1.本发明涉及海洋工程结构物的密封技术,具体涉及一种空间曲面型水下密封件及安装方法。
背景技术:
2.航行的船舶与海洋工程结构物经常处于快流速、强震动的复杂海洋环境中,特别是螺旋桨、舵叶、减摇鳍、船体曲面外板等部件,其内部通常设有润滑脂腔体用于对传动结构等润滑保护,润滑脂腔体通常设有开口以定期对内部的传动结构维护检查,由于上述部件直接与海水接触,因此对润滑脂腔体的开口处必须要做好密封隔离,以防止被海水浸泡腐蚀进而对内部的传动机构等造成损伤。因此,对于开口处的密封效果和密封时效性显得非常重要。通常使用密封件(如盖板)对开口处进行密封,但是对于尺寸较大、且处于舵叶等表面为空间曲面的密封件,容易出现受力不均的问题,密封件的安装和密封时效保证更加困难。同时,润滑脂腔体内部是有一定压力的润滑脂或油脂等,外部是应力交替变化的海水湍流区,这使得密封件的两侧处于不规则的交替载荷区。此外,对于舵叶等部件长时间处于航行状态、进坞修理间隔周期长(通常修理周期是以年为单位计算的)。因此,密封件的密封效果和密封时效性受到考验。存在部分舵叶的盖板在使用过程中密封效果降低,润滑脂腔体进水等异常情况,且多次重复拆装容易使螺纹孔受损。
3.因此,需要提出一种用于空间曲面型工件的水下密封件及安装方法,以解决上述问题。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本发明的目的在于提供一种空间曲面型水下密封件及安装方法,用于提升空间曲面工件在水下的密封性能。
5.本发明提供一种空间曲面型水下密封件,所述密封件包括依次叠置的围框、密封垫圈及盖板,所述围框、密封垫圈及盖板的外边缘尺寸彼此相同,所述围框及密封垫圈的内边缘尺寸相同,所述围框与所述密封垫圈接触的一侧具有多个相互套设的围框凹槽,所述盖板与所述密封垫圈接触的区域具有多个相互套设的盖板凹槽,且所述围框凹槽及盖板凹槽均为闭合的环形。
6.可选地,所述盖板凹槽与所述围框凹槽的数量均为3
‑
5个。
7.可选地,所述围框与所述密封垫圈接触的一侧还设有多个螺纹孔,所述密封垫圈及盖板上分别设有与所述螺纹孔位置相对应的垫圈通孔及盖板通孔,所述密封件还包括紧固螺钉,所述紧固螺钉贯穿所述盖板通孔及垫圈通孔并与所述螺纹孔配合紧固。
8.可选地,所述紧固螺钉的硬度低于所述螺纹孔的硬度。
9.可选地,所述盖板靠近所述密封垫圈的侧面还设有盖板补强筋,用于加固所述盖板。
10.可选地,位于所述盖板一侧的润滑脂对所述盖板的压力等于或大于位于所述盖板
另一侧的海水对所述盖板的压力。
11.可选地,所述围框固定于所述腔体围板的内侧,所述腔体围板的一端固定于润滑脂腔体的开口边缘,另一端与空间曲面工件的开口边缘固定连接。
12.可选地,所述盖板与所述空间曲面工件之间光滑过渡,且所述盖板边缘与空间曲面工件之间的缝隙中填充有金属密封胶。
13.本发明还提供一种空间曲面型水下密封件的安装方法,所述安装方法包括以下步骤:
14.s1:提供围框、润滑脂腔体及空间曲面工件,所述润滑脂腔体的开口边缘与腔体围板的一端固定连接,所述腔体围板的另一端与空间曲面工件的开口边缘固定连接,将所述围框固定于所述腔体围板的内侧;
15.s2:在所述围框上依次装配密封垫圈、盖板,所述密封垫圈上的垫圈通孔及所述盖板上的盖板通孔与所述围框上的螺纹孔对应贯通,其中,
16.所述围框、密封垫圈及盖板的外边缘尺寸彼此相同,所述围框及密封垫圈的内边缘尺寸相同,所述围框与所述密封垫圈接触的一侧具有多个相互套设的围框凹槽,所述盖板与所述密封垫圈接触的区域具有多个相互套设的盖板凹槽,且所述围框凹槽及盖板凹槽均为闭合的环形;
17.s3:提供安装螺母及安装螺栓,将所述安装螺母旋到所述安装螺栓的底部;
18.s4:将所述安装螺栓通过所述垫圈通孔及盖板通孔旋进所述螺纹孔;
