以下将以图式揭露本发明的实施方式,为明确说明起见,许多实务上的细节将在以下叙述中一并说明。然而,应了解到,这些实务上的细节不应用以限制本发明。也就是说,在本发明的部分实施方式中,这些实务上的细节是非必要的。此外,为简化图式起见,一些习知惯用的结构与组件在图式中将以简单的示意的方式绘示之。
27.本发明是一种金属罐生产用接口熔焊辅助设备,根据图1-3所示,包括有承重架1、第一电动吊机2、第二电动吊机3、支撑杆4、送料单元和检测单元;承重架1上表面前部固接有第一电动吊机2;承重架1上表面后部固接有第二电动吊机3,且第二电动吊机3与第一电动吊机2位于同一水平位置;第一电动吊机2和第二电动吊机3相向侧固接有两个支撑杆4;承重架1下方设置有送料单元;送料单元左部连接有检测单元。
28.在进行工作时,首先将承重架1移动至水平位置,接着外接电源连通第一电动吊机2和第二电动吊机3,而后送料单元启动运作将所需焊接的弧形储罐顶板传送至储罐的上沿,并通过检测单元对弧形储罐顶板进行检测是否发生变形,若检测合格则由工作人员将弧形储罐顶板焊接在储罐顶部,若检测单元检测不合格,则再通过检测单元对弧形储罐顶板进行修复调整,随后再进行检测直至合格,待合格后再由工作人员将弧形储罐顶板焊接在储罐顶部。
29.如图4-8所示,送料单元包括有固定环形导轨301、固定架302、第一电动滑块303、支撑架304、进料箱305、固定杆306、滑轨307、第二电动滑块 308、第一自动吊机309、第三电动滑块310和第二自动吊机311,固定环形导轨301外表面固接有两个固定架302,且两个固定架302位于同一水平位置;固定环形导轨301上部滑动连接有第一电动滑块303,第一电动滑块303上部固接有支撑架304,支撑架304右部固接有进料箱305,支撑架304上部固接有固定杆306,且固定杆306右部与进料箱305固接,固定杆306下表面固接有滑轨307,滑轨307外表面滑动连接有第二电动滑块308,第二电动滑块308 下表面固接有第一自动吊机309,固定杆306下表面且位于第二电动滑块308 的左方滑动连接有第三电动滑块310,第三电动滑块310下表面固接有第二自动吊机311,固定杆306与检测单元连接,进料箱305中设置有多个隔层,用于盛放多个弧形储罐顶板。
30.检测单元包括有第一电动推杆401、弧形杆402、检测球头杆403、连杆 404、扭力弹簧405、固定板406、弧形挡块407、销杆408、第二电动推杆409、第一固定块410、滑杆411、吸盘412、限位板413、检测板414、检测仪415、双向球头杆416、弹性件417、第四限位杆418、限位架419、第三电动推杆 420、推动板421、圆环422、第二固定块423、连轴424和支撑块425;固定杆306后部螺栓连接有第一电动推杆401,第一电动推杆401下部固接有弧形杆402,弧形杆402的弯曲弧度贴合弧形储罐顶板的弧度,用于检测顶板是否发生变形,弧形杆402下
表面等距固接有六个检测球头杆403,固定杆306左部套接有连杆404,连杆404的外侧套有扭力弹簧405,扭力弹簧405的一端固接于固定杆306,另一端固接于连杆404;连杆404中部套接有固定板406,固定板406左部固接有弧形挡块407,连杆404外表面且位于弧形挡块407的后方固接有销杆408;固定板406右部螺栓连接有第二电动推杆409,第二电动推杆409上部固接有第一固定块410,第一固定块410下表面固接有滑杆 411,滑杆411与固定板406滑动连接,滑杆411下表面固接有吸盘412,吸盘412为电动吸盘412,用于对弧形储罐顶板进行限位,连杆404下部固接有限位板413;连杆404下端部且位于限位板413的下方固接有检测板414,检测板414的弯曲弧度贴合弧形储罐顶板的弧度,用于支撑弧形储罐顶板,检测板414上表面固接有检测仪415,限位板413中部等距滑动连接有六个双向球头杆416,六个双向球头杆416的外侧均套有一个弹性件417,六个弹性件 417的一端分别固接于六个双向球头杆416,另一端均固接于限位板413,限位板413右端部固接有第四限位杆418,第四限位杆418的外表面设置为圆弧状,用于支撑弧形储罐顶板,且可避免划伤弧形储罐顶板,限位板413左部固接有限位架419,限位板413左部且位于限位架419的右方螺栓连接有第三电动推杆420,第三电动推杆420上部固接有推动板421,推动板421上部固接有圆环422,圆环422与连杆404滑动连接,圆环422外表面固接有八个第二固定块423,八个第二固定块423中部均转动连接有一个连轴424,八个连轴424外表面均固接有一个支撑块425,八个连轴424的两端均设置有凸起,用于对八个支撑块425进行限位,八个第二固定块423的两外侧均设置有凸起,用于对八个连轴424进行限位。
