1.本实用新型涉及一种类型的车辆衬里元件,本实用新型还涉及一种车辆仪表板、包括这种衬里元件的车辆组件以及制造这种衬里元件的方法。
2.本实用新型例如应用于用于抵靠车辆的窗户安装的衬里元件。以已知的方式,例如接合件的衬覆元件可以设置在衬里元件的支撑件和窗户之间,以确保窗户和支撑件之间的密封。因此,这种衬覆元件在衬里元件的支撑件的第一面上延伸并且折叠在支撑件的与第一面相反的第二面上,从而覆盖支撑件的边缘。
背景技术:
3.为了将衬覆元件保持在支撑件上,已知将衬覆元件粘合到支撑件。然而,这样的解决方案并不完全令人满意,这是由于衬覆元件的折叠部分倾向于容易剥落,特别是当衬里元件经受介于摄氏30度(30℃)和摄氏100度(100℃之间的高温时)。特别地,如果粘合质量较差,衬覆元件的折叠部分可能从30℃开始脱落。100℃的温度对应于位于阳光下和/或炎热地区的储藏处中的温度,并且直至该温度,边缘应该能够保持与支撑件成一体。
4.另一种解决方案是将衬覆元件的折叠部分钉固至支撑件。然而,这种操作是繁琐、细致且非常昂贵的操作。
技术实现要素:
5.本实用新型的一个目的是通过提供一种衬里元件来克服这些缺点,其中,衬里元件的折叠部分以简单且可靠的方式固定到支撑件。
6.为此,本实用新型涉及一种衬里元件,该车辆衬里元件包括至少一个支撑件,其具有第一面和与第一面相反的第二面以及连接第一面和第二面的至少一个边缘;以及至少一个衬覆元件,其具有至少一个第一部分,该至少一个第一部分至少部分地覆盖支撑件的第一面,以及至少一个第二折叠部分,该至少一个第二折叠部分折叠在支撑件的第二面上,第二折叠部分还覆盖边缘的至少一部分,其还包括抵靠支撑件的第二面折叠的第二部分的至少一个保持构件,该保持构件包括固定到支撑件的至少一个保持爪脚,保持爪脚被施加抵靠第二折叠部分的接触部分以在所述保持构件的保持位置种将第二折叠部分保持抵靠支撑件的第二面。
7.保持构件允许以简单的方式将衬覆元件的第二折叠部分保持到支撑件。因此,避免了支撑件的第二折叠部分脱离的风险,特别是当衬里元件经受高温时。
8.此外,保持构件是将衬里元件的第二折叠部分维持抵靠支撑件的非常简单的维持装置。
9.根据衬里元件的其他可选特性,这些特性可以单独采用或以任何技术上可想到的组合进行采用:
[0010]-保持爪脚具有在保持位置中抵靠接触部分延伸的保持部分,所述保持部分的形状与接触部分的形状基本互补;
[0011]-保持构件具有铰链区,保持爪脚通过铰链区安装为可相对于支撑件在保持构件的保持位置和释放位置之间移动,其中,保持爪脚远离接触部分延伸;
[0012]-保持构件具有铰链区,保持爪脚通过铰链区安装为可相对于支撑件在保持构件的保持位置和释放位置之间移动,其中,保持爪脚远离接触部分延伸;
[0013]-保持构件还包括至少一个锁定系统以使抵靠接触部分施加的保持爪脚保持在保持位置中,该锁定系统包括至少一个开口以及至少一个突起,该至少一个突起用于卡合至开口中,该开口设置在保持爪脚和支撑件的第二面中的元件中的一个元件中,并且突起设置在保持爪脚和支撑件的第二面中的元件中的另一个元件上;
[0014]-保持爪脚相对于支撑件固定,支撑件的至少一部分和保持爪脚在其之间限定保持通道,在保持通道中,第二折叠部分在保持位置中被保持抵靠支撑件的第二面;
[0015]-在保持位置中,保持爪脚仅与支撑件的第二面相对地延伸;
[0016]-保持构件与支撑件一体制成;
[0017]-铰链区和锁定系统在保持位置中设置在接触部分的两侧;
[0018]-保持构件包括第一锁定系统和第二锁定系统以使抵靠接触部分的保持爪脚保持在保持位置中,第一锁定系统和第二锁定系统在保持位置中设置在接触部分的两侧;
