1.本技术涉及纺织染整技术领域,具体涉及一种针织布防卷边的涂胶装置。
背景技术:
2.针织布平幅处理时,由于针织布的织造方式和内应力,边缘卷曲比较严重,而卷边问题是行业内的难题,其既影响产品质量,又影响成品率。因此织物在后处理过程中需要进行“浆边”处理。“浆边”处理是对织物边缘使用浆料进行涂覆,使织物边缘局部硬挺,来防止针织布卷边的一种工艺方法。
3.目前行业内传统“浆边”工艺在针织布轧水后经剥边、超喂、上针和压针后对织物两侧边缘进行针板固定,然后在针板内侧使用浆边轮进行浆边,传统浆料为淀粉糊、聚乙烯醇(通常称为pva)、聚丙烯酸类(paa)等,通过高温烘干过程,把浆料中的水分蒸发,浆料凝固使布边硬挺,达到防治卷边的效果。传统“浆边”工艺是在针织布定形前“上针”操作之后在针孔的内侧浆边,由于针织布的针孔及布边处没有上浆,导致浆边区域外侧布边仍有卷曲,不齐整,所以需要在收卷或落布前裁剪掉,造成一定浪费。
技术实现要素:
4.本技术实施例通过提供一种针织布防卷边的涂胶装置,解决了传统工艺中浆边在针孔内侧,后续要将针孔区域及其外侧的布料裁剪掉导致布料浪费的问题,采用本技术的针织布防卷边的涂胶装置进行浆边,既避免了布料浪费又省略了裁剪布料的工序。
5.为达到上述目的,本技术主要提供如下技术方案:
6.本技术提供了一种针织布防卷边的涂胶装置,包括压轮、皮带、涂胶刮刀、热熔胶枪和斜纹板;所述压轮位于皮带上方并压紧皮带;所述斜纹板位于皮带传动末端侧;所述热熔胶枪位于斜纹板上方;所述涂胶刮刀安装于热熔胶枪的出胶口,用于对穿过压轮和皮带之间并经皮带传动至斜纹板上的针织布涂胶。
7.优选地,所述斜纹板对应涂胶刮刀刀口的位置上设有开孔,所述涂胶刮刀的最低点不高于斜纹板上开孔的最高点。
8.优选地,所述涂胶装置还包括热熔胶机,所述热熔胶机通过输胶管与热熔胶枪连接,用于将融化的热熔胶通过输胶管输送到热熔胶枪内。
9.优选地,所述热熔胶机、热熔胶枪、输胶管和涂胶刮刀处均设有加热和温控装置。
10.优选地,所述针织布防卷边的涂胶装置还包括涂胶调节装置,用于根据针织布的车速调整针织布上的涂胶量。
11.优选地,所述热熔胶枪上设有气控阀,用于控制热熔胶枪的出胶量;涂胶调节装置包括编码器,用于测量针织布的车速;所述涂胶调节装置与气控阀电连接,并根据编码器测得的针织布车速调节调节气控阀的大小。
12.优选地,所述涂胶刮刀的出胶口设有可调节出胶口宽度的挡片。
13.优选地,所述针织布防卷边的涂胶装置还包括冷却装置,用于对涂胶后的针织布
进行降温和固化;所述冷却装置包括冷却辊。
14.优选地,所述冷却辊的辊面上设有防粘涂层,所述防粘涂层为镍合金防粘涂层。
15.优选地,所述冷却辊包括旋转方向相反且针织布依次经过的第一冷却辊和第二冷却辊,所述第一冷却辊的辊面背向针织布涂胶侧,所述第二冷却辊的辊面面向针织布涂胶侧,且第二冷却辊的辊面设有防粘涂层。
16.优选地,所述冷却装置还包括风机,所述风机位于涂胶刮刀和冷却辊中间且位于针织布的涂胶侧,用于对进入冷却辊前的涂胶针织布进行降温。
17.优选地,所述针织布防卷边的涂胶装置还包括剥边器,所述剥边器用于对针织布在进入压轮和皮带之间前进行展边,所述剥边器选自指形剥边器、吹风剥边器或其组合。
