1.本发明属于工装流转搬运技术领域,尤其涉及一种工装位置转移变换装置。
背景技术:
2.大部柔性自动线体上都会使用一种工装流转搬运机构,该机构主要实现载具工装在并排的工作位和两条不同流水线共3个位置间进行转移。目前使用的工装流转搬运机构主要包括具有较大行程的电缸搬运机构和设在电缸搬运机构上的夹爪气缸,利用一个电缸搬运机构实现工装在三个位置之间的转移,占用空间大;且不便于两个夹取的工装同时向不同位置进行转移(目前的转移过程为,先将夹取的工装ⅰ由工作位向流水线ⅱ转移完,再将另一个工装ⅱ由第一流水线ⅰ向工作位进行转移,参见图1.1至图1.3);大大增加了工装转移的操作时间、降低了生产效率、提高了生产成本,不符合精益化生产的要求。
技术实现要素:
3.旨在克服上述现有技术中存在的至少之一处不足,本发明解决的技术问题是,提供了一种工装位置转移变换装置;利用旋转平移驱动机构代替现有装置中的电缸搬运机构,可使结构紧凑,占用空间小,且可快速进行工装在各个位置间的转移,减低了工装转移的时间、提高了生产效率、降低了生产成本。
4.为解决上述现有技术中的存在的技术问题,本发明实施例提供了一种工装位置转移变换装置,包括机架、设置于所述机架上的竖向驱动件、设置于所述竖向驱动件的驱动部上的旋转平移驱动机构以及安装在所述旋转平移驱动机构上的工装夹持机构;
5.在所述旋转平移驱动机构的驱动下,所述工装夹持机构在水平面内旋转、同时在水平面上进行直线运动。
6.进一步,所述旋转平移驱动机构包括旋转动力件、与所述旋转动力件的动力部连接的旋转板以及设置在所述旋转板上的直线驱动机构;
7.所述工装夹持机构安装在所述直线驱动机构上;所述工装夹持机构随所述旋转板旋转的同时,所述直线驱动机构驱动所述工装夹持机构进行直线运动。
8.进一步,所述直线驱动机构包括水平驱动件。
9.进一步,所述直线驱动机构包括滑动安装在所述旋转板底部的滑动板以及摆臂;
10.所述摆臂的一端与所述滑动板铰接,另一端与所述旋转动力件的固定部铰接;所述工装夹持机构安装在所述滑动板上。
11.进一步,所述旋转动力件的固定部上设有固定板,所述摆臂与所述固定板铰接。
12.进一步,所述滑动板与所述旋转板之间设置有滑轨滑块结构。
13.进一步,所述工装夹持机构设置有至少一对,且所述直线驱动机构的数量与所述工装夹持机构的数量一致且一一对应;在所述旋转动力件的驱动下,所有所述工装夹持机构随所述旋转板在水平面内旋转,同时,成对的两个所述工装夹持机构在相应所述直线驱动机构的驱动下进行相背或相对运动。
14.进一步,所述工装夹持机构包括驱动件,所述驱动件包括两个相对或相背运动的驱动部,所述驱动部上设有夹持臂。
15.进一步,所述工装夹持机构还包括设置于两个所述夹持臂之间的所述驱动件上的定位板;所述定位板上设有浮动定位柱结构。
16.进一步,所述浮动定位柱结构包括竖向滑动安装在所述定位板上的定位柱和弹性件;所述定位柱的一端设有限位件,另一端设有限位台阶面;所述弹性件套设在所述定位柱上,一端与所述定位板抵接,另一端与所述限位台阶面抵接。
17.由于采用了上述技术方案,取得的有益效果如下:
18.本发明中的工装位置转移变换装置,包括机架、设置于机架上的竖向驱动件、设置于竖向驱动件的驱动部上的旋转平移驱动机构以及安装在旋转平移驱动机构上的工装夹持机构;在旋转平移驱动机构的驱动下,工装夹持机构在水平面内绕顶点旋转、同时在水平面上进行直线运动(径向方向)。比如说,工作位到流水线的距离为a,工装夹持机构在水平面内绕顶点旋转(通常180度)时,已补偿了部分转移距离a1,同时进行的直线运动可完成剩余转移距离a-a1,将夹持着工装的工装夹持机构转移到相应位置。且旋转和直线运动的同时进行,可加快转移速。相比传统采用电缸搬运机构(最大行程大于等于a)而言,结构紧凑,占用空间小,且可快速进行工装在各个位置间的转移,减低了工装转移的时间、提高了生产效率、降低了生产成本。