[0019]-第一锁定系统和第二锁定系统各自包括开口以及用于卡合至相应开口中的至少一个突起,每个开口设置在保持爪脚和支撑件的第二面中的元件中的一个元件中,并且每个突起设置在保持爪脚和支撑件的第二面中的元件的另一个元件上。
[0020]
本实用新型还涉及一种车辆仪表板,其包括如上定义的车辆衬里元件,该仪表板用于安装为抵靠车辆的窗口,其中,车辆衬里元件的衬覆元件是密封元件,该密封元件被构造为在支撑件和窗口之间实现密封。
[0021]
本实用新型还涉及一种车辆组件,其包括至少一个如上所述的车辆衬里元件以及安装在衬里元件上的至少一个窗口,使得衬覆元件设置在窗口和支撑件的第一面之间。
[0022]
最后,本技术还涉及一种制造上述车辆衬里元件的制造方法,包括以下步骤:
[0023]-提供包括保持构件的支撑件,支撑件和保持构件优选地预先模制成单件,
[0024]-通过衬覆元件的第一部分至少部分地覆盖支撑件的第一面,
[0025]-将衬覆元件的第二部分折叠在支撑件的第二面上,从而也覆盖边缘的至少一部分,
[0026]-将保持构件的保持爪脚施加在衬覆元件的第二折叠部分的接触部分上以将保持构件定位在保持位置中并且将所述第二折叠部分保持抵靠支撑件的第二面。
[0027]
制造方法能特别容易和快速地实施。
[0028]
根据制造方法的特定方面,该方法包括模制,优选地通过注射模制支撑件和保持构件的单件的初始模制步骤。
[0029]
因此,保持构件特别快速和容易地获得。此外,可以省去将保持构件固定到支撑件的后续步骤。
[0030]
因此,制造方法得到优化且成本低廉。
附图说明
[0031]
通过阅读下文参考附图且以说明的目的给出的描述中,将使本实用新型的其他方
面和优点显而易见,其中:
[0032]-图1是包括根据本实用新型的衬里元件的车辆组件的示意性透视图,
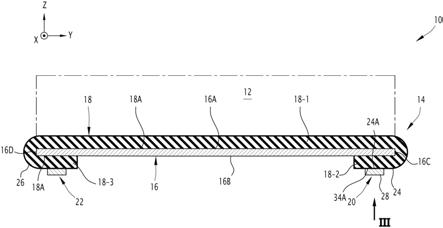
[0033]-图2是图1的车辆组件的截面图,该截面由图1中的箭头ii-ii指示,
[0034]-图3是图2的一部分的仰视图,其示出了衬里元件的处于保持位置中的保持构件,该视图由图2中的箭头iii指示,
[0035]-图4是沿图3的轴线iv-iv截取的截面图,
[0036]-图5是处于释放位置的图3的保持构件的视图,
[0037]-图6是根据类似于图3的视图的保持构件的另一个实施例的示意图,
[0038]-图7是图6的保持构件沿图6的轴线vii-vii截取的揭秘那图,以及
[0039]-图8是根据类似于图4的视图的保持构件的另一个实施例的示意图。
具体实施方式
[0040]
图1和图2中示出了车辆组件10。
[0041]
车辆组件10包括至少一个窗口12以及至少一个衬里元件14。
[0042]
在本示例性实施例中,窗口12例如是车辆的挡风玻璃。
[0043]
作为变型,窗口12可以是车辆的任何其他窗口,例如后车窗甚至车辆的门的窗口。
[0044]
衬里元件14例如是车辆的仪表板的一部分。
[0045]
作为变型,衬里元件14适用于其他类型的车辆元件,例如门板、车辆的座椅的结构等。
[0046]
衬里元件14包括至少一个支撑件16、至少一个衬覆元件18以及至少一个保持构件,特别是衬覆元件18的一部分的保持构件。在本示例中,衬里元件14包括第一保持构件20以及第二保持构件22。
[0047]
在下文中,定义了与衬里元件14相关的正交坐标系(x、y、z),其包括x、y和z轴线。因此,定义平行于x轴线的纵向方向x、平行于y轴线的横向方向y、以及平行于z轴线的高程方向z。
[0048]
此外,在本技术中,衬里元件14的一部分沿纵向方向x测量的尺寸称为长度并且该元件沿横向方向y测量的尺寸称为宽度。
