1.本发明涉及纺织技术领域,具体涉及一种具有深浅三色立体效果的毛巾织物。
背景技术:
2.毛巾是大众日常使用频繁的生活消费品之一,伴随经济生活的逐步提高,差异化毛巾的需求量逐渐突出,特别是花色系毛巾更深受大众消费者的青睐,传统的花色系毛巾织物通常是采用色织方式来体现,所谓色织方式是先将原纱预先进行染色,后经织造、染整加工制得,需要对毛巾的每一种颜色的纱线分别进行染色,因而产品加工流程比较长,环保压力大,导致生产成本比较高。而且现有的色织方式得到的毛巾产品,尽管毛巾颜色艳丽,但是缺乏新意。
3.为响应国家提出的“碳中和、碳排放”要求,优化生产流程,降低排放污染,而又能满足消费者对于毛巾的花型颜色需求,促进消费者消费使用,是毛巾技术领域值得研究的一个方向。
技术实现要素:
4.本发明所要解决的第一个技术问题是:针对现有技术存在的不足,提供一种深浅三色立体效果的毛巾织物,通过对纱线进行阳离子化预处理以及巧妙的纱线搭配和毛圈花型设计,经过一次和同一染料染色,即能得到具有深浅渐变的同色系三种颜色效果的毛巾织物。
5.本发明所要解决的第一个技术问题是:针对现有技术存在的不足,提供一种深浅三色立体效果的毛巾织物的织造工艺,通过对纱线进行阳离子化预处理以及巧妙的纱线搭配和毛圈花型设计,经过一次和同一染料染色,织造出具有深浅渐变的同色系三种颜色效果的毛巾织物。
6.为解决上述第一个技术问题,本发明的技术方案是:
7.一种深浅三色立体效果的毛巾织物,所述毛巾织物的毛经纱包括相同颜色的第一毛经纱、第二毛经纱和第三毛经纱;其中第一毛经纱是阳离子化纱线,第二毛经纱是普通纱线,第三毛经纱是所述阳离子化纱线和普通纱线的合股纱;所述毛巾织物是由三种毛经纱与对应的经纱和纬纱分别起毛圈形成至少由a毛圈花型、b毛圈花型和c毛圈花型组成的花型组织,并在染色步骤经同一种颜色染料染色后得到的具有深浅渐变的同色系三种颜色效果的毛巾织物。
8.作为改进的一种技术方案,所述b毛圈花型为虫食组织,所述a毛圈花型和c毛圈花型为平毛组织;所述虫食组织是由三种所述毛经纱中的两种或三种分别起毛圈,形成相互交替并呈阶梯状向上倾斜排列的具有虫食效果的混色毛圈花型;所述a毛圈花型是由第一毛经纱和相对应的纬纱和经纱交织在正面形成的平毛花型;所述c毛圈花型是由第二毛经纱和相对应的纬纱和经纱交织在正面形成的平毛花型。
9.作为改进的一种技术方案,三种所述毛经纱的排列方式是:第一毛经纱-第二毛经
纱-第一毛经纱-第三毛经纱依次循环排列;所述虫食组织采用三纬起毛,由第二毛经纱和第三毛经纱相互交替排列并呈阶梯状向上倾斜起毛,分别与相对应的纬纱和经纱交织成虫食效果的混色毛圈花型。
10.作为改进的一种技术方案,所述第一毛经纱是将原色棉纱经过筒染机的煮炼和漂白步骤的预处理,然后进行阳离子化得到的纱线;所述第二毛经纱是将原色棉纱经过筒染机的煮炼和漂白步骤的预处理得到的纱线;所述第三毛经纱是将经过阳离子化后的第一毛经纱和预处理后的第二毛经纱经并条、倍捻得到的合股纱。
11.作为改进的一种技术方案,所述阳离子化纱线是将经预处理后的第一毛经纱加入3~8wt%的eco固色剂,进行后整理后得到的纱线。阿可固eco固色剂为阳离子聚乙烯多胺的水溶液,主要成份为含有30-50%的氰基呱n-(2-氨乙基)-1,2-二乙胺聚合物。
12.作为优选的一种技术方案,三种所述毛经纱分别起毛圈的毛圈高度为0.7~1.1mm。
13.作为优选的一种技术方案,所述经纱的排列密度为60根/2.54厘米,所述纬纱的纬密为44根/2.54厘米。
14.为解决上述第二个技术问题,本发明的技术方案是:
15.一种深浅三色立体效果的毛巾织物的织造工艺,包括以下步骤:
16.(1)纱线准备:采用相同颜色的第一毛经纱、第二毛经纱和第三毛经纱;其中第一毛经纱是阳离子化纱线,第二毛经纱是普通纱线,第三毛经纱是所述阳离子化纱线和普通纱线的合股纱;
17.(2)上机织造:将第一毛经纱和相对应的纬纱和经纱交织在正面形成平毛花型的a毛圈花型;将第二毛经纱和相对应的纬纱和经纱交织在正面形成平毛花型的c毛圈花型;将三种毛经纱中的至少两种,相互交替排列并呈阶梯状向上倾斜起毛,分别与相对应的纬纱和经纱交织成混色毛圈的b毛圈花型;三种毛圈花型按照花型组织的设计循环排布;