19.s5:在所述盖板的各个边按照由中间向两端的顺序紧固安装螺母,使所述盖板、垫圈及围框紧密贴合;
20.s6:在所述盖板边缘与空间曲面工件之间的缝隙中填充金属密封胶;
21.s7:待所述金属密封胶固化后,在所述盖板的各个边按照由中间向两端的顺序,依次逐个松动所述安装螺母、卸去所述安装螺栓、以及将紧固螺钉通过所述垫圈通孔及盖板通孔旋进所述螺纹孔并紧固。
22.可选地,所述安装方法还包括在所述润滑脂腔体中填充润滑脂的步骤,所述填充润滑脂的步骤在步骤s2之前进行、和/或在步骤s7之后进行。
23.如上所述,本发明的一种空间曲面型水下密封件及安装方法,具有以下有益效果:该密封件包括依次叠置的围框、密封垫圈及盖板,在围框及盖板上分别设有多个相互套设的围框凹槽及盖板凹槽,密封垫圈在安装时会受到挤压并填充围框凹槽及盖板凹槽,从而达到较好的密封效果。同时保证位于盖板一侧的润滑脂对盖板的压力大于位于盖板另一侧的海水对盖板的压力,从而避免海水进入润滑脂腔体中。在安装该空间曲面型水下密封件时,先通过安装螺栓及安装螺母对所述盖板进行固定,使密封垫圈受盖板的压力达到预期的塑性变形,同时释放盖板安装过程中产生的应力,之后再逐个卸下安装螺栓及安装螺母,安装紧固螺钉,从而最大限度地保证受力稳定性和整体密封效果,实现空间曲面工件在水下的良好水密效果和长时间水密性能。
附图说明
24.图1显示为实施例一中围框的正视示意图。
25.图2显示为图1中区域m的结构放大示意图。
26.图3显示为实施例一中盖板的正视示意图。
27.图4显示为图3中区域n的结构放大示意图。
28.图5显示为实施例一中密封垫圈的正视示意图。
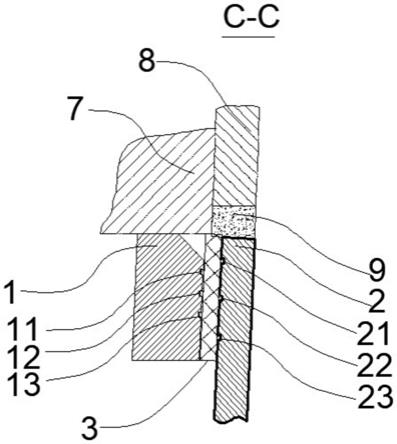
29.图6显示为实施例一中参考线cc的截面示意图。
30.图7显示为实施例一中参考线bb的截面示意图。
31.图8显示为实施例一中参考线aa的截面示意图。
32.图9显示为实施例二中对安装螺母及安装螺栓进行安装时参考线aa的截面示意图。
33.元件标号说明
[0034]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
围框
[0035]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盖板
[0036]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
密封垫圈
[0037]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
紧固螺钉
[0038]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装螺栓
[0039]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装螺母
[0040]7ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
腔体围板
[0041]8ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
空间曲面工件
[0042]9ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
金属密封胶
[0043]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一围框凹槽
[0044]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二围框凹槽