[0049]
支撑件16适于实现不同的功能,例如用于车辆的窗口的承载表面的功能、用于驾驶车辆的仪器的支撑表面的功能、限定车辆的布置的界定表面的功能等。
[0050]
支撑件16使其形状配赋衬里元件14。支撑件16例如是三维的。
[0051]
支撑件16至少包括第一面16a、第二面16b以及至少一个边缘。
[0052]
第一面16a基本上沿纵向方向x和沿横向方向y延伸。
[0053]
仅作为说明,纵向方向x对应于由第一面16a的最小尺寸给出的方向,而横向方向y对应于由第一面16a的最大尺寸给出的方向。作为变型,纵向方向x对应于由第一表面16a的最大尺寸给出的方向,而横向方向y对应于由第一面16a的最小尺寸给出的方向。
[0054]
第一面16a例如是可见面,也就是说,其可以至少部分地由位于车辆的舱室中的乘客看到。例如,第一面16a覆盖有一层,例如外观层,从而赋予第一面16a特定外观。
[0055]
第二面16b在高程方向z上与第一面16a相反。第二面16b例如是不可见面,也就是说,其不可由位于车辆的舱室中的乘客看到。
[0056]
支撑件16的边缘连接第一面16a和第二面16b。
[0057]
例如,边缘延伸到支撑件16的周缘(称为周缘边缘)和/或在支撑件16中限定开口。
[0058]
作为说明,支撑件16包括多个周缘边缘:第一纵向边缘16c、第二纵向边缘16d以及横向边缘16e,这些边缘各自将第一面16a连接到第二面16b。
[0059]
第一纵向边缘16c和第二纵向边缘16d各自基本上沿着纵向方向x延伸并且基本上在横向方向y上设置成彼此面对。
[0060]
横向边缘16e基本上沿横向方向y延伸。
[0061]
衬覆元件18对应于适合于覆裹支撑体16的任何元件,例如上面指出的外观层、密封元件等。
[0062]
作为示例,衬覆元件18是用于设置在窗口12和支撑件16之间以实现窗口14和支撑件16之间的密封的密封元件。因此,衬覆元件18例如使密封接合件。作为示例,密封接合件由橡胶制成。
[0063]
衬覆原件18适于至少部分地覆盖支撑件16的面以及边缘的至少一部分,例如出于美学原因使得支撑件的边缘不可见。
[0064]
衬覆元件18具有例如材料条带或材料片材的形状。
[0065]
衬覆元件18具有用于粘附到支撑件16的粘附表面18a。
[0066]
例如,衬覆构件18在粘附表面18a上包括用于将衬覆元件18粘合到支撑件16的粘合层(图中未示出)。
[0067]
如图2所示,衬覆元件18具有第一衬覆部分18-1、第二折叠衬覆部分18-2以及可选地第三折叠衬覆部分18-3。
[0068]
第一衬覆部分18-1至少部分地在支撑件16的第一面16a上延伸。第一衬覆部分18-1基本上沿横向方向y延伸。
[0069]
第二折叠衬覆部分18-2折叠在支撑件16的第二面16b的一部分上并且在下文中称为“第二折叠部分18-2”。第二折叠部分18-2覆盖第一纵向边缘16c的至少一部分。
[0070]
第二折叠部分18-2在第一部分18-1的端部的延长部中延伸。
[0071]
第二折叠部分18-2具有与粘附表面18a相反的第二自由表面24。第二自由表面24的区域用于形成与第一保持构件20的保持爪脚的接触部分24a(在图4中可见)。
[0072]
第三折叠衬覆部分18-3折叠在支撑件16的第二面16b的一部分上并且在下文中称为“第三折叠部分18-3”。第三折叠部分18-3覆盖支撑件16的第二侧向边缘16d的至少一部分。
[0073]
第三折叠部分18-3在第一衬覆部分18-1的另一端部的延长部中延伸。
[0074]