附图说明
19.图1.1至图1.3是现有电缸搬运机构对工装进行逐一转移的过程原理图;
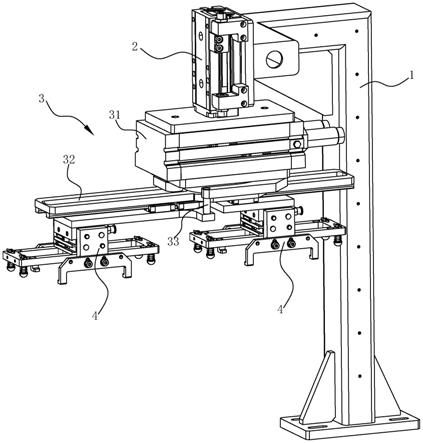
20.图2是本发明工装位置转移变换装置的结构示意图;
21.图3是图2另一视角下的结构示意图;
22.图4是图1中旋转平移驱动机构和工装夹持机构的结构分解图;
23.图5是旋转平移驱动机构初始状态下的俯视图;
24.图6是旋转平移驱动机构第一工作状态下的俯视图;
25.图7是旋转平移驱动机构第二工作状态下的俯视图;
26.图8是旋转平移驱动机构第三工作状态下的俯视图;
27.图9.1至图9.7是本发明对工装进行转移的过程原理图;
28.图中:1-机架,2-竖向驱动件,3-旋转平移驱动机构,31-旋转动力件,311-固定板,32-旋转板,33-直线驱动机构,331-滑动板,332-摆臂,34-滑轨滑块结构,4-工装夹持机构,41-驱动件,42-夹持臂,43-定位板,44-浮动定位柱结构,441-定位柱,442-弹性件,443-限位件。
具体实施方式
29.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
30.由图2至图4共同所示,本实施例公开了一种工装位置转移变换装置,主要包括机架1、设置于机架1上的竖向驱动件2(气缸或电缸)、设置于竖向驱动件2的驱动部上的旋转
平移驱动机构3以及安装在旋转平移驱动机构3上的工装夹持机构4;在旋转平移驱动机构3的驱动下,工装夹持机构4在水平面内绕顶点旋转、同时在水平面上进行直线运动。比如说,工作位到流水线的距离为a,工装夹持机构4在水平面内绕顶点旋转(通常180度)时,已补偿了部分转移距离a1,同时进行的直线运动可完成剩余转移距离a-a1,将夹持着工装的工装夹持机构4转移到相应位置。
31.其中,旋转平移驱动机构3包括旋转动力件31、与旋转动力件31的旋转动力部连接的旋转板32(可选择矩形,十字形或圆形,具体形状可根据工装夹持机构4的设置数量和排布进行适当选在)以及设置在旋转板32上的直线驱动机构33;工装夹持机构4安装在直线驱动机构33的直线运动部上;工装夹持机构4随旋转板32在水平面内进行旋转的同时,直线驱动机构33驱动工装夹持机构4进行直线运动。
32.一些实施例中,直线驱动机构33包括水平驱动件(例如小量程电缸)。
33.为了使结构更加紧凑,减少占用空间,进一步提高工装转移的速度;本实施例对直线驱动机构33的结构作了进一步优化;优化后的直线驱动机构33包括水平滑动安装在旋转板32底部的滑动板331以及摆臂332;摆臂332的一端与滑动板331借助销轴结构铰接,另一端与旋转动力件31的固定部铰接;工装夹持机构4安装在滑动板331上。滑动板331和摆臂332形成连杆滑块结构。
34.为了便于安装,本实施例在旋转动力件31的固定部上设置了固定板311,摆臂332与固定板311借助销轴结构铰接。为了进一步提高直线驱动机构33驱动工装夹持机构4作直线运动时的稳定性,本实施例在滑动板331和旋转板32之间增加了滑轨滑块结构34。