[0045]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三围框凹槽
[0046]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺纹孔
[0047]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一盖板凹槽
[0048]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二盖板凹槽
[0049]
23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三盖板凹槽
[0050]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
垫圈通孔
[0051]
24
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盖板补强筋
[0052]
25
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盖板通孔
[0053]
70
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
润滑脂腔体
具体实施方式
[0054]
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。
[0055]
需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,虽图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的形态、数量、位置关系及比例可在实现本方技术方案的前提下随意改变,且其组件布局形态也可能更为复杂。因此,可以预见到例如因为制造技术和/或公
差而导致示意图中的形状有所变化。因此,示例性实施例不应该被认为限于图中所示区域的具体形状,而是还可以包括由例如制造工艺造成的形状偏差。在附图中,为了清晰起见,可能会放大某些层和区域的长度和尺寸。
[0056]
实施例一
[0057]
本实施例提供一种空间曲面型水下密封件,如图1
‑
8所示,所述密封件包括依次叠置的围框1、密封垫圈3及盖板2,所述围框1、密封垫圈3及盖板2的外边缘尺寸彼此相同,所述围框1及密封垫圈3的内边缘尺寸相同,所述围框1与所述密封垫圈3接触的一侧具有多个相互套设的围框凹槽,所述盖板2与所述密封垫圈3接触的区域具有多个相互套设的盖板凹槽,且所述围框凹槽及盖板凹槽均为闭合的环形。
[0058]
具体的,如图8所示,润滑脂腔体70的开口边缘与腔体围板7的一端固定连接,所述腔体围板7的另一端与空间曲面工件8的开口边缘固定连接,所述围框1固定于所述腔体围板7的内侧,且所述围框1与所述腔体围板7的接触处应保证密封,通常可采用焊接的方式固定连接。所述围框1固定完成后,即可安装所述密封垫圈3及盖板2。所述润滑脂腔体70中填充有用于润滑的润滑脂或油脂。需要说明的是,所述围框1密封垫圈3及盖板2的形状不限于实施例中的矩形,也可以是三角形、六边形、圆形或不规则形,只需与所述润滑脂腔体70及空间曲面工件8的开口相匹配即可。所述空间曲面工件8包括螺旋桨、舵叶、减摇鳍、船体曲面外板等。
[0059]