因此,第二折叠部分18-2和第三折叠部分18-3在横向方向y上设置为彼此面对。
[0075]
第三折叠部分18-3具有与粘附表面18a相反的第三自由表面26。第三自由表面26的区域用于形成与第二保持构件22的保持爪脚的第二接触部分。
[0076]
第一和第二保持构件20、22用于分别将第二和第三折叠部分18-2、18-3保持抵靠支撑件16的第二面16b。
[0077]
在下文中,第一保持构件20的元件以限定词“第一”或“第一个”命名并且第二保持构件22的元件以限定词“第二”命名。
[0078]
在下文中,仅描述第一保持构件20。第二保持构件22与第一保持构件20相同,关于
第一保持构件20的以下描述适用于第二保持构件22的所有方面。
[0079]
参照图3至图5描述了第一保持构件20。在图4中,已经省略了窗口12。
[0080]
第一保持构件20包括第一保持爪脚28、第一铰链区30和第一锁定系统32。
[0081]
此外,在本示例性实施例中,第一保持构件20可在其中第一保持爪脚28远离第一接触部分24a并且其中第二折叠部分18-2可以与支撑件16的第二面16b脱离的释放位置(图5)与其中第二折叠部分18-2通过第一保持爪脚28保持在适当位置或保持抵靠支撑件16的第二面18b的保持位置(图3和4)之间移动。第一保持构件20在释放位置和保持位置之间的转换例如通过第一保持爪脚28在横向方向y上的旋转来实现。
[0082]
参照图3和图4,第一保持爪脚28呈第一舌片的形式,该第一舌片适于在保持位置中将第二折叠部分18-2保持甚至维持抵靠支撑件16的第二面16b。
[0083]
第一保持爪脚28例如与支撑件16成一体并且通过第一铰链区30连接到所述支撑件16,这将在后面详述。
[0084]
第一保持爪脚28具有在纵向方向x上相反的第一横向端部28-1和第二横向端部28-2。
[0085]
第一保持爪脚28的第一横向端部28-1连接到第一铰链区30。因此,第一保持爪脚28通过第一铰链区30固定到支撑件16。
[0086]
尤其在图4中所示,第一保持爪脚28具有第一保持面34以及与第一保持面34相反的第一自由面36。第一保持面34设置成在保持位置中面对第一接触部分24a并且至少部分地与第一接触部分24a接触。
[0087]
将第一保持爪脚28的第一保持面34和第一自由面36分开的方向限定了第一保持爪脚28的厚度方向。
[0088]
第一保持面34具有用于与第一接触部分24a接触的至少一个第一保持部分34a。
[0089]
在截面中,在垂直于横向方向y的截面平面中,当第一保持构件20处于保持位置中时,第一保持爪脚28的第一保持面34具有与第二折叠部分18-2的形状基本互补的形状。
[0090]
此外,例如,第一保持面34具有凹面形状,第一保持面34的凹部朝向第二折叠部分18-2定向。
[0091]
第一保持部分34a具有与第一接触部分24a的形状互补的形状。作为示例,第一保持部分34a基本上是平面的。
[0092]
参考图3和图4,在保持位置中,限定第一保持爪脚28的长度l28、宽度l28以及厚度e28。
[0093]
第一保持爪脚28的长度l28大于第一接触部分24a的长度l24a。
[0094]
第一保持爪脚28的宽度l28大体等于第一接触部分24a的宽度l24a。
[0095]
第一保持爪脚28具有例如介于2毫米(mm)和3mm之间的厚度e28。
[0096]
在保持位置(图3和图4)中,第一保持爪脚28在第一接触部分24a上并且在第一接触部分24a的两侧(这里为沿纵向方向x的两侧)上延伸。换言之,第一保持爪脚28在保持位置中在第一接触部分24a的两侧上延伸,以防止第二折叠部分18-2脱离,例如通过第二折叠部分18-2围绕平行于支撑件16的横向边缘16c的轴线旋转。
