1.本发明涉及自动化制鞋技术领域,具体涉及一种自动针车系统及其控制方法。
背景技术:
2.在传统鞋企的生产过程中,鞋帮面的缝制都是由人工操作缝纫机完成的,随着科技的发展和产业的升级,效率更高的自动花样机近些年来得到了越来越多的应用。
3.自动花样机可以完成鞋帮面片材的自动缝制,但是需要人工进行上下料,通常是一个人操作一台花样机。由于人工操作速度和花样机工作速度的不匹配,导致花样机的闲置时间比较长,不能实现满负荷运行,设备的利用率得不到最大程度的发挥,并且一人操作一台花样机的人工成本也较高。
4.因此,十分有必要开发一种高效率的自动针车系统。
技术实现要素:
5.本发明的目的在于提供一种自动针车系统及其控制方法,以及现有技术中的自动花样机需要人工进行上下料,通常是一个人操作一台花样机,由于人工操作速度和花样机工作速度的不匹配,导致花样机的闲置时间比较长,不能实现满负荷运行,设备的利用率得不到最大程度的发挥,并且一人操作一台花样机的人工成本也较高的技术问题。
6.为了实现上述目的,本发明的技术方案是:
7.本发明第一方面提供了一种自动针车系统,包括位于中心的搬运机器人以及环绕所述搬运机器人设置的若干自动针车机和一个操作台,所述操作台上设有若干工位,所述工位的数量小于所述自动针车机的数量,所述工位两端分别为上料端和下料端,且工位上设有花样板传输装置,所述花样板传输装置为双层结构,且花样板传输装置的上层和下层均设有在所述上料端和下料端之间往复运动的载台,上层和下层的所述载台同步运动,且运动方向相反,所述载台用于承载花样板,所述搬运机器人用于在所述下料端和所述自动针车机之间运送花样板。
8.通过采用上述方案,花样板传输装置的上层和下层载台同步反向运动,因此可控制两个载台在静止状态分别设置在上料端和下料端,操作人员在上料端进行上料操作,搬运机器人从下料端取料转移至自动针车机上进行针车操作或将已完成针车操作的花样板放置在下料端,操作人员上料完成后,控制装载有花样板的载台运动至下料端,空的载台或装载有已完成针车操作花样板的载台回到上料端,操作人员可继续进行上料操作,搬运机器人也可以继续由下料端取料转移至自动针车机上进行针车操作,从而大大减少自动花样机的闲置时间,并提高人工工作效率,实现满负荷运行,提高设备利用率。
9.在上述技术方案的基础上,本发明还可以做如下改进:
10.进一步的,所述花样板传输装置包括平行间隔设置在所述工位上的上层导轨和下层导轨,所述上层导轨上滑动有移送架,上层的所述载台固定在所述移送架顶面,下层的所述载台滑动设置在所述下层导轨上,所述工位上还设有分别用于驱动上层的所述载台和下
层的所述载台滑动的上伸缩单元和下伸缩单元。
11.进一步的,所述工位上设有一对所述下层导轨以及设置一对所述下层导轨两侧的所述上层导轨,所述移送架为横跨在所述载台上方的龙门形移送架。
12.进一步的,所述搬运机器人的操作端具有两个用于夹持花样板的夹持工位。
13.通过采用上述方案,搬运机器人可同时夹持两个花样板,能够实现未针车的花样板和已针车的花样板的同步夹持,从而在自动针车机上实现先下后上的换料操作,提高转运效率。
14.进一步的,所述工位的上料端设有位于所述载台上方的扫码单元,所述花样板上设有与所述扫码单元对应的识别码,所述扫码单元用于对所述识别码扫码识别所述花样板的花样工艺,并将花样工艺发送给对应的所述自动针车机。
15.通过采用上述方案,在同步生产不同工艺的鞋帮面时,能够通过扫码单元自动扫花样板的识别码来识别具体的花样工艺,并将花样工艺发送给对应的自动针车机,从而按照特定的花样工艺进行针车操作。
16.本发明第二方面提供了一种本发明第一方面的自动针车系统的控制方法,包括开机阶段控制和运行阶段控制,
17.所述开机阶段控制包括以下步骤:
18.s11、初始时,所述载台静止在所述工位的端部,操作人员在工位的上料端进行上料操作,所述上料操作具体为将花样板放置在载台上,并将鞋帮面片材放置在花样板上;
19.s12、上料操作完成后,控制载台运动,同步进行识别传输操作,所述识别传输操作具体为工位上的扫码单元对花样板上的识别码进行扫码识别对应的花样工艺信息,并将花样工艺信息传输给对应的自动针车机;