18.优选地,所述压轮、皮带、涂胶刮刀和斜纹板安装在可在针织布布幅宽度方向上移动的同一涂胶架上;所述针织布防卷边的涂胶装置还包括布边追踪装置,所述布边追踪装置包括设在剥边器上的探边电眼和带有驱动齿轮的追踪电机,所述涂胶架上设有与追踪电机的驱动齿轮啮合的齿条,所述追踪电机根据预设程序和探边电眼检测的布边位置信号,带动涂胶架移动以调整布边所处的相对位置。
19.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
20.本技术实施例提供的针织布防卷边的涂胶装置通过压轮和皮带对针织布的布边进行压紧并定位,再采用涂胶刮刀对针织布的边缘刮涂热熔胶,可实现对针孔及针孔外侧区域精准涂胶,涂胶后的布边硬挺整齐。在针织布拉幅定形完成之后,即可采用该针织布防卷边的涂胶装置对针织布边缘进行涂胶,由于涂胶时针织布不需要上针,刮涂位置直接在布的边缘,后续无需对多余的布料进行裁剪,既节省了布料,又省略了裁剪工序,具有节能环保等优点。
附图说明
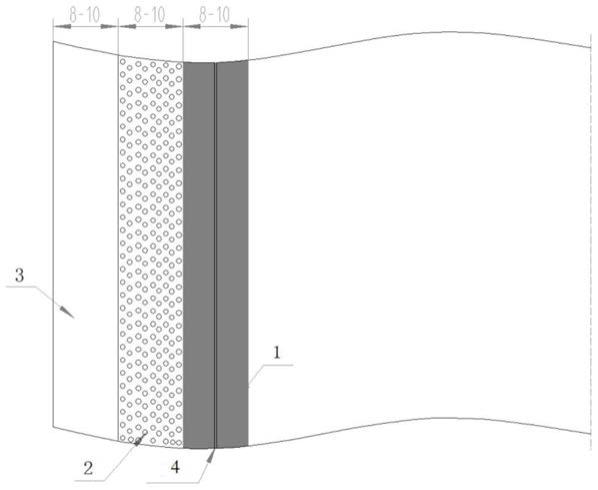
21.图1为针织布传统“浆边”工艺的布料浆边区域示意图;
22.图2为本技术一实施例提供的针织布防卷边的涂胶装置的示意图;
23.图3为本技术另一实施例提供的针织布防卷边的涂胶装置的示意图;
24.图4为本技术另一实施例提供的针织布防卷边的涂胶装置的示意图。
具体实施方式
25.为了便于本领域技术人员对本技术方案的理解,下面结合说明书附图以及具体实施例对本技术方案进行进一步阐述,应当理解,本技术实施例是对本技术方案的解释说明,不作为对本技术保护范围的限定。
26.目前针织布行业内的传统“浆边”工艺在针织布轧水后经剥边、超喂、上针和压针后对织物两侧边缘进行针板固定,然后在针板内侧使用浆边轮进行浆边,再通过高温烘干过程,把浆料中的水分蒸发,浆料凝固使布边硬挺,达到防治卷边的效果。如图1所示,由于是在针织布定形前“上针”操作之后在针孔内侧的浆边区域1浆边,针织布的针孔2及布边3处没有上浆,导致浆边区域外侧布边仍有卷曲,不齐整,所以需要在收卷或落布前从浆边区域的裁切位置4处裁剪掉,从而造成一定的布料浪费,且增加了剪切工序。
27.本技术实施例通过提供一种针织布防卷边的涂胶装置,解决了传统工艺中浆边在
针孔内侧,后续要将针孔区域及其外侧的布料裁剪掉导致布料浪费的问题,采用本技术的涂覆装置进行浆边,避免了布料浪费又省略了裁剪布料的工序。
28.本技术实施例中的技术方案为解决上述问题,总体思路如下:
29.本技术实施例提供了一种针织布防卷边的涂胶装置,如图2和图3所示,包括压轮11、皮带12、涂胶刮刀13、热熔胶枪14和斜纹板15,压轮位于皮带上方并压紧皮带,斜纹板位于皮带传动末端侧,热熔胶枪位于斜纹板上方,涂胶刮刀安装于热熔胶枪的出胶口,用于对穿过压轮和皮带之间并经皮带传动至斜纹板上的针织布涂胶。
30.本技术实施例通过压轮和皮带对针织布的布边进行压紧并定位,再采用涂胶刮刀对针织布的边缘刮涂热熔胶,可实现对针孔及针孔外侧区域精准涂胶,涂胶后的布边硬挺整齐。在针织布拉幅定形完成之后,即可采用本技术实施例提供的上述针织布防卷边的涂胶装置对针织布边缘进行涂胶,由于涂胶时针织布不需要上针,刮涂位置直接在布的边缘,后续无需对多余的布料进行裁剪,既节省了布料,又省略了裁剪工序,具有节能环保等优点。采用涂胶刮刀可实现热熔胶在针织布布边上的刮涂,使涂胶更加均匀。