18.(3)染色:在同一染色步骤经同一种颜色染料染色后得到具有深浅渐变的同色系三种颜色效果的毛巾织物。
19.作为改进的一种技术方案,三种所述毛经纱的排列方式是:第一毛经纱-第二毛经纱-第一毛经纱-第三毛经纱依次循环排列;所述虫食组织采用三纬起毛,由第二毛经纱和第三毛经纱相互交替排列并呈阶梯状向上倾斜起毛,分别与相对应的纬纱和经纱交织成虫食效果的混色毛圈花型。
20.所述第一毛经纱是将原色棉纱经过筒染机的煮炼和漂白步骤的预处理,然后进行阳离子化得到的纱线;所述第二毛经纱是将原色棉纱经过筒染机的煮炼和漂白步骤的预处理得到的纱线;所述第三毛经纱是将经过阳离子化后的第一毛经纱和预处理后的第二毛经纱经并条、倍捻得到的合股纱。由于纱线已经经过预处理,所以上机织造后的毛巾坯布,不需再进行煮炼和漂白,直接入溢流机进行染色。
21.作为改进的一种技术方案,所述阳离子化纱线是将经预处理后的第一毛经纱加入3~8wt%的eco固色剂,进行后整理后得到的纱线。阿可固eco固色剂为阳离子聚乙烯多胺的水溶液,主要成份为含有30-50wt%的氰基呱n-(2-氨乙基)-1,2-二乙胺聚合物。后整理处理的温度40~50℃,处理时间20~30min,循环水流方向时间:内流为3min,外流为7min。
22.作为优选的一种技术方案,三种所述毛经纱分别起毛圈的毛圈高度为0.7~
1.1mm。
23.作为优选的一种技术方案,所述经纱的排列密度为60根/2.54厘米,所述纬纱的纬密为44根/2.54厘米。
24.作为改进的一种技术方案,所述染色步骤选用“o”型高温高压溢流染色机,其喷嘴口径直径≥240mm;浴比为1:8~1:10,染色温度60~80℃,染色时间为30~60min。
25.作为改进的一种技术方案,毛巾染色后进行烘干,所述烘干采用无张力松式烘干机,烘干温度为130℃~135℃,烘干速度为10~15m/min,毛圈的毛尖方向与风力风向相逆,促使毛圈站立。
26.由于采用了上述技术方案,本发明的有益效果是:
27.本发明具有深浅三色立体效果的毛巾织物,所述毛巾织物的毛经纱包括相同颜色的第一毛经纱、第二毛经纱和第三毛经纱;其中第一毛经纱是阳离子化纱线,第二毛经纱是普通纱线,第三毛经纱是所述阳离子化纱线和普通纱线的合股纱;所述毛巾织物是由三种毛经纱与对应的经纱和纬纱分别起毛圈形成至少由a毛圈花型、b毛圈花型和c毛圈花型组成的花型组织,并在染色步骤经同一种颜色染料染色后得到的具有深浅渐变的同色系三种颜色效果的毛巾织物。本发明通过对纱线进行阳离子化预处理以及巧妙的纱线搭配和毛圈花型设计,采用同一种颜色的纱线,经过一次和同一染料染色,就能得到具有深浅渐变的同色系三种颜色效果的毛巾织物,而且毛巾布面会呈现成迥异的颜色效果,形成一种独特的毛巾织物,以满足市场的发展需求,引导市场终端消费。而且由于只需要一次染色,不仅优化了生产流程,降低了排放污染,而又能满足消费者对于毛巾的花型颜色需求,替代了现有技术中只有通过色织(即先染纱线后织造)产品才能体现双色或多色的毛巾织物。
28.本发明毛巾花型采用虫食组织和平毛组织相结合的花型,所述虫食组织是由三种所述毛经纱中的两种或三种分别起毛圈,形成相互交替并呈阶梯状向上倾斜排列的具有虫食效果的混色毛圈花型;这种混色毛圈花型经过后处理染色后,不仅跟其他两种毛经纱体现的是不同的颜色效果,而且还具有一种朦胧立体的效果,使得整个毛巾图案呈现一种颜色柔和、朦胧的颜色渐变效果,且具有立体感。
附图说明
29.下面结合附图和实施例对本发明进一步说明。
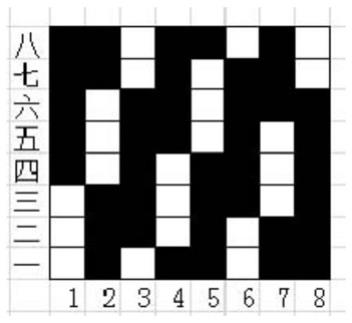
30.图1是本发明虫食组织的上机组织图;
31.图2是本发明平毛组织的上机组织图;
32.图3、图4是本发明产品的实物效果图;
33.图1、2中,白色组织点表示毛巾反面毛圈;黑色组织点表示毛巾正面毛圈;
34.图4中,a、b、c处分别表示a毛圈花型、b毛圈花型和c毛圈花型。
具体实施方式
35.下面结合附图和实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
