1.本发明涉及一种选色包装一体设备,特别是涉及一种竹筷生产 用智能选色智能包装一体设备,属于选色包装一体设备技术领域。
背景技术:
2.不管是古代还是现在,很多人在使用竹筷,竹筷的用途便是在 进食的时候方便我们去获取食物,把食物夹起。
3.在对竹筷生产加工的过程中需要对竹筷进行选色,将不好的颜 色的竹筷剔除,这些操作往往是人工进行操作,这样比较费事费力;
4.另外加工好的竹筷需要进行包装,包装采用独立的包装机进行 包装,而且包装机包装的稳定性比较差,容易出现包装袋边部粘合 量少甚至脱离的问题,为此设计一种竹筷生产用智能选色智能包装 一体设备来优化上述问题。
技术实现要素:
5.本发明的主要目的是为了提供一种竹筷生产用智能选色智能包 装一体设备,将制作好的竹筷放置在传送带的顶部,然后通过传送 带的传动进行运输,并通过分离限量条对竹筷进行分离,分离限量 条的宽度可构成放置两根竹筷的平躺,且高度与一根竹筷的高度一 致,再固定侧固定板的时候使其侧固定板与水平面构成大于90
°
小 于110
°
的夹角,使其在传送的过程中位于两个分离限量条之间的竹 筷大于等于3根时候会在重力作用下滚落至位于下方的两个分离限 量条之间,进而保证两个分离限量条容纳2根竹筷的功能,通过摄 像头检测质差的竹筷并启动质差竹筷推出组件将竹筷通过质差排出 口推入至质差竹筷回收组件内,因为传送带的一侧厚于另一侧,因 此传送带整体是向分离限量条端部倾斜的并配合限位条可对竹筷进 行对齐的功能,也可再重力下通过合格竹筷导出槽至包装袋上,包 装袋先是套在包装袋放置滚筒上,然后贯穿直径减缩导袋滚筒组件, 因为是直径减缩导袋滚筒,使其包装袋两边会逐渐翘起以配合热压 合滚筒组件,使其可以进行更好的压合避免断袋以及压合不到包装 袋的问题,然后再通过热压合切割组件切合后包装完成。
6.本发明的目的可以通过采用如下技术方案达到:
7.一种竹筷生产用智能选色智能包装一体设备,包括侧固定板, 所述侧固定板的内侧端部设有传动滚筒组件,且所述传动滚筒组件 的外侧套设有传送带,所述传送带的一侧厚于另一侧,且传送带薄 的一侧垂于所述传送带轴向等间距设有分离限量条,所述侧固定板 的一侧开设有多组质差排出口,且所述质差排出口上设有铰接门, 所述侧固定板与所述质差排出口对应的内侧处设有质差竹筷推出组 件,所述侧固定板的内侧靠近所述质差竹筷推出组件处设有摄像头, 所述侧固定板位于所述质差排出口一侧的下方设有质差竹筷回收组 件,所述侧固定板位于所述质差排出口一侧的端部安装有包装架, 所述侧固定板位于所述包装架对应的内侧安装有与所述包装架连通 的合格竹筷导出槽,所述包装架的内侧沿所述包装架轴向上等间距 设有直径减缩导袋滚筒组件,所述包装架的内顶端部
设有多组热压 合滚筒组件,且热压合滚筒组件两两平行分布,所述包装架的顶端 部设有驱动热压合滚筒组件运行的联动组件,所述包装架的端尾部 设有热压合切割组件。
8.优选的,所述传动滚筒组件包括主动滚筒、从动滚筒和传送电 机,所述侧固定板内侧的一端通过轴承安装有主动滚筒,所述侧固 定板内侧的另一端通过轴承安装有从动滚筒,所述侧固定板的外侧 位于所述主动滚筒所对应的端部安装有驱动所述主动滚筒旋转的传 动电机,所述主动滚筒和从动滚筒的外侧套设有传送带。
9.优选的,所述质差竹筷推出组件包括电动气压缸和倒锥导出条, 所述电动气压缸安装在所述侧固定板内侧与所述质差排出口对应 处,且所述电动气压缸的输出端安装有倒锥导出条,所述倒锥导出 条与所述分离限量条和传送带构成的槽可贴合。
10.优选的,所述质差竹筷回收组件包括质差竹筷存放槽和导板, 所述侧固定板的一侧且位于所述质差排出口的下方安装有导板,所 述导板远离所述侧固定板的一端安装有质差竹筷存放槽,所述质差 竹筷存放槽面向所述导板的一侧开设有槽口。