具体的,由于空间曲面工件8(例如舵叶外板)外表面任意两点连线都是空间曲线,理论设计及实际制造过程中所述围框1和盖板2均应压制成与空间曲面工件8线形相吻合的空间曲面,但是因材料内在属性和制作后内应力的释放,所述盖板2和围框1的线形很难保证完全吻合,特别对于空间曲面型的工件,实现紧密贴合就更加困难。因此需要所述密封垫圈3补偿他们之间的间隙。安装时,所述密封垫圈3受到挤压会填充所述围框凹槽及盖板凹槽,从而达到较好的密封效果。此外,所述围框凹槽及盖板凹槽均为闭合的环形,即所述围框凹槽及盖板凹槽均为连续的,没有间断点,防止海水或润滑脂泄漏。优选地,所述围框凹槽及盖板凹槽的形状与所述密封垫圈3的形状相同,即保证在任一位置所述围框凹槽及盖板凹槽与所述密封垫圈3的边缘平行,以形成与所述密封垫圈3相匹配的闭合的密封线,所述围框凹槽及盖板凹槽的具体尺寸大小可根据实际需要做调整,此处不做具体要求。
[0060]
进一步地,如图6所示,所述盖板凹槽与所述围框凹槽的数量均为3
‑
5个。当所述盖板凹槽与所述围框凹槽的数量较少时,会影响密封效果,然而数量过多又要占据较多的加工面积,占据较多所述润滑脂腔体70的空间,同时会增加加工工作量,因此优选为3
‑
5个。
[0061]
具体的,如图1
‑
4及图6所示,所述围框1与所述密封垫圈3接触的一侧具有相互套设的多个围框凹槽,包括第一围框凹槽11、第二围框凹槽12、第三围框凹槽13;所述盖板2与所述密封垫圈3接触的区域具有相互套设的多个盖板凹槽,包括第一盖板凹槽21、第二盖板凹槽22、第三盖板凹槽23,所述围框凹槽与所述盖板凹槽可以是相对设置,也可以是交错设置,此处不作过多限制。
[0062]
进一步地,如图1
‑
5所示,所述围框1与所述密封垫圈3接触的一侧还设有多个螺纹孔14,所述密封垫圈3及盖板2上分别设有与所述螺纹孔14位置相对应的垫圈通孔31及盖板通孔25。进一步地,所述密封件还包括紧固螺钉4,所述紧固螺钉4贯穿所述盖板通孔25及垫圈通孔31并与所述螺纹孔14配合紧固。所述紧固螺钉4优选为沉头螺钉。
[0063]
进一步地,所述紧固螺钉4的硬度低于所述螺纹孔14的硬度。所述螺纹孔14及围框1的材质可以选用碳钢、结构钢,所述紧固螺钉4的材质可以是铜。
[0064]
具体的,因为所述密封件处于水下且是重复拆装的,为避免所述紧固螺钉4与所述螺纹孔14锈蚀在一起无法拆装,同时又避免重复拆装对所述螺纹孔14造成损伤,因此所述紧固螺钉4的螺纹硬度低于所述螺纹孔14的硬度,使两者相对运动时产生的磨损或塑性变形等发生在所述紧固螺钉4的螺纹上,所述紧固螺钉4的更换较所述围框1是更容易的。
[0065]
进一步地,如图3及图7
‑
8所示,所述盖板2靠近所述密封垫圈3的侧面还设有盖板补强筋24,用于加固所述盖板2。
[0066]
进一步地,所述密封垫圈3的材质为橡胶、铅、铅合金、退火软化的铜合金中的一种或组合。具体的,为避免冲击载荷、润滑脂、海水等对密封垫圈3的寿命影响,密封垫圈3材质宜选用耐腐蚀、耐冲击、稳定性好且的,相对密封时间较短的密封构件优选的选用耐油密封橡胶垫圈、铅及铅合金制品、退火软化的铜合金等。相对密封时间较长的密封构件优选的选用铅及铅合金制品、退火软化的铜合金等,在受压变形后以金属组织长时间保持稳定的状态以达到长时间密封效果。
[0067]
进一步地,如图6所示,所述盖板2与所述空间曲面工件8之间光滑过渡,且所述盖板2边缘与空间曲面工件8之间的缝隙中填充有金属密封胶9。
[0068]
具体的,所述密封件在安装时应将所述围框1设置在合适的深度位置,以保证所述盖板2与所述空间曲面工件8之间光滑过渡,即所述盖板2与所述空间曲面工件8的接合处应保证平整,不能出现凹凸起伏等情况。此外,所述密封件在安装时,与空间曲面工件8之间会不可避免地形成缝隙导致密封不严,因此使用所述金属密封胶9对缝隙进行密封。所述金属密封胶9的粘度适当,以保证在去除时不破坏与之相黏连的母材,即不对所述盖板2及空间曲面工件8造成破坏。
[0069]
进一步地,所述围框1、盖板2及密封垫圈3之间的接触面均应是清洁和光顺的,避免杂质或线形突变点影响密封效果。