31.在进行工作时,在大型储罐移动至承重架1下方之前,由工作人员将第一电动吊机2和第二电动吊机3中的挂钩分别勾住固定环形导轨301上的两个固定架302,接着,第一电动吊机2和第二电动吊机3启动带动固定环形导轨301往上移动,进而使大型储罐顺利的移动至承重架1下方,随后,以相同的工作原理使固定环形导轨301往下移动,进而使固定环形导轨301位于大型储罐的外围,且使固定环形导轨301和大型储罐位于同一圆心,接着,再由工作人员将弧形储罐顶板整齐的叠放在进料箱305中,然后第二电动滑块308和第三电动滑块310同时启动带动第一自动吊机309和第二自动吊机 311沿着滑轨307同时往右移动至进料箱305的上方,此时,再由工作人员将第一自动吊机309和第二自动吊机311中的挂钩勾住弧形储罐顶板,随后再以相同的工作原理使得第一自动吊机309和第二自动吊机311同时往左移动复位,进而带动弧形储罐顶板移动,并通过第四限位杆418和多个支撑块425 对弧形储罐顶板进行支撑,此时弧形储罐顶板移动至限位板413的上方,进而对六个双向球头杆416造成挤压,并使六个双向球头杆416的下端移动至检测板414的上表面,进而压缩六个弹性件417,此时,检测仪415启动运作,若检测到六个双向球头杆416的下端贴紧检测板414的上表面,则说明弧形储罐顶板未发生变形,可由工作人员进行焊接,若检测仪415检测到六个双向球头杆416其中一个的下端未贴紧检测板414的上表面,其中一个双向球头杆416的下端处于悬空状态,则说明弧形储罐顶板出现变形情况,此时,再对弧形储罐顶板进行修整,由第一电动推杆401启动带动弧形杆402往下移动,弧形杆402移动带动六个检测球头杆403往下移动,进而对弧形储罐顶板进行挤压,从而对弧形储罐顶板进行修整,随后再以相同的工作原理对修整后的弧形储罐顶板进行检测,直至检测合格,接着,再由工作人员将合格的弧形储罐顶板焊接在大型储罐的顶部,同时,第二电动推杆409启动带动第一固定块410往下移动,第一固定块410移动带动滑杆411往下移动,进而带动吸盘412往下移动至弧
形储罐顶板的上表面,然后吸盘412启动运作吸住弧形储罐顶板,从而对弧形储罐顶板进行限位,并配合工作人员进行焊接。
32.接着,在进行焊接下一块弧形储罐顶板时,第一电动滑块303启动带动支撑架304沿着固定环形导轨301进行转动,进而带动进料箱305和固定杆 306同时进行转动,进而带动相应的部件进行转动,进而使固定杆306转动带动连杆404转动,连杆404转动带动销杆408转动,当销杆408转动触碰到弧形挡块407时,被弧形挡块407限位,进而使连杆404停止转动,同时控制第一电动滑块303停止转动,同时,连杆404转动使扭力弹簧405发生扭转,接着,吸盘412停止运作,第二电动推杆409启动通过第一固定块410 带动滑杆411往上移动复位,进而带动吸盘412往上移动脱离焊接完成的弧形储罐顶板,此时连杆404受到扭力弹簧405的反弹力发生转动,进而使连杆404转动带动固定板406转动,进而带动第二电动推杆409传动第一固定块410转动,第一固定块410转动带动滑杆411传动吸盘412进行转动,进而使吸盘412转动至下一块弧形储罐顶板处,从而使相应部件转动至下一块弧形储罐顶板所焊接位置,然后,再以相同的工作原理往复循环运作,直到焊接至最后一块,此时,第三电动推杆420启动通过推动板421带动圆环422 往下移动,圆环422移动带动进而带动八个第二固定块423往下移动,八个第二固定块423移动带动八个连轴424传动八个支撑块425往下移动,当八个支撑块425移动触碰到限位架419时发生转动,进而使八个支撑块425收缩,从而防止八个支撑块425被焊接完成的弧形储罐顶板阻挡,然后,第一电动吊机2、第二电动吊机3再次启动,进而带动相应的部件往上移动,从而脱离焊接完成的弧形储罐顶板,随后再由工作人员将最后一块弧形储罐顶板焊接在大型储罐顶部,从而完成焊接工作。
33.根据图1和图8所示,熔焊辅助装置还包括有移动单元,移动单元包括有电动平板车501和限位环502;电动平板车501上表面固接有限位环502,限位环502内刚好放下大型储罐。
34.在进行工作时,首先由工作人员将圆筒状的大型储罐放在电动平板车501 上,并通过限位环502对大型储罐进行限位,然后,再操控电动平板车501 启动进行移动,进而带动大型储罐移动至承重架1下方。
35.利用该装置进行接口熔焊时,包括以下工作步骤:
36.步骤一:移动,通过送料单元将所需焊接的多个弧形储罐顶板精准移动至大型储罐的上方;
37.步骤二:传送,利用送料单元将弧形储罐顶板逐个有序的传送至大型储罐的正上方;
38.步骤三:检测,通过检测单元对发生变形的弧形储罐顶板进行检测;
39.步骤四:修复,通过检测单元对进行修复,将发生变形的弧形储罐顶板进行修复调整;
40.步骤五:焊接,检测单元对所需焊接的弧形储罐顶板进行限位,配合工作人员完成焊接;
41.步骤六:取出,检测单元防止被焊接完成的弧形储罐顶板阻挡,从而脱离焊接完成的弧形储罐顶板。
42.本发明实现了避免了弧形储罐顶板在移动时极易发生形变,降低工作量的同时极大的提高了人工效率。
43.以上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理的内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。