[0097]
因此,在保持位置中,保持爪脚28在保持位置中与支撑件16的第二面16b一起限定第二折叠部分18-2的第一保持通道38,如图4中可见。第一保持通道38沿第二折叠部分18-2
的宽度,即沿第二折叠部分18-2的脱离方向贯通。
[0098]
第一保持通道38的高度大致等于第二折叠部分18-2的自然厚度。
[0099]
当第一保持构件20处于保持位置时,第一保持通道38的高度沿将支撑件16的第二面16b和第一保持部分34a分开的方向测量。
[0100]
第二折叠部分18-2的自然厚度沿第二折叠部分18-2的厚度方向测量,该厚度方向定义为当第二折叠部分18-2不与保持爪脚28接触时将粘附表面18a与第一接触部分24a分开的方向。
[0101]
有利地,当第一保持构件20处于保持位置时,保持爪脚28压缩第二折叠部分18-2。
[0102]
因此,第一保持通道38的高度严格小于第二折叠部分18-2的自然厚度。
[0103]
因此,有利地,当第一保持构件20处于保持位置时,第二折叠部分18-2的厚度介于第二保持部分18-2的自然厚度的50%和75%之间。
[0104]
如图3和图5所示,第一铰链区30沿第一保持爪脚28的宽度l28延伸。
[0105]
第一铰链区30是柔性区以允许第一保持爪脚28在保持位置和释放位置之间旋转。
[0106]
例如,第一铰链区30与第一保持爪脚28以及与支撑件16形成为单件。因此,第一铰链区30是支撑件16中相对于保持爪脚28表现出材料弱化的区域。
[0107]
例如,第一铰链区30设置在支撑件16的横向边缘16e上。
[0108]
第一锁定系统32至少具有第一开口40以及用于卡合至所述第一开口40中的第一突起42。
[0109]
第一开口40设置在第一保持爪脚28中。特别地,第一开口40设置在第一保持爪脚28的与第一铰链区30相反的第二横向端部28-2处。
[0110]
特别地,由图4特别所示,第一开口40设置在第一保持面34的外部。
[0111]
例如,第一开口40是贯通的,即其贯通第一保持爪脚28的厚度。
[0112]
第一突起42设置在支撑件16的第二面16b上并且从第二面突出。
[0113]
有利地,第一突起42与支撑件的第二面16b成一体。
[0114]
在保持位置中,第一铰链区30和第一锁定系统32在第一接触部分24a的两侧上延伸。
[0115]
优选地,整个第一保持构件20与支撑件16成一体。
[0116]
下面描述第一保持构件20的操作。
[0117]
当第一保持构件20最初处于释放位置时(图5),第一保持爪脚28远离第二折叠部分18-2的第一接触部分24a定位。特别地,第一保持面34不设置为与第二折叠部分18-2面对。
[0118]
然后,通过弯曲第一铰链区30(导致第一保持爪脚28围绕横向轴线y旋转),第一保持爪脚28被定位在图3和4中可见的保持位置。
[0119]
在保持位置(图3和4)中,第一保持爪脚28的第一保持面34被设置为面向第一接触部分24a。此外,特别如图4中所示,第一保持部分34a与第一接触部分24a接触并且将第二折叠部分18-2保持抵靠支撑件16的第二面16b。
[0120]
此外,在保持位置中,第一保持爪脚28的第二横向端部28-2通过将第一突起42卡合至第一开口40中而与第二支撑面16b成一体。此外,第一保持爪脚28通过第一锁定系统32锁定在保持位置中。
[0121]
因此,在保持位置中,第二折叠部分18-2设置于第一保持通道38中。
[0122]
此外,在保持位置中,第一保持爪脚28在垂直于支撑件16的第二面16b的方向上仅面对支撑件的第二面16b延伸。