[0070]
具体地,结合图6及图8,实际使用中所述密封件的一侧为润滑脂,另一侧为海水,通过多个围框凹槽及围板凹槽的设计能够大幅提升密封性能。具体地,在外界海水压力较小时,海水到达所述第一围框凹槽11及第一盖板凹槽21时,其能量已被完全耗尽,变形的嵌入在所述第一围框凹槽11及第一盖板凹槽21中的所述密封垫圈3会阻碍海水向内渗透。同样地,所述润滑脂腔体70内部的润滑脂到达所述第三围框凹槽13及第三盖板凹槽23,变形的嵌入在所述第三围框凹槽13及第三盖板凹槽23中的所述密封垫圈3会阻碍润滑脂向外渗透。当外界海水或内部润滑脂压力较大时,海水透过所述第一围框凹槽11及第一盖板凹槽21(或润滑脂透过所述第三围框凹槽13及第三盖板凹槽23)时,其能量也大部分已被耗尽,此时海水或润滑脂透过所述第二围框凹槽12及第二盖板凹槽22的概率是高阶无穷小的。海水穿过所述第二围框凹槽12及第二盖板凹槽22到达所述第三围框凹槽13及第三盖板凹槽23的可能性是极小的,同时润滑脂穿过所述第二围框凹槽12及第二盖板凹槽22到达所述第一围框凹槽11及第一盖板凹槽21的可能性也是极小的。
[0071]
当所述第一围框凹槽11及第一盖板凹槽21表面存在奇点(所述奇点即密封薄弱点,可以是表面凹凸或缺口造成)时,海水和润滑脂可能会透过所述第一围框凹槽11及第一盖板凹槽21相互接触,因船舶航行中海水压力是变化的且海水相对所述盖板2是相对运动
的,因此会有润滑脂损耗,在实际工程应用中这种情况是允许的,通过所述润滑脂腔体70的加注口补充润滑油即可(加注口图中未示出)。
[0072]
进一步地,位于所述盖板2一侧的润滑脂对所述盖板的压力等于或大于位于所述盖板2另一侧的海水对所述盖板的压力。
[0073]
具体的,当所述第三围框凹槽13及第三盖板凹槽23表面存在有奇点且海水压力足够大时,海水才有概率到达所述第三围框凹槽13及第三盖板凹槽23位置,所述第三围框凹槽13及第三盖板凹槽23更接近所述润滑脂腔体70,且在填充所述润滑脂腔体70时,使润滑脂对所述盖板的压力等于或大于海水对所述盖板的压力,润滑脂腔体中的润滑脂先穿过奇点与海水接触形成乳化的润滑脂,从而避免海水进入所述润滑脂腔体70中。当船航速降低或盖板2处的海水压力减小时,乳化后的润滑脂通过所述第二围框凹槽12及第一围框凹槽11、或第二盖板凹槽22及第一盖板凹槽21排出。这个过程中也会不可避免地造成润滑脂损耗,在实际工程应用中这种情况是允许的,通过所述润滑脂腔体70的加注口补充润滑油即可。
[0074]
实施例二
[0075]
本实施例提供一种空间曲面型水下密封件的安装方法,所述安装方法包括以下步骤:
[0076]
s1:提供围框1、润滑脂腔体70及空间曲面工件8,所述润滑脂腔体70的开口边缘与腔体围板7的一端固定连接,所述腔体围板7的另一端与所述空间曲面工件8的开口边缘固定连接,将所述围框1固定于腔体围板7的内侧;
[0077]
s2:在所述围框1上依次装配密封垫圈3、盖板2,所述密封垫圈3上的垫圈通孔31及所述盖板2上的盖板通孔25与所述围框1上的螺纹孔41对应贯通,其中,
[0078]
所述围框、密封垫圈及盖板的外边缘尺寸彼此相同,所述围框及密封垫圈的内边缘尺寸相同,所述围框与所述密封垫圈接触的一侧具有多个相互套设的围框凹槽,所述盖板与所述密封垫圈接触的区域具有多个相互套设的盖板凹槽,且所述围框凹槽及盖板凹槽均为闭合的环形;
[0079]
s3:提供安装螺母6及安装螺栓5,将所述安装螺母6旋到所述安装螺栓5的底部;
[0080]
s4:将所述安装螺栓5通过所述垫圈通孔31及盖板通孔25旋进所述螺纹孔41;
[0081]