11.优选的,所述直径减缩导袋滚筒组件包括第一导袋滚筒、第二 导袋滚筒、第三导袋滚筒和第四导袋滚筒,所述包装架的内侧沿所 述包装架轴向上依次设有第一导袋滚筒、第二导袋滚筒、第三导袋 滚筒和第四导袋滚筒,且所述第一导袋滚筒、第二导袋滚筒、第三 导袋滚筒和第四导袋滚筒的直径依次减小。
12.优选的,所述侧固定板的一侧且位于所述包装架的下方设有包 装袋固定架,所述包装袋固定架的内侧设有包装袋放置滚筒。
13.优选的,所述热压合滚筒组件包括热压合滚筒和连接转杆,所 述包装架的内顶端部沿其轴向上设有多组连接转杆,且所述连接转 杆贯穿所述包装架,位于所述包装架内侧的连接转杆端部安装有热 压合滚筒。
14.优选的,所述联动组件包括l型电机固定架、传动电机、主动 工型轮、第一从动工型轮、从动齿轮盘、主动齿轮盘、第二从动工 型轮和传动皮带,所述连接转杆的顶部安装有第二从动工型轮,所 述包装架的顶端部安装有l型电机固定架,所述l型电机固定架的 内底部设有第一从动工型轮和主动工型轮,所述传动电机安装在所 述l型电机固定架顶侧部处,且所述传动电机的输出端贯穿所述l 型电机固定架安装在所述主动工型轮顶中部处,所述主动工型轮的 底中部哦那个给转杆安装有主动齿轮盘,所述第一从动工型轮的底 中部处通过转杆安装有从动齿轮盘,所述第二从动工型轮和第一从 动工型轮之间以及主动工型轮和第二从动工型轮之间套设有传动皮 带。
15.优选的,所述热压合切割组件包括切割板、电动伸缩杆、切割 头、升降板、限位弹簧和热压合板,所述电动伸缩杆安装在所述包 装架内顶端部处,且所述包装架内端下方安装有切割板,所述电动 伸缩杆的输出端安装有升降板,所述升降板的底部两侧通过限位弹 簧安装有热压合板,所述升降板底中部处安装有切割头,所述切割 板上设有与所述切割头插合配合的插口。
16.优选的,所述侧固定板的内侧设有限位条,且所述限位条与所 述分离限量条的端部相互配合,所述的底端部安装有成品导出架。
17.本发明的有益技术效果:
18.本发明提供的一种竹筷生产用智能选色智能包装一体设备,将 制作好的竹筷放置在传送带的顶部,然后通过传送带的传动进行运 输,并通过分离限量条对竹筷进行分
离,分离限量条的宽度可构成 放置两根竹筷的平躺,且高度与一根竹筷的高度一致,再固定侧固 定板的时候使其侧固定板与水平面构成大于90
°
小于110
°
的夹角, 使其在传送的过程中位于两个分离限量条之间的竹筷大于等于3根 时候会在重力作用下滚落至位于下方的两个分离限量条之间,进而 保证两个分离限量条容纳2根竹筷的功能,通过摄像头检测质差的 竹筷并启动质差竹筷推出组件将竹筷通过质差排出口推入至质差竹 筷回收组件内,因为传送带的一侧厚于另一侧,因此传送带整体是 向分离限量条端部倾斜的并配合限位条可对竹筷进行对齐的功能, 也可再重力下通过合格竹筷导出槽至包装袋上,包装袋先是套在包 装袋放置滚筒上,然后贯穿直径减缩导袋滚筒组件,因为是直径减 缩导袋滚筒,使其包装袋两边会逐渐翘起以配合热压合滚筒组件,使 其可以进行更好的压合避免断袋以及压合不到包装袋的问题,然后 再通过热压合切割组件切合后包装完成。
附图说明
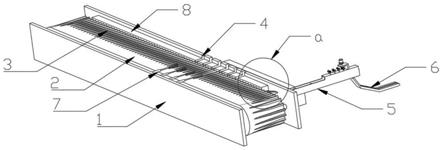
19.图1为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的第一视角立体结构示意图;
20.图2为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的第二视角立体结构示意图;
21.图3为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的第三视角立体结构示意图;
22.图4为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的第四视角立体结构示意图;
23.图5为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的b处结构放大图;