20.s13、装载有花样板的载台移动至下料端,同时另一个未装载花样板的载台移动至上料端,操作人员继续进行上料操作,同时搬运机器人依次将所有工位下料端上的花样板搬运至对应的自动针车机上,自动针车机根据接收到的花样工艺信息进行针车操作;
21.s14、待有工位完成上料操作时,控制已完成上料操作的工位的载台运动,同步进行识别传输操作,装载有花样板的载台移动至下料端,同时另一个未装载花样板的载台移动至上料端,操作人员继续进行上料操作,搬运机器人将下料端的花样板搬运至对应的自动针车机上;
22.s15、重复步骤s14,直至所有自动针车机均处于工作状态,完成开机阶段控制;
23.所述运行阶段控制包括如下步骤:
24.s21、初始时,所有自动针车机均处于工作状态,所有工位都处于上料状态,待有工位完成上料操作,有自动针车机完成针车操作时,控制已完成上料操作的工位的载台运动,同步进行识别传输操作并将花样工艺信息传输给已完成针车操作的自动针车机,装载有花样板的载台移动至下料端,操作人员继续进行上料操作,搬运机器人将下料端的花样板搬运至对应的自动针车机旁,搬运机器人先将已完成针车操作的花样板取下,再将未进行针车操作的花样板放置在自动针车机上,自动针车机根据花样工艺信息进行针车操作,之后搬运机器人将已完成针车操作的花样板放置在工位的下料端的载台上;
25.s22、重复步骤s21,直至所有工位的下料端的载台上都放置有已完成针车操作的花样板;
26.s23、待有工位完成上料操作,有自动针车机完成针车操作时,控制已完成上料操作的工位的载台运动,同步进行识别传输操作并将花样工艺信息传输给已完成针车操作的自动针车机,装载有花样板的载台移动至下料端,同时另一个装载有已完成针车操作的花样板的载台移动至上料端,操作人员将已完成针车操作的花样板取下,继续进行上料操作,搬运机器人将下料端的花样板搬运至对应的自动针车机旁,搬运机器人先将已完成针车操作的花样板取下,再将未进行针车操作的花样板放置在自动针车机上,自动针车机根据花样工艺信息进行针车操作,之后搬运机器人将已完成针车操作的花样板放置在工位的下料端的载台上;
27.s24、重复步骤s23,实现自动针车机的满负荷运行。
28.与现有技术相比,本发明的有益效果是:
29.1、本发明自动针车系统的工位上设置双层结构的花样板传输装置,操作人员在上料端进行上料操作,搬运机器人从下料端取料转移至自动针车机上进行针车操作或将已完成针车操作的花样板放置在下料端,当操作人员上料完成时,控制装载有花样板的载台运动至下料端,空的载台或装载有已完成针车操作花样板的载台回到上料端,操作人员可继续进行上料操作,搬运机器人也可继续在下料端进行转运工作,大大减少了自动花样机的闲置时间,实现满负荷运行,提高设备利用率,同时也提高了人工工作效率,降低了人工成本;
30.2、本发明自动针车系统的控制方法在开机阶段待操作人员上料完成后控制载台运动,同步地花样工艺已经传输给对应的自动针车机,搬运机器人逐个将各工位的花样板转运至对应的自动针车机上,在搬运机器人搬运时工位在同步上料,待有工位上料完成后,搬运机器人继续搬运,直至所有自动针车机均处于工作状态,完成开机阶段控制;运行阶段,在搬运机器人搬运前,完成上料的工位和完成工作的自动针车机已经进行了配对,搬运机器人按照配对先从工位下料端取下花样板,再到自动针车机旁按照先下后上的原则来进行自动针车机的换料,从而实现了自动针车机的满负荷运转,大大减少自动花样机的闲置时间,提高设备利用率,同时自动针车机可以自动根据对应花样板来切换花样工艺,自动化程度高,有效降低人工成本,提高人工工作效率,特别地操作人员由传统的技术工种变为普通操作工,只需要负责上料即可,降低了企业用工成本。
附图说明
31.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
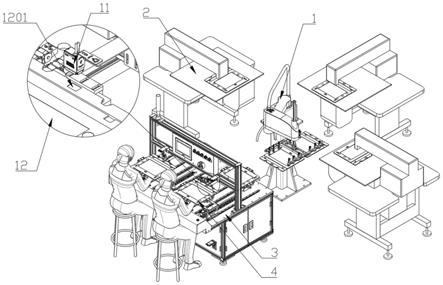
32.图1是本发明的实施例的立体结构示意图。
33.图2是本发明的实施例的俯视结构示意图。
34.图3是本发明的实施例的花样板传输装置的结构示意图。
35.图中所示:
36.1、搬运机器人;