[0123]
借助于保持构件20、22,折叠衬覆部分18-2、18-3以可靠的方式固定到支撑件16而没有脱离支撑件16的风险,特别是当衬里元件14经受高温。
[0124]
此外,保持构件20、22是将折叠衬覆部分18-2、18-3保持抵靠支撑件16的非常简单的保持装置。
[0125]
此外,保持构件20、22允许将衬覆元件18相对于不包括这些保持构件20、22的衬里元件14保持在支撑件16上的相同位置处。
[0126]
下面描述制造衬里元件14制造的方法。
[0127]
最初,保持构件16、第一保持构件20和第二保持构件22通过注射模制材料而模制成单件。
[0128]
所注射的模制材料例如是塑料。
[0129]
此外,最初,第一和第二保持构件20、22处于释放位置(图5)。
[0130]
然后,支撑件16的第一面16a被第一衬覆部分18-1覆盖。有利地,第一衬覆部分18-1通过设置在粘附表面18a上的粘合层而固定到支撑件16的第一面16a。
[0131]
然后,通过分别覆盖纵向边缘16c、16d的一部分,第二折叠部分18-2和第三折叠部分18-3各自折叠在支撑件16的第二面16b的一部分上。
[0132]
然后,将第一保持构件20从其释放位置设置在其保持位置(图3和4)中。在保持位置中,第一保持构件20的第一保持爪脚28被施加到第二折叠部分18-2的第一接触部分24a上。此外,在保持位置中,第一保持爪脚28通过锁定装置32锁定在保持位置中。
[0133]
第二保持构件22也从其释放位置设置在其保持位置中。在保持位置中,第二保持构件22的第二保持爪脚被施加到第三折叠部分18-3的第二接触部分上。此外,在保持位置中,第二保持爪脚通过第二保持构件22的锁定装置锁定在保持位置中。
[0134]
保持构件20、22与支撑件16模制成单件并且处于其最终位置的事实允许省去将这些保持构件20、22固定到支撑件18的任何额外固定步骤。结果,制造衬里元件的制造方法被优化。
[0135]
此外,保持构件20、22注射模制的事实有利于其制造。
[0136]
参考图6和7,描述了衬里元件14的另一个实施例,仅通过与图1至图5的衬里元件14的不同。衬里元件14与图1至图5的衬里元件14的不同之处仅在于第一和第二保持构件120、122(附图标记122在图中不可见)。
[0137]
同样,下文仅描述第一保持构件120,第一保持构件120的描述完全适用于第二保持构件122。
[0138]
在本实施例中,第一保持件120相对于支撑件16固定。
[0139]
因此,第一保持构件120不包括铰链区或锁定系统。
[0140]
因此,第一保持构件120具有单一位置,即保持位置。
[0141]
如图6和7中特别所示,支撑件具有设置为面对第一保持构件120的孔口144。
[0142]
参考图7,其中窗口12已被省略,第一保持爪脚128在垂直于横向方向y的平面中呈“l”形。
[0143]
此外,第一保持部分134a由整个保持面134形成。
[0144]
因此,在第一保持构件120的保持位置中,保持部分134a与第一接触部24a接触。
[0145]
第一保持爪脚128从第一接触部分24a的第一侧朝向第一接触部分24a的与第一侧相反的第二另一侧延伸。因此,保持爪脚128在垂直于第二折叠部分18-2的脱离方向的方向上延伸。
[0146]
此外,第一固持爪脚128与支撑件16的一部分和第二面16b一起限定第二折叠部分18-2的第一保持通道138。
[0147]
特别地,第一保持爪脚128与孔口144的边缘一起限定第二折叠部分18-2的第一保持通道138。
[0148]
