1.本实用新型涉及一种座椅面套绗缝与拉型条同时缝纫的工装,属于汽车座套加工领域的工装。
背景技术:
2.随着汽车用户对座椅外观美感的不断提升,各大汽车品牌在保证汽车座椅安全性和舒适性的同时,更加侧重对汽车座椅外观和造型的要求。为了凸显个性,很多座椅面套都增加了3d造型,以增加立体感。
3.为了达到座面套在包袱后的立体感和造型外观,往往需要使用绗缝工艺保证,同时为了凸显立体效果,往往后期要通过拉形条同座椅发泡中的钢丝衔接,来固定并拉伸蒙皮,以保证长期使用后的造成位置不变。面套的绗缝需要从面料表面下针,在加工时无法看到拉形条的位置,定位难度较大,很难保证成品质量。而且加工过程需要耗费大量人工工时,会影响生产效率。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种座椅面套绗缝与拉型条同时缝纫的工装,该工装不仅能够对裁片精准定位,同时有效的对拉型条位置固定,使绗缝与拉型条在缝纫过程中一次完成,使整体的缝纫工艺简单快捷,节省了人力物力。
5.为解决以上问题,本实用新型的具体技术方案如下:一种座椅面套绗缝与拉型条同时缝纫的工装,包括上盖板、二层裁片放置模板、拉型条定位板和托板,其中,上盖板和二层裁片放置模板的中间区域为镂空避让区,在上盖板和二层裁片放置模板之间定位座椅面套,且镂空区域为待缝制绗缝和拉型条区域;托板为框体结构,上盖板、二层裁片放置模板和拉型条定位板扣合后定位在托板内;在拉型条定位板上设有若干绗缝避让条,且绗缝避让条位于上盖板和二层裁片放置模板的镂空避让区内,在绗缝避让条的一侧设有拉型条定位片。
6.所述的上盖板的上设有若干定位针,定位针的针尖向下,并插入二层裁片放置模板对应位置的小孔内。
7.所述的二层裁片放置模板上设有若干个裁片仿形尼龙块,裁片仿形尼龙块位于镂空避让区的外周,在裁片仿形尼龙块上设有若干仿形柱;在上盖板上设有与仿形柱位置对应的仿形柱通孔,仿形柱穿过位置对应的仿形柱通孔。
8.所述的上盖板上设有若干夹紧旋钮,在裁片仿形尼龙块上设有倒置u型结构的旋钮锁紧立柱,旋钮锁紧立柱成对设置,且穿过上盖板预留的通孔,位于对应位置的旋钮锁紧立柱的两侧,上盖板和二层裁片放置模板锁紧状态时,夹紧旋钮插入到两侧的旋钮锁紧立柱内。
9.所述的上盖板和二层裁片放置模板的一边共同连接铝制铰链。
10.所述的托板上设有阻尼铰链,阻尼铰链连接二层裁片放置模板,在托板的两侧分
别设有氮气弹簧,氮气弹簧的活动端与二层裁片放置模板连接。
11.所述的拉型条定位板数量为两个,两个拉型条定位板的绗缝避让条的方向相反。
12.所述的托板由铝型材外框和内托板组合而成,内托板支撑上盖板、二层裁片放置模板;在铝型材外框的前后端分别设有定位销,在拉型条定位板对应位置设有销孔,定位销插入到销孔内。
13.所述的上盖板、二层裁片放置模板和拉型条定位板的前端部分别设有扶手,扶手的位置交错分布。
14.所述的托板后端部设有夹头。
15.本技术的座椅面套绗缝与拉型条同时缝纫的工装整体采用四层刚性结构,采用上盖板与二层裁片放置模板之间设置布和棉的材质后进行夹紧定位,并将加工区域避让出来。在采用拉型条定位板对拉型条进行定位,从而实现在绗缝避让条内将绗缝与拉型条同时加工出来,提高了工作效率。
16.本实用新型的有益效果是:
17.1、本实用新型,实现了座椅面套绗缝工艺与拉型条缝纫工艺同时完成;
18.2、本实用新型,裁片定位精准,拉型条定位精准,操作简单,切换便捷;
19.3、本实用新型,结构稳定,结实耐用。
附图说明
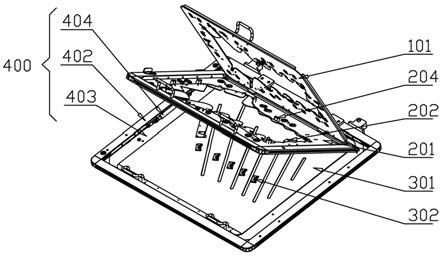
20.图1为座椅面套绗缝与拉型条同时缝纫的工装立体图。
21.图2为座椅面套绗缝与拉型条同时缝纫的工装另一个角度立体图.