37.2、自动针车机;
38.3、操作台;
39.4、工位;401、上料端;402、下料端;
40.5、载台;
41.6、上层导轨;
42.7、下层导轨;
43.8、移送架;
44.9、上伸缩单元;
45.10、下伸缩单元;
46.11、扫码单元;
47.12、花样板;1201、识别码。
具体实施方式
48.下面将结合附图对本发明技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本发明的技术方案,因此只作为示例,而不能以此来限制本发明的保护范围。
49.需要注意的是,除非另有说明,本技术使用的技术术语或者科学术语应当为本发明所属领域技术人员所理解的通常意义。
50.如图1-3所示,本实施例提供的一种自动针车系统,包括位于中心的搬运机器人1以及环绕搬运机器人1设置的三个自动针车机2和一个操作台3。
51.操作台3上设有两个工位4,工位4两端分别为上料端401和下料端402,且工位4上设有花样板12传输装置。
52.花样板12传输装置的上层和下层均设有在上料端401和下料端402之间往复运动的载台5。载台5用于承载花样板12,上层和下层的载台5同步运动,且运动方向相反。
53.搬运机器人1用于在下料端402和自动针车机2之间运送花样板12。
54.花样板12传输装置包括平行间隔设置在工位4上的上层导轨6和下层导轨7,上层导轨6上滑动有移送架8,上层的载台5固定在移送架8顶面,下层的载台5滑动设置在下层导轨7上,工位4上还设有分别用于驱动上层的载台5和下层的载台5滑动的上伸缩单元9和下伸缩单元10,上伸缩单元9和下伸缩单元10均采用气缸结构
55.工位4上设有一对下层导轨7以及设置一对下层导轨7两侧的上层导轨6,移送架8为横跨在载台5上方的龙门形移送架8。
56.搬运机器人1的操作端具有两个用于夹持花样板12的夹持工位4,具体地搬运机器人1的操作端采用真空吸盘的方式来吸附花样板12,从而实现花样板12的转运。
57.搬运机器人1可同时夹持两个花样板12,能够实现未针车的花样板12和已针车的花样板12的同步夹持,从而在自动针车机2上实现先下后上的换料操作,提高转运效率。
58.本实施例工位4的上料端401设有位于载台5上方的扫码单元11,花样板12上设有与扫码单元11对应的识别码1201,扫码单元11用于对识别码1201扫码识别花样板12的花样工艺,并将花样工艺发送给对应的自动针车机2;具体地,扫码单元11为扫码枪。
59.在同步生产不同工艺的鞋帮面时,能够通过扫码单元11自动扫花样板12的识别码1201来识别具体的花样工艺,并将花样工艺发送给对应的自动针车机2,从而按照特定的花样工艺进行针车操作。
60.可控制两个载台5在静止状态分别设置在上料端401和下料端402,操作人员在上料端401进行上料操作,搬运机器人1从下料端402取料转移至自动针车机2上进行针车操作或将已完成针车操作的花样板12放置在下料端402,操作人员上料完成后,控制装载有花样板12的载台5运动至下料端402,空的载台5或装载有已完成针车操作花样板12的载台5回到上料端401,操作人员可继续进行上料操作,搬运机器人1也可以继续由下料端402取料转移至自动针车机2上进行针车操作。
61.本实施例的自动针车系统采用以下步骤控制:
62.s1、开机时,载台5静止在工位4的端部,操作人员在工位4的上料端401进行上料操作,上料操作具体为将花样板12放置在载台5上,并将鞋帮面片材放置在花样板12上;
63.s2、上料操作完成后,控制载台5运动,同步进行识别传输操作,识别传输操作具体为工位4上的扫码单元11对花样板12上的识别码1201进行扫码识别对应的花样工艺信息,并将花样工艺信息传输给对应的自动针车机2;
64.s3、装载有花样板12的载台5移动至下料端402,同时另一个未装载花样板12的载台5移动至上料端401,操作人员继续进行上料操作,同时搬运机器人1依次将所有工位4下料端402上的花样板12搬运至对应的自动针车机2上,自动针车机2根据接收到的花样工艺信息进行针车操作;