35.本实施例中,工装夹持机构4包括驱动件41,驱动件41包括两个相对或相背运动的驱动部,驱动部上设有夹持臂42。为了确保抓取工装的稳定性和精确性,本实施例中的工装夹持机构4还包括设置于两个夹持臂42之间的驱动件41上的定位板43;定位板43上设有浮动定位柱结构44(可在抓取工装时进行定位,还可防止硬性接触对零部件产生损伤)。其中,浮动定位柱结构44包括竖向滑动安装在定位板43上的定位柱441和弹性件442;定位柱441的一端设有限位件443(限位销),另一端设有限位台阶面;弹性件442套设在定位柱441上,一端与定位板43抵接,另一端与限位台阶面抵接。
36.根据转移位置及生产节拍的需求,通常需要成对设置工装夹持机构4,且至少设置一对,本实施例附图所示为包含一对工装夹持机构4;下面以设置一对工装夹持机构4为例进行说明;直线驱动机构33的数量与工装夹持机构4的数量一致且一一对应(设置有两个);在共同的旋转动力件31的驱动下,所有工装夹持机构4随共用的旋转板32在水平面内旋转,同时,成对的两个工装夹持机构4在相应直线驱动机构33的驱动下进行相背或相对运动(需要摆臂332与固定板311的铰接点相对设置,且位于固定板311的相对两侧)。
37.由图5至图8共同所示,旋转板32在旋转动力件31的驱动下由初始位置开始逆时针旋转;旋转的同时,摆臂332绕着与固定板311的铰接点进行转动,同时借助与滑动板331的铰接关系以及滑动板331的滑动安装限制,驱动相应滑动板331向背离旋转中心方向进行直线运动,当旋转至180度后,滑动板331直线运动达到最大行程。反之,旋转板32在旋转动力件31的驱动下顺时针转180度即可复位。
38.下面基于上述结构对工装转移变换机构的工作原理进行阐述:
39.为了便于理解,将两个工装夹持机构4分别定义为工装夹持机构ⅰ和工装夹持机构
ⅱ
;被转移的两个工装定义为工装ⅰ和工装ⅱ;转移位置有三个,分别为工作位、流水带ⅰ和流水带ⅱ。
40.首先,旋转平移驱动机构3位于初始位置(参见图9.1)。然后,竖向驱动件2正向动作带动旋转平移驱动机构3下移,工装夹持机构ⅰ和工装夹持机构ⅱ分别夹取位于工作位的工装ⅰ以及位于流水带ⅰ的工装ⅱ(参见图9.2)。再者,竖向驱动件2反向动作带动旋转平移驱动机构3上移(参见图9.3)。随后进行工装位置转移变换,由旋转动力件31带旋转板32正转(逆时针)旋转180度,工装夹持机构ⅰ和工装夹持机构ⅱ随旋转板32同步转动(180度后,工装夹持机构ⅰ和工装夹持机构ⅱ互换,相当于补偿了一定的位移),同时相应的直线驱动机构33驱动工装夹持机构ⅰ和工装夹持机构ⅱ作相背运动(变间距运动),使夹持着工装ⅰ的工装夹持机构ⅰ与流水带ⅱ对应,夹持着工装ⅱ的工装夹持机构ⅱ与工作位对应,实现两个工装位置的转移变换(参见图9.4)。随后,竖向驱动件2正向动作带动旋转平移驱动机构3下移,工装夹持机构ⅰ将夹取的工装ⅰ放置到流水带ⅱ上,同时,工装夹持机构ⅱ将夹取的工装ⅱ放置到工作位(参见图9.5)。再然后,竖向驱动件2反向动作带动旋转平移驱动机构3上移(参见图9.6)。最后,由旋转动力件31带旋转板32反转(顺时针)旋转180度,进行复位(参见图9.7)。可同时实现工装ⅰ从工作位转移到流水带ⅱ,工装ⅱ从流水带ⅰ转移到工作位。达到提高了转移效率。
41.综上所述,本发明相比传统采用电缸搬运机构而言,结构紧凑,占用空间小,且可快速进行工装在各个位置间的转移,减低了工装转移的时间、提高了生产效率、降低了生产成本。
42.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。