24.图6为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的a处结构放大图;
25.图7为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的c处结构放大图;
26.图8为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的热压合切割组件结构示意图;
27.图9为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的d处结构放大图;
28.图10为按照本发明的一种竹筷生产用智能选色智能包装一体设 备的一优选实施例的滚轮热压合传动组件立体结构示意图。
29.图中:1-侧固定板,2-传送带,3-分离限量条,4-质差排出口, 5-包装架,6-成品导出架,7-电动气压缸,8-限位条,9-质差竹筷
具体实施方式
30.为使本领域技术人员更加清楚和明确本发明的技术方案,下面 结合实施例及附图对本发明作进一步详细的描述,但本发明的实施 方式不限于此。
31.如图1-图10所示,本实施例提供的一种竹筷生产用智能选色智能包装一体 设备,
包括侧固定板1,侧固定板1的内侧端部设有传动滚筒组件,且传动滚筒 组件的外侧套设有传送带2,传送带2的一侧厚于另一侧,且传送带2薄的一侧 垂于传送带2轴向等间距设有分离限量条3,侧固定板1的一侧开设有多组质差 排出口4,且质差排出口4上设有铰接门,侧固定板1与质差排出口4对应的内 侧处设有质差竹筷推出组件,侧固定板1的内侧靠近质差竹筷推出组件处设有 摄像头,侧固定板1位于质差排出口4一侧的下方设有质差竹筷回收组件,侧 固定板1位于质差排出口4一侧的端部安装有包装架5,侧固定板1位于包装架 5对应的内侧安装有与包装架5连通的合格竹筷导出槽21,包装架5的内侧沿 包装架5轴向上等间距设有直径减缩导袋滚筒组件,包装架5的内顶端部设有 多组热压合滚筒组件,且热压合滚筒组件两两平行分布,包装架5的顶端部设 有驱动热压合滚筒组件运行的联动组件,包装架5的端尾部设有热压合切割组 件。
32.将制作好的竹筷放置在传送带2的顶部,然后通过传送带2的 传动进行运输,并通过分离限量条3对竹筷进行分离,分离限量条3 的宽度可构成放置两根竹筷的平躺,且高度与一根竹筷的高度一致, 再固定侧固定板1的时候使其侧固定板1与水平面构成大于90
°
小 于110
°
的夹角,使其在传送的过程中位于两个分离限量条3之间的 竹筷大于等于3根时候会在重力作用下滚落至位于下方的两个分离 限量条3之间,进而保证两个分离限量条3容纳2根竹筷的功能, 通过摄像头检测质差的竹筷并启动质差竹筷推出组件将竹筷通过质 差排出口4推入至质差竹筷回收组件内,因为传送带2的一侧厚于 另一侧,因此传送带2整体是向分离限量条3端部倾斜的并配合限 位条8可对竹筷进行对齐的功能,也可再重力下通过合格竹筷导出 槽21至包装袋上,包装袋先是套在包装袋放置滚筒23上,然后贯 穿直径减缩导袋滚筒组件,因为是直径减缩导袋滚筒,使其包装袋 两边会逐渐翘起以配合热压合滚筒组件,使其可以进行更好的压合 避免断袋以及压合不到包装袋的问题,然后再通过热压合切割组件 切合后包装完成。
33.在本实施例中,传动滚筒组件包括主动滚筒13、从动滚筒14 和传送电机,侧固定板1内侧的一端通过轴承安装有主动滚筒13, 侧固定板1内侧的另一端通过轴承安装有从动滚筒14,侧固定板1 的外侧位于主动滚筒13所对应的端部安装有驱动主动滚筒13旋转 的传动电机,主动滚筒13和从动滚筒14的外侧套设有传送带2。
34.启动传送电机带动主动滚筒13运动,通过主动滚筒13带动从 动滚筒14运动,通过从动滚筒14配合主动滚筒13带动传送带2运 动。
