1.本发明涉及用于自动地输送诸如停经片和综片的综框元件的一种方法和一种装置。这样的装置例如作为穿经机的能移动的吊综小车的组成部分而已知。本发明优选研究用于经纱自停装置的停经片的输送。就此而言,在谈及综框元件时优选指的是停经片,然而并不排除综片。“穿经机”是指一种用于将(经)纱拉入到综框元件中的机器,该机器能够被划分为不同的功能单元并且具有相应的(子)装置。这些装置例如是用于提供综片和停经片的装置,纱线应该被拉入到所述综片和停经片中。在这些用于提供的装置中,如通常例如也在其销售或在织造中常见的那样,所述综框元件彼此邻接地被悬挂在轨道状的导引部上。此外,“在入口侧”需要用于提供织筘的装置。作为中心装置,穿经机具有穿经装置,其例如通过织筘、综片、停经片并且通过分经的组成部分来导引纱线。被拉入的停经片和综片必须“在拆卸侧”被从穿经装置的附近运走,以便防止堵塞。在所述穿经装置中,综片和停经片主要快速地在短的路程上被输送,以便在穿经时实现高的节拍数。在完成穿经之后,必须将所述综框元件推到主要较长的轨道状的导引部上。这种运走过程以主要较慢的速度来进行,然而对于综框元件而言需要经过相对较大的路程。这典型地需要2至3m,但部分地也需要高达6m。经常应该“在拆卸侧”将停经片和综片平行地在并排布置的装置中运走。这些运送任务至少不是对所有类型的综框元件(比如停经片和综片)来说都令人满意地自动化地来解决。穿经机的操作者经常必须用手将综框元件推到轨道上。
背景技术:
2.de688493c1公开了一种穿经机,其中各个停经片通过作用在悬挂在轨道上的停经片的上端部处的带动杆从分隔单元输送至穿经单元并且最后以短的距离输送离开这个穿经单元。停经片悬挂在轨道上,所述轨道上方的复杂结构不适合于在停经片支承轨道的进一步进程的范围内输送停经片,因而必须不时地用手继续移动所述停经片。
3.ep496232a1公开了一种穿经机,其中停经片能够通过转动的丝杠在停经片支承轨道的整个长度范围内被输送且被分布。然而,所述丝杠的驱动引起较高数量的附加部件,这使得整个装置昂贵并且使其操作变得困难。此外,借助于丝杠进行的输送不可靠并且此外受到磨损,从而也可能对停经片的品质产生不好的影响。
技术实现要素:
4.以现有技术为出发点,本发明的任务是,说明用于通过沿着纵向方向延伸的轨道来自动地输送综框元件的一种方法和一种装置,其可以可靠而成本低廉地实施并且保护性地输送综框元件。
5.所述按本发明的、用于自动化地输送综框元件的方法包括一种装置的提供,所述装置具有至少一条轨道和至少一个轨道支座。所述至少一个轨道支座承载着至少一条轨道的重力,综框元件能够以能沿着轨道的纵向方向移动的方式布置在所述轨道上。所述按本发明的方法的特征在于,沿着轨道的纵向方向相对于至少一条轨道移动所述至少一个轨道
支座,以便能够使布置在轨道上的综框元件沿着轨道的纵向方向移动。所述综框元件的沿着轨道的输送通过轨道支座来实现,所述轨道支座从下方包围并且支撑轨道并且同时具有用于停经片的大面积的抵靠点。通过所述轨道支座的移动,也同时移动并且输送所述轨道上的停经片。
6.通过将两种不同的功能、即支撑和输送统一在轨道支座上这种方式,省去附加的构件,所述附加的构件提高了所述装置的成本和其易出故障性。此外,所述停经片能够通过在轨道支座上的大面积的抵靠来保护性地被输送并且因此其质量没有受到不好的影响。
7.所述轨道支座的移动能够间歇地进行。尤其只有当刚好没有新的综框元件排列在被分配给穿经机构的轨道的一个端部上时,才能移动所述这轨道支座。由此避免了在轨道支座与综框元件之间的碰撞。由此,能够在各两个轨道支座之间输送大量的综框元件。
8.能够将至少一个轨道支座沿着至少一条轨道的纵向方向从所述至少一条轨道的一端移到所述至少一条轨道的另一端。由此,能够在所述轨道的整个长度的范围内移动所述综框元件并且能够根据需要将其均匀地分布。尤其在此能够将轨道支座——该轨道支座作为轨道支座中的第一个轨道支座而在所述轨道的配属于穿经机构的端部上与综框元件相接触——间隙地一直移到所述轨道的远离穿经机构的端部上,并且就这样在所述轨道的整个长度的范围内输送首先被拉入的综框元件。
9.所述按本发明的用于自动化地输送综框元件的装置具有至少一条轨道,综框元件能够以能沿着轨道的纵向方向移动的方式布置在所述至少一条轨道上。此外,所述装置具有至少一个轨道支座,所述轨道支座如此布置,使得它能够承载至少一条轨道的重力。所述按本发明的装置的特征在于轨道支座,所述轨道支座以能沿着至少一条轨道的纵向方向相对于至少一条轨道移动的方式布置在所述装置上,并且在此从下方包围并且支撑所述轨道,并且同时具有用于悬挂在轨道上的停经片的大面积的抵靠点。
10.由于将两种不同的功能统一在轨道支座上而取消了附加的构件,这些附加的构件提高了装置的成本和其容易出错性。此外,所述停经片通过在轨道支座上的大面积的抵靠而保护性地被输送并且因此其质量没有受到不好的影响。