36.如图1所示,为虫食组织上机图,1.3.5.7为第三毛经纱;2.4.6.8为第二毛经纱;(一、1—八.1)中黑色组织点是第三毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成颜色3毛圈,白色组织点是第三毛经纱和纬纱以及相应的经纱交织在毛巾的反面形成反面毛圈,(一.2—八.2)中黑色组织点是第二毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成颜色2毛圈,白色组织点是第二毛经纱和纬纱以及相应的经纱交织在毛巾的反面形成反面毛圈;由颜色3毛圈和颜色2毛圈共同组成b区域的颜色b花型,也就是虫食组织。
37.如图2所示,为平毛组织上机图,黑色组织点表示第一毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成a毛圈花型;或者第二毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成c毛圈花型;白色组织点表示第一毛经纱或第二毛经纱分别和纬纱以及相应的经纱交织在毛巾的反面形成反面毛圈。
38.实施例1
39.一、纱线前处理:
40.(1)用香港立信的筒染机对毛经筒纱进行煮炼、漂白处理,浴比为1:6,温度110℃,浴液中含有练白剂dsk 1.2g/l、双氧水4ml/l;处理30min;得到第二毛经纱;
41.(2)纱线后整理:浴比1:6,温度40℃,浴液中含有5%的阿可固eco,处理20min;加入后采用双循环方式:内流3min、外流7min;得到第一毛经纱;
42.(3)将第一毛经纱和第二毛经纱通过fa306a并条、倍捻机进行合股,合股捻度为43-65捻/10cm,捻度变异系数cv≤4.5%;得到第三毛经纱。
43.烘干,制得所需待用三种毛经纱。
44.二、整经:整经时选用瑞士贝宁格整经机,它自动化程度高,可根据纱支的不同调节整经的张力,对整经的张力为电子控制,操作简单,有利于纱线的卷绕,能有效的减少整经疵点,可以有效的配合高速进口织机的运转。
45.三、织造
46.织造时采用苏尔寿高速提花织机,三种毛经纱线排纱比例为第一毛经纱-第二毛经纱-第一毛经纱-第三毛经纱依次循环排列,经纱的排列密度为60根/2.54厘米,纬纱的纬密为44根/2.54厘米,并设计毛圈高度为0.9mm,使其毛圈站立。
47.第一毛经纱和第二毛经纱采用平毛组织结构起毛圈,如图2所示:黑色组织点为正面毛圈,白色组织点为反面毛圈。依次循环,毛圈颜色分别体现出a毛圈花型和b毛圈花型。将第三毛经纱采用虫食组织起毛圈:采用三纬起毛,如图1所示,(一、1—八.1)中黑色组织点是第三毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成颜色3毛圈,白色组织点是第三毛经纱和纬纱以及相应的经纱交织在毛巾的反面形成反面毛圈,(一.2—八.2)中黑色组织点是第二毛经纱和纬纱以及相应的经纱交织在毛巾的正面形成颜色2毛圈,白色组织点是第二毛经纱和纬纱以及相应的经纱交织在毛巾的反面形成反面毛圈;由颜色3毛圈和颜色2毛圈共同组成b区域的颜色b毛圈花型,毛圈形成阶梯状斜纹效果。
48.四、染整加工
49.(1)染色步骤:浴比1:10,浴温60℃;染料选用亨斯迈纺织染化生产的活性染料爱环达红se 1.0%、爱环达蓝se 2.0%,促染剂无水硫酸钠40g/l,固色剂碳酸氢钠20g/l,40℃先加入染料,循环10min,后加促染剂无水硫酸钠,循环3min,再加固色剂碳酸氢钠,后升温到60℃,保温30min。
50.(2)皂洗处理步骤:浴液中加入皂洗剂zl-sn,皂洗剂zl-sn含量为0.2g/l;浴比1:8,95℃皂洗15min,再分别进行热水洗和冷水洗。
51.(3)加软:浴比1:8,温度40℃,浴液中含有柔软剂hp-3c2.0g/l,加软处理时间20min;
52.(4)后整理烘干:采用无张力松式烘干机,烘干温度为130℃-135℃,烘干速度为10-15m/min,毛圈的毛尖方向与风力风向相逆,促使毛圈站立,手感蓬松柔软最后检验缝制得到成品。