s5:在所述盖板2的各个边按照由中间向两端的顺序紧固安装螺母6,使所述盖板2、垫圈3及围框1紧密贴合,如图8所示;
[0082]
s6:在所述盖板2边缘与空间曲面工件8之间的缝隙中填充金属密封胶9;
[0083]
具体地,所述密封件在安装时,与空间曲面工件8之间会不可避免地形成缝隙导致密封不严,因此使用所述金属密封胶9对缝隙进行密封。所述金属密封胶9的粘度适当,以保证在去除时不破坏与之相黏连的母材,即不对所述盖板2及空间曲面工件8造成破坏。
[0084]
s7:待所述金属密封胶9固化后,在所述盖板2的各个边按照由中间向两端的顺序,依次逐个松动所述安装螺母6、卸去所述安装螺栓5、以及将紧固螺钉4通过所述垫圈通孔31及盖板通孔25旋进所述螺纹孔41并紧固。
[0085]
通过上述安装方法,即可得到实施例一中所述的密封件,具体结构可参照实施例一的描述,此处不再赘述。
[0086]
具体的,所述安装方法的步骤s3
‑
s5中,先通过安装螺栓5及安装螺母6对所述盖板
2进行固定,使所述密封垫圈3受所述盖板2的压力达到预期的塑性变形,同时也能释放所述盖板2安装过程中产生的应力,因为所述盖板2和围框1的线形很难保证完全吻合,特别对于空间曲面型的工件,实现安装时的紧密贴合就更加困难,盖板2安装时会不可避免地出现一些轻微的形变,产生内应力。因此通过所述安装螺栓5及安装螺母6,使所述盖板2预先发生变形,使内应力得到释放,使所述盖板2的四周与空间曲面工件8广顺过渡。待所述金属密封胶9固化后,所述盖板2的内部应力相对平衡,此时再卸下所述安装螺栓5及安装螺母6,安装所述紧固螺钉4。此外,如实施例一中所述,所述紧固螺钉4的硬度应低于所述螺纹孔14的硬度,若不利用所述安装螺栓5及安装螺母6而直接使用所述紧固螺钉4,为使所述密封垫圈3及所述盖板2达到预期的变形,安装所述紧固螺钉4时就需要施加较大的扭矩,又因所述紧固螺钉4的硬度低于所述螺纹孔14的硬度,此时所述紧固螺钉4则很容易发生断裂。对于所述安装螺栓5及安装螺母6,可以选择与所述螺纹孔14硬度相同的材质。
[0087]
具体的,在步骤s5中,采用由中间向两端的顺序进行紧固,有利于所述盖板2受力变形产生的内应力能够在自由边得到释放,始终保证所述盖板2各个边的平整状态,以防止应力堆积产生凸起、褶皱,保证密封性能。在步骤s7中,应依次逐个松动所述安装螺母6、卸去所述安装螺栓5,由于所述盖板2是有多个紧固点的,整体紧固状态下卸载一个紧固件对整体紧固效果影响是有限的,同时可最大限度保证所述盖板2受力的稳定性和整体密封效果。
[0088]
进一步地,所述安装方法还包括在所述润滑脂腔体70中填充润滑脂的步骤,填充润滑脂的步骤可以在步骤s2之前进行,即安装所述盖板2之前,通过所述润滑脂腔体70的开口进行填充,因为开口较大,可以快速便捷的填充进所需的大部分润滑脂;也可在步骤s7之后进行,通过所述润滑脂腔体70的加注口填充。
[0089]
综上所述,本发明提供一种空间曲面型水下密封件及安装方法,该密封件包括依次叠置的围框、密封垫圈及盖板,在围框及盖板上分别设有多个相互套设的围框凹槽及盖板凹槽,密封垫圈在安装时会受到挤压并填充围框凹槽及盖板凹槽,从而达到较好的密封效果。同时保证位于盖板一侧的润滑脂对盖板的压力大于位于盖板另一侧的海水对盖板的压力,从而避免海水进入润滑脂腔体中。在安装该空间曲面型水下密封件时,先通过安装螺栓及安装螺母对所述盖板进行固定,使密封垫圈受盖板的压力达到预期的塑性变形,同时释放盖板安装过程中产生的应力,之后再逐个卸下安装螺栓及安装螺母,安装紧固螺钉,从而最大限度地保证受力稳定性和整体密封效果,实现空间曲面工件在水下的良好水密效果和长时间水密性能。
[0090]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。