此外,有利地,第一保持爪脚128压缩保持通道138中的第二折叠部分18-2。
[0149]
保持爪脚28的长度l128例如基本上等于第一接触部分24a的长度l24a。
[0150]
在操作中,当第二折叠部分18-2设置在第一保持通道138中时,第一保持部分134a接触第一接触部分24a并将第二折叠部分18-2保持抵靠支撑件16的第二面16b。
[0151]
借助于保持构件120、122,折叠衬覆部分18-2、18-3以可靠的方式固定到支撑件16而没有从支撑件脱离的风险。
[0152]
此外,保持构件120、122是将折叠衬覆部分18-2、18-3保持抵靠支撑件16的非常简单的保持装置。实际上,将折叠衬覆部分18-2、18-3滑动到相应保持通道138中就足够了。因此,每个折叠衬覆部分18-2、18-3通过相应保持构件120、122的接触部分134a保持抵靠支撑件16。
[0153]
因此,避免了衬覆元件18的折叠部分脱离,特别是当衬里元件14经受高温时。
[0154]
下面仅通过与参照图1至图5描述的衬里元件14的制造方法的不同之处来描述制造衬里元件14的制造方法。
[0155]
最初,支撑件16、第一保持构件120和第二保持构件122通过注射模制材料而模制成单件。
[0156]
例如,模制材料是塑料。
[0157]
例如,模制材料是热塑性材料,例如聚丙烯(pp)或聚丙烯(pp)和聚乙烯(pe)的组合。
[0158]
第二折叠部分18-2设置在第一保持通道138中。在该位置中,第一保持爪脚128的第一保持部分134a与第一接触部分24a接触。第一保持爪脚128将第二折叠部分18-2保持并压靠支撑件16的第二面16b,从而防止所述第二折叠部分18-2与支撑件16脱离。
[0159]
同样地,第三折叠部分18-3设置在第二保持通道中。在该位置中,第二保持爪脚的第二保持部分与第三折叠部分18-3的第二接触部分接触。第二保持爪脚22施加使第三折叠部分18-3抵靠支撑件16的第二面16b的压力,从而防止所述第三折叠部分18-3与支撑件16脱离。
[0160]
保持构件120、122与支撑件16模制成单件的事实允许省去将保持构件固定到支撑件16的任何额外固定步骤。结果,衬里元件14的制造方法被优化。
[0161]
衬里元件14的另一个实施例在说明书的下文中参照图8进行了描述,在图8中,窗口12已被省略。该实施例的衬里元件214仅通过与图1至图5的衬里元件14的不同之处进行描述。衬里元件214与图1至图5的衬里元件14的不同之处仅在于第一和第二保持构件220、
222(附图标记222在图中不可见)。
[0162]
在本实施例中,下文仅对第一保持构件220进行描述,第一保持构件220的描述完全适用于第二保持构件222。
[0163]
第一保持构件220不包括铰链区30。
[0164]
铰链区30由额外锁定系统250代替。
[0165]
换言之,第一保持构件220包括两个锁定系统232、250:第一锁定系统232和额外锁定系统250。
[0166]
第一保持构件220通过两个锁定系统232、250固定至支撑件16。
[0167]
第一锁定系统232与第一锁定系统32相同。
[0168]
额外锁定系统250类似于第一锁定系统232。
[0169]
额外锁定系统250具有至少一个额外开口254以及用于卡合至所述额外开口254中的额外突起252。
[0170]
额外开口254设置在第一保持爪脚228中。特别地,额外开口254设置在第一保持爪脚28的第一横向端部228-1处。
[0171]
特别地,由图8中特别所示,额外开口254设置在第一保持面234的外部。
[0172]