65.s4、待有工位4完成上料操作时,控制已完成上料操作的工位4的载台5运动,同步进行识别传输操作,装载有花样板12的载台5移动至下料端402,同时另一个未装载花样板12的载台5移动至上料端401,操作人员继续进行上料操作,搬运机器人1将下料端402的花样板12搬运至对应的第三个自动针车机2上进行针车操作,此时所有自动针车机2均处于工作状态,完成开机阶段控制;
66.s5、待有工位4完成上料操作,有自动针车机2完成针车操作时,控制已完成上料操作的工位4的载台5运动,同步进行识别传输操作并将花样工艺信息传输给已完成针车操作的自动针车机2,装载有花样板12的载台5移动至下料端402,操作人员继续进行上料操作,搬运机器人1将下料端402的花样板12搬运至对应的自动针车机2旁,搬运机器人1先将已完成针车操作的花样板12取下,再将未进行针车操作的花样板12放置在自动针车机2上,自动针车机2根据花样工艺信息进行针车操作,之后搬运机器人1将已完成针车操作的花样板12放置在工位4的下料端402的载台5上;
67.s6、待另一个工位4完成上料操作,有另一个自动针车机2完成针车操作时,重复步骤s5,此时所有工位4的下料端402的载台5上都放置有已完成针车操作的花样板12;
68.s7、待有工位4完成上料操作,有自动针车机2完成针车操作时,控制已完成上料操作的工位4的载台运动,同步进行识别传输操作并将花样工艺信息传输给已完成针车操作的自动针车机2,装载有花样板12的载台5移动至下料端402,同时另一个装载有已完成针车操作的花样板12的载台5移动至上料端401,操作人员将已完成针车操作的花样板12取下,继续进行上料操作,搬运机器人1将下料端402的花样板12搬运至对应的自动针车机2旁,搬运机器人1先将已完成针车操作的花样板12取下,再将未进行针车操作的花样板12放置在自动针车机2上,自动针车机2根据花样工艺信息进行针车操作,之后搬运机器人1将已完成针车操作的花样板12放置在工位4的下料端402的载台5上;
69.s8、循环重复步骤s7,实现自动针车机2的满负荷运行。
70.本实施例自动针车系统的工位4上设置双层结构的花样板12传输装置,操作人员在上料端401进行上料操作,搬运机器人1从下料端402取料转移至自动针车机2上进行针车操作或将已完成针车操作的花样板12放置在下料端402,当操作人员上料完成时,控制装载有花样板12的载台5运动至下料端402,空的载台5或装载有已完成针车操作花样板12的载台5回到上料端401,操作人员可继续进行上料操作,搬运机器人1也可继续在下料端402进行转运工作,大大减少了自动花样机的闲置时间,实现满负荷运行,提高设备利用率,同时也提高了人工工作效率,降低了人工成本;
71.本实施例自动针车系统的控制方法在开机阶段待操作人员上料完成后控制载台5运动,同步地花样工艺已经传输给对应的自动针车机2,搬运机器人1逐个将各工位4的花样板12转运至对应的自动针车机2上,在搬运机器人1搬运时工位4在同步上料,待有工位4上料完成后,搬运机器人1继续搬运,直至所有自动针车机2均处于工作状态,完成开机阶段控制;运行阶段,在搬运机器人1搬运前,完成上料的工位4和完成工作的自动针车机2已经进行了配对,搬运机器人1按照配对先从工位4下料端402取下花样板12,再到自动针车机2旁按照先下后上的原则来进行自动针车机2的换料,从而实现了自动针车机2的满负荷运转,大大减少自动花样机的闲置时间,提高设备利用率,同时自动针车机2可以自动根据对应花样板12来切换花样工艺,自动化程度高,有效降低人工成本,提高人工工作效率,特别地操作人员由传统的技术工种变为普通操作工,只需要负责上料即可,降低了企业用工成本。
72.本发明的说明书中,说明了大量具体细节。然而,能够理解,本发明的实施例可以在没有这些具体细节的情况下实践。在一些实例中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
73.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
74.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围,其均应涵盖在本发明的权利要求和说明书的范围当中。