1.本实用新型涉及传感器芯体打标技术领域,尤其涉及一种自动激光打标机。
背景技术:
2.经过近二十年的创新发展,我公司已建起了国家扩散硅传感器产业化枢纽中心;形成了专业化、规模化、标准化的生产水平,但是,扩散硅传感器的制作工艺复杂,工序繁琐等原因一直困扰着我公司的技术更新进程以及销售产量。
3.扩散硅传感器的芯体打标环节是整个生产制作工艺中最复杂的生产流程之一,目前扩散硅传感器的芯体打标环节是人工完成,但普遍存在打标偏斜、生产效率低、生产成本高的问题。无法实现连续性、稳定性以及可靠性的可持续生产。
技术实现要素:
4.针对上述存在的问题,本实用新型旨在提供一种自动激光打标机,包括依次相接的上料部、打标部和分装部,通过三者的结合共同实现对芯体的自动上料、打标和分装操作,提高芯体打标的自动化程度,并且在传送过程中能有效避免芯体的受损问题。
5.为了实现上述目的,本实用新型所采用的技术方案如下:一种自动激光打标机,包括依次相接的上料部、打标部和分装部,所述上料部用于将待打标的芯体翻转输送至其侧壁与所述打标部对应,所述打标部对所述芯体逐次打标后、且将其反向翻转至水平状态,所述分装部用于将所述打标部打标完成的芯体自动分装。
6.优选的,所述上料部包括储存放置且依次朝向所述打标部输送若干所述芯体的输送平台,所述输送平台上设有用于将若干所述芯体逐次单独排列朝向所述打标部输送的排列装置。
7.优选的,所述排列装置包括设置在所述输送平台一侧边部且与输送平台输送方向平行的第一导向杆,在所述输送平台另一侧边部设有与所述第一导向杆平行且长度为第一导向杆二分之一的第二导向杆,并且所述第二导向杆设置于所述输送平台远离所述打标部一侧位置,在靠近所述打标部一侧的输送平台上设有平行于所述第一导向杆且与该第一导向杆之间形成用于所述芯体的单排输送通道的第三导向杆,所述第三导向杆与第二导向杆之间连接有用于将若干个所述芯体聚拢的第四导向杆。
8.优选的,在所述第二导向杆和第三导向杆的相接处设有将所述芯体单独排列且水平转动的辊轮。
9.优选的,在所述输送通道与所述打标部之间连接有翻料轨道,其包括有水平输送部、扭转部和竖直输送部。
10.优选的,所述打标部包括打标机,所述打标机具有与所述翻料轨道的竖直输送部连接、且朝向分装部方向输送的水平输送链轮。
11.优选的,在所述水平输送链轮与所述分装部之间连接有同所述翻料轨道结构相反、且将竖向排列的所述芯体翻转至水平状态的反向翻料轨道。
12.本实用新型的有益效果是:通过该打标机实现对芯体的自动上料、打标和分装操作,提高芯体打标的自动化程度。通过该翻料轨道和反向翻料轨道相互配合的翻转作用,针对性的对芯体侧壁进行打标操作,并有效避免在传送过程中对芯体上芯片损伤的问题,对打标质量进行保证。
附图说明
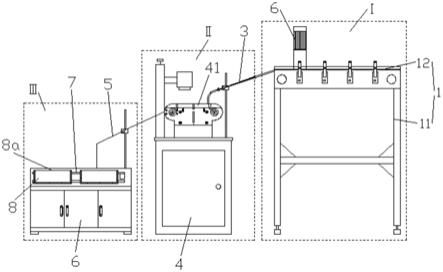
13.图1为本实用新型激光打标机整体结构示意图。
14.图2为本实用新型图1俯视图。
15.图3为本实用新型翻料轨道放大示意图。
16.图4为本实用新型水平输送链轮放大示意图。
具体实施方式
17.为了使本领域的普通技术人员能更好的理解本实用新型的技术方案,下面结合附图和实施例对本实用新型的技术方案做进一步的描述。
18.参照附图1~4所示的一种自动激光打标机,包括依次相接的上料部ⅰ、打标部ⅱ和分装部ⅲ。通过上料部依次将待打标的芯体输送至打标部上进行打标操作,打标完成后输送至分装部精心分装,完成自动化的上料、打标和分装操作。较佳的,该打标机具有plc控制系统,实现三者之间的稳定相接及自动化操作的过程。
19.通常情况下,如图4所示,芯体10包括底座10a及镶嵌在底座10a 中的芯片10b,而在打标时会选择在底座的侧壁进行打标操作,一是不会影响芯片、二是便于对芯体进行直观的标示,便于区分芯体的类别等作用。而在通过上料部将芯体向打标部输送的过程中,为了避免对芯片的划伤,将芯片朝上、底座接触上料部进行传送,同时为了实现对底座侧壁进行打标的操作,所述上料部具有用于将待打标的芯体翻转输送至其侧壁与所述打标部对应的作用,以实现打标部能顺利对芯体(底座)的侧壁进行打标操作。而打标完成后,则同样为了避免芯片传送过程中的损伤,所述打标部具有对所述芯体逐次打标后、且将其反向翻转至水平状态的作用。将该打标完成并翻转至水平状态的芯体通过分装部对其自动分装。
20.因此,在打标之前将芯体进行翻转完成打标操作,打标完成后对芯体进行反向翻转,避免传送过程中的划伤,在保护芯体不受损伤的情况下,完成对其自动化打标的操作。