31.具体地,上述斜纹板为表面设有斜纹的支撑板,其具有对针织布剥边的作用。
32.在本技术的一些实施例中,如图2所示,上述斜纹板对应涂胶刮刀刀口的位置上设有开孔151,且涂胶刮刀的最低点不高于斜纹板上开孔的最高点,可确保针织布经过涂胶刮刀下方时刮刀上的热熔胶与布边充分接触,将热熔胶均匀的刮涂在针织布布边上。
33.在本技术的一些实施例中,涂胶装置还包括热熔胶机,其通过输胶管与热熔胶枪连接,用于将融化的热熔胶通过输胶管输送到热熔胶枪内。
34.在本技术的一些实施例中,上述热熔胶机、热熔胶枪、输胶管和涂胶刮刀处均设有加热和温控装置,用于防止热熔胶在转移过程中出现固化,影响流动。具体地,输胶管里面还设有加热丝和保温棉,用于在设备停工时避免胶水凝结为固体而堵塞管路。
35.在本技术的一些实施例中,上述针织布防卷边的涂胶装置还包括涂胶调节装置,用于根据针织布的车速调整针织布上的涂胶量。
36.在本技术的一些实施例中,上述热熔胶枪上设有气控阀,用于控制热熔胶枪的出胶量;涂胶调节装置包括编码器,用于测量针织布的车速;涂胶调节装置与气控阀电连接,并根据编码器测得的针织布车速调节调节气控阀的大小。
37.在本技术的一些实施例中,上述热熔胶机上设有齿轮泵,热熔胶机通过齿轮泵将热熔胶输送到输胶管;涂胶调节装置还与齿轮泵电连接,并根据编码器测得的针织布车速调节齿轮泵的流量。
38.当针织布车速发生变化时,编码器测速信号传至涂胶调节装置后,涂胶调节装置根据预设程序控制调节气控阀的大小或齿轮泵电机的转速,从而输送到涂胶刮刀上的胶量得到相应改变,针织布上的涂胶量也得到调整。
39.具体地,涂胶刮刀的出胶口设有可调节出胶口宽度的挡片,通过调节涂胶刮刀出胶口处的挡片来调节出胶口的宽度,进而可以控制布料涂胶的宽度,可满足不同的工艺要求,不同类型的机织物和针织物布料对浆边宽度的要求。
40.在本技术的一些实施例中,上述针织布防卷边的涂胶装置还包括冷却装置,用于对涂胶后的针织布进行降温和固化;如图3所示,上述冷却装置包括冷却辊19。
41.在本技术的一些实施例中,上述冷却辊的辊面上设有防粘涂层,该防粘涂层为镍
合金防粘涂层。涂胶后的针织布在经过该设有防粘涂层的冷却辊时,涂胶面与辊面直接接触,能让针织布上涂覆的热熔胶快速降温,且能够在挤压作用下加速固化。
42.在本技术的一些实施例中,如图4所示,上述冷却辊包括旋转方向相反且针织布依次经过的第一冷却辊191和第二冷却辊192,上述第一冷却辊的辊面背向针织布涂胶侧,上述第二冷却辊的辊面面向针织布涂胶侧,且第二冷却辊的辊面设有防粘涂层,防粘涂层优选为镍合金防粘涂层。涂胶后的针织布在经过第一冷却辊时,涂胶面不与辊面接触,可使针织布涂胶侧初步降温,再经过第二冷却辊时,涂胶面与辊面直接接触,针织布上涂覆的热熔胶能够在挤压作用下加速固化。
43.在本技术的一些实施例中,如图4所示,上述冷却装置还包括风机193,上述风机位于涂胶刮刀和冷却辊中间且位于针织布的涂胶侧,用于对进入冷却辊前的涂胶针织布进行降温。采用风机和冷却辊组合使用,具有对针织布上的热熔胶快速降温的作用。