11.所述至少一条轨道能够被固定,以防止沿着纵向方向移动。优选的是,所述至少一条轨道在其远离穿经机构的端部处被固定、例如被夹紧,以防止其纵向移动。所述轨道也能够不是由能移动的轨道支座、而是例如通过固定的轨道支座被支撑在这个端部上。通过所述对轨道进行支撑的轨道支座相对于轨道的相对运动,所述轨道也总是获得一种力,该力会将轨道与轨道支座一起带动。这些力能够在轨道的远离穿经机构的端部上例如通过固定的轨道支座被导出。
12.所述至少一个轨道支座能够具有至少一条用于接纳至少一条轨道的槽。通过所述槽能够防止所述轨道侧向倾斜。所述槽能够优选地接纳整条轨道。因此,能够在轨道支座与悬挂在轨道上的综框元件之间提供尽可能大的接触面。
13.所述至少一个轨道支座能够包括接触面,所述接触面垂直于至少一条轨道的纵向方向来布置,以便能够使布置在轨道上的综框元件沿着至少一条轨道的纵向方向移动。至少所述轨道支座的接触面能够有利地包括塑料或者由塑料制成。所述塑料能够减少摩擦。
14.所述至少一个轨道支座能够具有用于布置以下元件的机构,所述元件用于平行地自动化输送不同类型的综框元件。例如,所述轨道支座能够在其上端部上具有接纳部,例如
棒形的元件能够被放入到所述接纳部中。这样所放入的杆能够嵌合到侧向邻接的装置中,不同类型的综框元件、例如综片被悬挂在所述装置中。由此例如能够平行于停经片来输送综片。用于接纳杆形元件的机构和杆能够如此被设立而成,使得它们能够手动地来接合、例如通过夹入或类似的能松开的连接来接合。处于所述轨道支座上的机构能够有利地由塑料制成。
15.所述至少一个轨道支座能够有利地多件式地构造。而后,所述至少一个轨道支座的上部件能够拆下。例如,所述上部件能够向上拆下。所述上部件能够例如以磁的方式被保持在轨道支座上,使得其能够用手来拆下而不需要辅助器件。这种实施方式尤其对于在完成穿经之后进行的拆卸来说能够是有利的,如稍后要解释的那样。
16.所述至少一个轨道支座能够在下部件中具有至少一条用于接纳接触轨的槽。通过这种实施方式,能够有利地如下进行拆卸:当所有综框元件都被拉入并且通过轨道来输送时,能够将用于经纱自停装置的(开齿的)接触轨推入到所述轨道支座的下部件的槽中。而后能够拉出轨道——所述综框元件悬挂在所述轨道上——从而使得所述综框元件现在悬挂在接触轨上。在将所述轨道支座的上部件移除之后,最后能够取出所述综框元件并且将其安装到经纱自停装置中。
17.所述至少一个轨道支座能够以能在轨道的整个长度范围内移动的方式来布置。尤其所述至少一个轨道支座能够布置在至少一个连续环绕的元件上。所述连续的元件能够是带、链等等。所述环绕的元件能够在轨道下方在其整个长度的范围内延伸。另外,能够布置用于驱动所述连续的元件的器件、例如电动机。
18.此外,本发明包括一种能移动的小车,所述小车具有按本发明的装置。因此,被拉入的综框元件能够快速地从穿经机的工作区域中被取出且经过相应准备的小车能够被耦合到穿经机上,以便将穿经机的停止时间保持得很小。
19.同样,本发明包括一种具有按本发明的装置的穿经机,所述装置能够布置在能移动的小车上。
附图说明
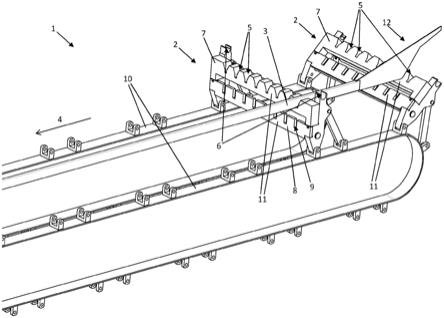
20.图1示出了按本发明的装置的主要组件的象征性的部分斜视图。
具体实施方式
21.图1示出了按本发明的装置1的主要组件的象征性的部分斜视图。为了简明起见,仅仅示出了所述装置1的与未示出的穿经装置邻接的部分。所述装置1包括两个平行布置的、呈带的形式的连续的元件10。这些带在装置1的未示出的端部上分别又连接,从而存在两根环绕的连续的带10。示出了两个轨道支座2,其中在右边示出的轨道支座2还未与所示出的轨道3嵌合。在这种状态下,能够将反复未示出的停经片从右侧通过轨道3的端部上的斜面(schr
ä
ge)12施加到轨道3上。如果施加了预先确定的数量的停经片,则能够驱动所述带10,使得所述轨道支座2沿着纵向方向4向左移动。在右边示出的轨道支座2而后以该轨道支座的在其上部件7中的槽5之一摆动到轨道3下方并且围绕着轨道3摆动,并且因此能够将悬挂在轨道3上的停经片沿着纵向方向4向左输送。所述轨道支座2为停经片提供相对大的接触面11,从而可靠地且无损坏地输送所述停经片。所述轨道支座2具有一个带有槽9的下
部件8,用于经纱自停装置的接触轨能够在轨道3的下方被推入到所述槽9中。此外,所述轨道支座2在其上端部上具有两个呈半壳的形式的机构6,未示出的合适的杆能够被夹入到所述机构中。由此,当操作者将相应的杆夹入时,能够与停经片平行地且自动地输送在所述按本发明的装置的旁边能够布置在未示出的装置中的未示出的综片。
22.附图标记列表1装置2轨道支座3轨道4轨道3的纵向方向5用于接纳轨道3的槽6用于布置元件的机构7轨道支座2的能拆下的上部件8轨道支座2的下部件9下部件中的槽10连续的元件11轨道支座2的接触面12斜面