21.具体的,所述上料部包括储存放置且依次朝向所述打标部输送若干所述芯体的输送平台1,所述输送平台1上设有用于将若干所述芯体逐次单独排列朝向所述打标部输送的排列装置。较佳的,所述输送平台1包括支架11和支架上设置的输送带12,将若干个芯体水平放置在所述输送带12 上,为了一次性放置较多的芯体,输送带12具有一定的宽度,而打标机则一般是单个芯体进行逐次打标操作,为了避免输送带12放置较多的芯体同时涌向打标部,而造成芯体卡滞及无法顺利打标的情况。因此通过设置排列装置,能有效的将输送带12上的若干个芯体进行排列,使其能逐次输送到打标部进行打标。
22.具体的,如图2所示,所述排列装置包括设置在所述输送平台1一侧边部且与输送平台输送方向平行的第一导向杆1a,在所述输送平台1另一侧边部设有与所述第一导向杆1a平行且长度为第一导向杆二分之一的第二导向杆1b,并且所述第二导向杆1b设置于所述输送平台1远离所述打标部一侧位置,在靠近所述打标部一侧的输送平台1上设有平行于所
述第一导向杆1a且与该第一导向杆1a之间形成用于所述芯体的单排输送通道 (图中101所示)的第三导向杆1c,所述第三导向杆1c与第二导向杆1b 之间连接有用于将若干个所述芯体聚拢的第四导向杆1d。其排列原理为:将若干个芯体放置在第一导向杆1a和第二导向杆1b围成的空间中,通过输送带12的传动,该多个芯体朝向输送通道101方向移动,在传送的过程中,通过第四导向杆1d将多个芯体进行聚拢,并通过第四导向杆1d的导向作用使多个芯体朝向输送通道101中传送。由于输送通道101宽度的限制,只能同时允许一个芯体进入其中,有效的实现了多个芯体逐次排列朝向打标部传送进行单个打标的操作,避免多个芯体卡滞的情况出现。
23.由于多个芯体在输送通道101端口急剧汇聚,容易出现在该端口卡滞的情况,因此为了避免该卡滞情况,在所述第二导向杆1b和第三导向杆 1c的相接处设有将所述芯体单独排列且水平转动的辊轮2。较佳的,该辊轮2连接有驱动电机6,通过驱动电机6带动辊轮2转动,使辊轮2与卡滞的芯体接触并带动芯体转动,来解除该卡滞情况,使多个芯体能有效的单独排列进入到输送通道101中,并朝向所述打标部方向传送。
24.为了实现对芯体侧壁打标的需求,在所述输送通道101与所述打标部之间连接有翻料轨道3,其包括有水平输送部3a、扭转部3b和竖直输送部3c。水平输送部3a将输送通道101传送过来的芯体水平接入,传送至扭转部3b(如图3所示,其优选的结构为连接水平输送部3a和竖直输送部3c的螺旋扭转通道,将水平输送部3a中水平放置的芯体通过该螺旋扭转通道在传送的过程中逐渐翻转至竖直状态)中进行翻转,使芯体(底座) 的侧壁位于竖直面内,并通过竖直输送部3c传送至打标部,实现对芯体侧壁的打标操作。
25.具体的,所述打标部包括打标机4,所述打标机4具有与所述翻料轨道3的竖直输送部3c连接、且朝向分装部方向输送的水平输送链轮41。较佳的,所述水平输送链轮41上间距分布有用于放置翻转的芯体的放置槽41a,通过通过打标机4系统程序的控制,对水平输送链轮41上放置槽内的芯体进行逐次间歇性的打标操作。
26.为了避免在打标完成后,侧向放置的芯体在传送至分装部的过程中芯片磨损的情况,在所述水平输送链轮41与所述分装部之间连接有同所述翻料轨道3结构相反、且将竖向排列的所述芯体翻转至水平状态的反向翻料轨道5。该反向翻料轨道5的原理与翻料轨道3相反,是将打标完成的侧向放置的芯体反向翻转至水平状态,使得芯体在分装时,其底座与分装部接触,避免芯片的损伤。
27.较佳的,所述分装部具有机体6,在机体6上设有水平且具有一定倾斜角度的直线滑轨7,该直线滑轨7上间距设有具有与反向翻料轨道5相接的进料口8a的料盘8。由于直线滑轨7具有一定的倾斜角度,使得料盘 8也具有同样的倾斜角度。从反向翻料轨道5传送过来的芯体在料盘8的倾斜状态下滑入到料盘8中进行收集。较佳的,系统具有通过打标数量记录料盘8中的装盘数量,当单个料盘8中的芯体装满后,控制系统控制直线滑轨7移动,将空料盘2放置在与反向翻料轨道5的相接处进行循环收集,收集满的料盘7则通过人工进行取卸。
28.本实用新型的原理是:通过该打标机实现对芯体的自动上料、打标和分装操作,提高芯体打标的自动化程度。通过该翻料轨道3和反向翻料轨道5相互配合的翻转作用,针对性的对芯体侧壁进行打标操作,并有效避免在传送过程中对芯体上芯片损伤的问题,对打标质量进行保证。
29.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。