44.在本技术的一些实施例中,上述针织布防卷边的涂胶装置还包括剥边器16,上述剥边器用于对针织布在进入压轮和皮带之间前进行展边,上述剥边器选自指形剥边器、吹风剥边器或其组合,即剥边器可选用指形剥边器和吹风剥边器中的一种,也可组合使用,以达到合适的展边效果。
45.在本技术的一些实施例中,如图3所示,上述压轮、皮带、涂胶刮刀和斜纹板安装在可在针织布布幅宽度方向上移动的同一涂胶架18上;上述针织布防卷边的涂胶装置还包括布边追踪装置,上述布边追踪装置包括设在剥边器上的探边电眼17和带有驱动齿轮的追踪电机181,上述涂胶架上设有与追踪电机的驱动齿轮啮合的齿条,上述追踪电机根据预设程序和探边电眼检测的布边位置信号,带动涂胶架移动以调整布边所处的相对位置。
46.由于针织物的弹性较大,布边在行车的过程中稳定性差,通过设置布边追踪装置,可以将布边位置精准控制在一定范围内,使针织布的布边顺利送进压轮及皮带之间,并使针织布的布边精准落入涂胶刮刀下方而实现精准涂胶,真正做到针织布的针孔及针孔外部的边缘位置浆边,不需再进行裁边。
47.在本技术的一些实施例中,涂胶架上安装有在针织布布幅两侧对称设置的两套由剥边器、探边电眼、追踪电机、压轮、皮带、涂胶刮刀和斜纹板组成的涂胶装置,这两套涂胶装置分别位于涂胶架的在针织布布幅宽度方向上可独立移动的两部分,其可保证在对针织布两侧布边同时涂胶时的精准性。
48.在本技术的一些实施例中,如图3所示,针织布防卷边的涂胶装置还包括进布导布辊组、收布导布辊组和主动收卷架41;进布导布辊组用于将经过烘干定形处理后的针织布导入剥边器中,收布导布辊组用于对冷却后的涂胶针织布进行收卷前整理;主动收卷架用于对从收布导布辊组出来的涂胶针织布进行收卷。
49.具体地,如图3所示,进布导布辊组包括第一导布辊21、张力调节架22、扩幅对中装置23、第二导布辊24、扩幅辊25;收布导布辊组包括螺纹扩幅辊31和第三导布辊组32。
50.具体地,上述进布导布辊组、涂胶架、风机、冷却辊、收布导布辊组均安装在支架总成20上。
51.具体地,采用本技术实施例提供的针织布防卷边的涂胶装置对针织布进行涂胶时,可采用的热熔胶包括但不限于乙烯-乙酸乙烯共聚物(eva),湿气固化反应型聚氨酯热熔胶(pur),也可根据后续工艺、成本和织物材质等因素选择其他种类热熔胶。热熔胶在开
放时间可以按要求调整,刮涂在针织布上的热熔胶的固化速度可以控制在1分钟之内。
52.具体地,在使用上述涂覆装置进行浆边时,针织布依次经过第一导布辊21、张力调节架22和扩幅对中装置23,再经过第二导布辊24变向后,进入扩幅辊25中进行展幅,展幅后经过剥边器16进行卷边展开,针织布再穿过压轮11和皮带12中间,在斜纹板15上经涂胶刮刀13涂胶,再通过风机193或/和冷却辊19进行冷却,最后经螺纹扩幅辊31和第三导布辊组32,进入主动收卷架进行收卷。
53.最后说明的是,以上实施例仅用以说明本技术的技术方案而非限制,尽管参照较佳实施例对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或者等同替换,而不脱离本技术技术方案的宗旨和范围,其均应涵盖在本技术的权利要求范围当中。