22.图3为另一个配套使用的拉型条定位板。
23.图4为座椅面套绗缝与拉型条同时缝纫的工装的剖视图。
24.图5为定位针结构示意图。
25.图6为夹紧旋钮与旋钮锁紧立柱的位置关系图。
26.图7为夹紧旋钮与旋钮锁紧立柱锁紧状态示意图。
27.图8为加工完成的座椅面套示意图。
28.图中,101、上盖板;103、定位针;104、夹紧旋钮; 105、铝制铰链;106、阻尼铰链; 201、二层裁片放置模块;202、裁片尼龙仿形块; 204仿形柱;205、不锈钢裁片托板; 206、旋钮锁紧立柱;301、拉型条定位板; 302、拉型条定位挡片;400、四层托板;402、铝型材外框;403、不锈钢托板; 404、氮气弹簧;405、夹头。
具体实施方式
29.如图1和图2所示,一种座椅面套绗缝与拉型条同时缝纫的工装,包括上盖板101、二层裁片放置模板201、拉型条定位板301和托板400,其中,上盖板101和二层裁片放置模板201的中间区域为镂空避让区,在上盖板101和二层裁片放置模板201之间定位座椅面套,且镂空区域为待缝制绗缝和拉型条区域;托板400为框体结构,上盖板101、二层裁片放置模板201和拉型条定位板301扣合后定位在托板400内;在拉型条定位板301上设有若干绗缝避让条,且绗缝避让条位于上盖板101和二层裁片放置模板201的镂空避让区内,在绗缝避让条的一侧设有拉型条定位片302。为了满足绗缝为菱形结构,在加工过程中,托板400内依次设
置两个拉型条定位板301,如图3所示,两个拉型条定位板301的绗缝避让条方向相反。
30.为了保证在布料在上盖板101和二层裁片放置模板201的位置固定,在上盖板101的上设有若干定位针103,定位针的结构如图5所示,定位针103的针尖向下,并插入二层裁片放置模板201对应位置的小孔内。
31.所述的二层裁片放置模板201上设有若干个裁片仿形尼龙块202,裁片仿形尼龙块202位于镂空避让区的外周,在裁片仿形尼龙块202上设有若干仿形柱204;在上盖板101上设有与仿形柱204位置对应的仿形柱通孔,仿形柱204穿过位置对应的仿形柱通孔。裁片仿形尼龙块202增加与布料的摩擦力,并通过仿形柱204对边界进行限位。
32.如图6和图7所示,所述的上盖板101上设有若干夹紧旋钮104,在裁片仿形尼龙块202上设有倒置u型结构的旋钮锁紧立柱206,旋钮锁紧立柱206成对设置,且穿过上盖板101预留的通孔,位于对应位置的旋钮锁紧立柱206的两侧,上盖板101和二层裁片放置模板201锁紧状态时,夹紧旋钮104插入到两侧的旋钮锁紧立柱206内。
33.为了保证上盖板101、二层裁片放置模块201和托板400的一体性,在上盖板101和二层裁片放置模板201的一边共同连接铝制铰链105,在托板400上设有阻尼铰链106,阻尼铰链106连接二层裁片放置模板201,在托板400的两侧分别设有氮气弹簧404,氮气弹簧404的活动端与二层裁片放置模板201连接。
34.所述的托板400由铝型材外框402和内托板403组合而成,内托板403支撑上盖板101、二层裁片放置模板201;在铝型材外框402的前后端分别设有定位销,在拉型条定位板301对应位置设有销孔303,定位销插入到销孔303内。
35.所述的上盖板101、二层裁片放置模板201和拉型条定位板301的前端部分别设有扶手,扶手的位置交错分布,便于实现分层开合的目的。同时为了工装整体的定位,在托板400后端部设有夹头405,通过夹头405与外界的平台连接。
36.本座椅面套绗缝与拉型条同时缝纫的工装工作过程为:
37.1、打开最上层的上盖板101,将裁片放入到二层裁片放置模块201的裁片尼龙仿形块上,使裁片四周均限位于仿形柱204内;
38.2、将上盖板101合实,使上盖板101与二层裁片放置模块201压实,定位针103扎于裁片四周,然后旋转夹紧旋钮104进入旋钮锁紧立柱206;
39.3、将一二层抬起,使氮气弹簧支撑住一二层,将一侧拉型条盖板根据限定限位放置于四层托板内,并将拉型条放于拉型条盖板洗槽与拉型条挡片内;
40.4、将一二层放下,将工装推入设备,使工装与设备夹紧,开始绗缝;
41.5、完成一侧后,重复3,4工步,将另一侧拉型条盖板放入并绗缝;
42.6、两侧拉型条绗缝完成后,将一层不锈钢盖板上旋钮松懈,将不锈钢盖板抬起,将裁片取出,成品如图8所示。