35.在本实施例中,质差竹筷推出组件包括电动气压缸7和倒锥导 出条11,电动气压缸7安装在侧固定板1内侧与质差排出口4对应 处,且电动气压缸7的输出端安装有倒锥导出条11,倒锥导出条11 与分离限量条3和传送带2构成的槽可贴合。
36.启动电动气压缸7带动倒锥导出条11将质差的竹筷推出。
37.在本实施例中,质差竹筷回收组件包括质差竹筷存放槽9和导 板10,侧固定板1的一侧且位于质差排出口4的下方安装有导板10, 导板10远离侧固定板1的一端安装有质差竹筷存放槽9,质差竹筷 存放槽9面向导板10的一侧开设有槽口。
38.质差的竹筷通过质差排出口4滑动至导板10上,并通过导板10 进入至质差竹筷存放槽9内。
39.在本实施例中,直径减缩导袋滚筒组件包括第一导袋滚筒24、 第二导袋滚筒25、第三导袋滚筒26和第四导袋滚筒27,包装架5 的内侧沿包装架5轴向上依次设有第一导袋
滚筒24、第二导袋滚筒 25、第三导袋滚筒26和第四导袋滚筒27,且第一导袋滚筒24、第 二导袋滚筒25、第三导袋滚筒26和第四导袋滚筒27的直径依次减 小。
40.包装袋通过第一导袋滚筒24、第二导袋滚筒25、第三导袋滚筒 26和第四导袋滚筒27使其两边逐渐翘起,因为第一导袋滚筒24、 第二导袋滚筒25、第三导袋滚筒26和第四导袋滚筒27的直径缩小 的同时两边逐渐以倾斜的弧度增大,进而使其包装袋两边逐渐翘起。
41.在本实施例中,侧固定板1的一侧且位于包装架5的下方设有 包装袋固定架12,包装袋固定架12的内侧设有包装袋放置滚筒23。
42.在本实施例中,热压合滚筒组件包括热压合滚筒34和连接转杆 35,包装架5的内顶端部沿其轴向上设有多组连接转杆35,且连接 转杆35贯穿包装架5,位于包装架5内侧的连接转杆35端部安装有 热压合滚筒34,联动组件包括l型电机固定架15、传动电机16、主 动工型轮22、第一从动工型轮18、从动齿轮盘17、主动齿轮盘36、 第二从动工型轮19和传动皮带20,连接转杆35的顶部安装有第二 从动工型轮19,包装架5的顶端部安装有l型电机固定架15,l型 电机固定架15的内底部设有第一从动工型轮18和主动工型轮22, 传动电机16安装在l型电机固定架15顶侧部处,且传动电机16的 输出端贯穿l型电机固定架15安装在主动工型轮22顶中部处,主 动工型轮22的底中部哦那个给转杆安装有主动齿轮盘36,第一从动 工型轮18的底中部处通过转杆安装有从动齿轮盘17,第二从动工型 轮19和第一从动工型轮18之间以及主动工型轮22和第二从动工型 轮19之间套设有传动皮带20。
43.启动传动电机16带动主动工型轮22,并通过主动工型轮22带 动主动齿轮盘36运动,通过主动齿轮盘36带动从动齿轮盘17运动, 通过从动齿轮盘17带动第一从动工型轮18,再配合传动皮带20带 动第二从动工型轮19,从而使其热压合滚筒34转动实现对包装袋的 热压合功能。
44.在本实施例中,热压合切割组件包括切割板28、电动伸缩杆29、 切割头31、升降板30、限位弹簧32和热压合板33,电动伸缩杆29 安装在包装架5内顶端部处,且包装架5内端下方安装有切割板28, 电动伸缩杆29的输出端安装有升降板30,升降板30的底部两侧通 过限位弹簧32安装有热压合板33,升降板30底中部处安装有切割 头31,切割板28上设有与切割头31插合配合的插口。
45.启动电动伸缩杆29带动升降板30运动,通过升降板30带动热 压合板33对包装袋进行热压合,并通过压缩热压合板33使其切割 头31插合至切割板28的插口内实现对包装袋的切割功能。
46.在本实施例中,侧固定板1的内侧设有限位条8,且限位条8 与分离限量条3的端部相互配合,5的底端部安装有成品导出架6。
47.以上,仅为本发明进一步的实施例,但本发明的保护范围并不 局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围 内,根据本发明的技术方案及其构思加以等同替换或改变,都属于 本发明的保护范围。