例如,额外开口254是贯通的,即其贯通第一保持爪脚28的厚度。
[0173]
额外突起252设置在支撑件16的第二面16b上并且从支撑件16的第二面16b突出。
[0174]
有利地,额外突起252与支撑件16的第二面16b成一体。
[0175]
在保持位置中,第一锁定系统232和额外锁定系统250在第一保持部分234a的两侧延伸。
[0176]
在保持位置中,第一锁定系统232和额外锁定系统250在第二折叠部分18-2的第一接触部分24a的两侧延伸。
[0177]
因此,在该实施例中,第一保持构件220通过两个锁定系统232、250连接到支撑件16。
[0178]
仅通过与图1至图5的实施例的第一保持构件20的操作的不同之处来描述第一保持构件220的操作。
[0179]
最初,第一保持构件220与第二折叠部分远离。
[0180]
在该位置中,第一保持爪脚228远离第二折叠部分18-2的第一接触部分24a定位。
[0181]
然后,通过将第一保持爪脚228定位在第二折叠部分18-2上,第一保持爪脚228被定位在保持位置中。在该位置中,第一保持部分234a抵靠第一接触部分24a接触并且将第一接触部分24a压缩抵靠支撑件16的第二面16b。
[0182]
然后,第一锁定系统232和额外锁定系统250被激活。特别地,第一突起242卡合至第一开口240中并且额外突起252卡合至额外开口254中。
[0183]
因此,第二折叠部分18-2被保持在内部通道238中。
[0184]
有利地,第二折叠部分18-2被压缩在支撑件的第二面16b和第一保持爪脚228之间。
[0185]
因此,第二折叠部分18-2通过第一保持构件220保持抵靠支撑件16的第二面16b。
[0186]
下文描述衬里元件214的制造方法。
[0187]
第一保持构件220通过注射模制材料与支撑件16同时模制并且通过可断裂铰链连
接到支撑件16,特别是在支撑件16的不可见区域中。
[0188]
模制材料例如是热塑性材料,例如聚丙烯(pp)或聚丙烯(pp)和聚乙烯(pe)的组合。
[0189]
有利地,模制材料用纤维增强,例如玻璃纤维或天然纤维。
[0190]
有利地,第一保持构件220仅通过可断裂铰链连接到支撑件16。
[0191]
例如,第一保持构件220通过可断裂铰链连接到第二保持构件222。
[0192]
然后,通过破坏可断裂铰链将第一保持构件220与支撑件16和/或第二保持构件220分离。
[0193]
一旦被释放,通过开口240、254和突起242、252的协作锁定第一锁定系统232和额外锁定系统250,第一保持构件220被设置在第二折叠部分18-2上以将第二折叠部分18-2保持在支撑件16的第二面16b上。借助于保持构件220和222与支撑件模制成单件的事实,不需要任何其他额外模制步骤或任何额外模制工具来制造保持构件。
[0194]
此外,优化了衬里元件214的制造方法。
[0195]
这种制造方法特别适用于铰链具有断裂风险的脆性材料。
[0196]
根据本实用新型的仪表板包括衬里元件14并且用于抵靠车辆的窗口12安装,衬里元件14的衬覆元件18是构造为在支撑件16和窗口12之间实现密封的密封元件12。
[0197]
仪表板的制造方法包括与衬里元件14的制造方法相同的步骤。
[0198]
此外,例如,车辆组件10包括仪表板和抵靠衬里元件14安装的窗口12,使得衬覆元件18设置在窗口12和支撑件16的第一面之间。
[0199]
组件10的制造方法包括与衬里元件14的制造方法相同的步骤。此外,制造车辆组件10的制造方法包括将窗口12定位在衬里元件14上,使得衬覆元件18设置窗口12和支撑件16的第一面16a之间。