1.本实用新型涉及车辆零部件的技术领域,尤其是一种车用扰流板的焊接紧固结构。
背景技术:
2.扰流板是指安装在轿车后箱盖上的类似倒装的飞机尾翼的部件。有的汽车上装有前扰流板,俗称气坝。有的汽车上侧部装有侧裙,也是扰流板的一种。后扰流板实际上它也被称为“汽车尾翼”。一方面,它使轿车外形增添了动感;另一方面,它更重要的作用是有效地减少了车辆在高速行驶时产生的空气阻力,既节省了燃料,同时也提高了车辆行驶的稳定性。
3.现在很多汽车都安装有扰流板,兼有装饰功能和动力学功能,它不仅可以使汽车的稳定性更好,还可以使汽车外形变得更动感,更时尚。
4.扰流板集空气动力学之大成,因此其表面的结构特征十分复杂,为了便于生产安装,一般将扰流板分为扰流内板和扰流外板,扰流内板起到连接和支撑车体和扰流外板的作用,扰流外板包覆在扰流内板上并主要起到空气导流作用。
5.现有的扰流内板与扰流外板的固定方式有两种,其一系利用螺固方式,于扰流内板和扰流外板的结合位置以电钻钻出数个螺孔,再以螺钉予以螺合固定。其二黏合方式,利用胶水、双面胶布将其黏合固定。然而,由上述昔日所使用之螺固方式虽然能够使扰流板牢固的与车身相结合,为一安全之结合方式,但是却已破坏了车体之结构,而使钻孔部位因雨水的渗漏产生锈蚀,且其不利于空气动力结构,因而不太受到车主的采用,而另一种以双面胶布黏合之方式系较多人使用之方式,其虽不必破坏车体之结构,但黏合强度有限,故无法长期承受气流强大力量的拉扯,使之容易脱落而造成意外为其潜在缺陷。
技术实现要素:
6.为了克服现有技术的上述不足,本实用新型提供一种车用扰流板的焊接紧固结构。
7.本实用新型解决其技术问题的技术方案是:一种车用扰流板的焊接紧固结构,包括扰流内板和扰流外板,所述扰流内板的外端面涂有紧固胶,所述的扰流外板压靠至扰流内板上并通过紧固胶粘接在一起,所述的扰流内板上设有若干个焊接下沉区,所述扰流外板的内端面上设有若干个焊接蜂窝孔区,所述的焊接蜂窝孔区与焊接下沉区相对位。
8.作为优选,所述焊接下沉区的边缘开设有若干个定位槽,所述焊接蜂窝孔区的旁侧凸设有定位筋,所述的定位筋卡入至所述的定位槽中。
9.作为优选,所述的定位筋呈倒锥状。
10.作为优选,还包括焊条,所述的焊条放置在所述的焊接蜂窝孔区与焊接下沉区之间。
11.作为优选,所述的焊条呈横纵交错的编织状,所述的焊条包括有若干股纬线焊条
和经线焊条,所述的纬线焊条和经线焊条交错处形成凸起结点,所述的凸起结点与所述焊接蜂窝孔区中的孔位一一对应。
12.作为优选,所述的焊条中包括有荧光剂。
13.作为优选,所述焊接下沉区的周侧设有若干个加强筋。
14.作为优选,所述焊接下沉区的其中一侧边向内延伸形成有防呆条。
15.本实用新型的有益效果在于:
16.1、提供了一种车用扰流板的焊接紧固结构,扰流内板与扰流外板采用常规的涂胶压合方式后,加入了穿刺焊结构,起到了双重紧固的作用,有效保障了扰流内板与扰流外板的连接稳固性,降低失效分析,进而提升整体的扰流板性能。
17.2、采用胶粘和穿刺焊的双重紧固结构,并未使用到螺丝,因此对扰流板的破坏性小,且长期使用不会出现生锈、失效等问题。
18.3、设置有焊接蜂窝孔区,在与焊接下沉区配合时,使得焊接区域的熔接效果更加紧密可靠。
附图说明
19.图1是本实用新型的结构示意图。
20.图2是本实用新型另一角度的结构示意图。
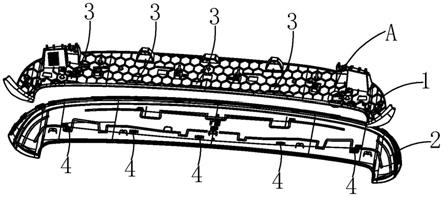
21.图3是扰流内板与扰流外板的拆分示意图。
22.图4是图3中a部分的放大示意图。
23.图5是焊条的结构示意图。
24.图6是本使用信息的俯视图。
25.图7是图6中a-a向的剖视图。
26.图8是图7中b部分的结构示意图。
具体实施方式
27.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
28.参照图1~图8,一种车用扰流板的焊接紧固结构,包括扰流内板1和扰流外板2,所述扰流内板1的外端面涂有紧固胶,所述的扰流外板2压靠至扰流内板1上并通过紧固胶粘接在一起,所述的扰流内板1上设有若干个焊接下沉区3,所述扰流外板2的内端面上设有若干个焊接蜂窝孔区4,所述的焊接蜂窝孔区4与焊接下沉区3相对位。
29.由于扰流板是较大的工件,其焊接位有多个且需要分别进行穿刺焊处理才能将扰流内板1和扰流外板2固定在一起。由于焊接有先后,因此若不加以有效的定位,可能导致扰流内板1与扰流外板2的相对位置出现偏移,且焊接到一半时发现问题已经会导致产品的一致性和合格率下降,严重的直接导致报废。为了解决上述缺陷,本实施例在车用扰流板上设计出了一定预装配的结构,具体为:所述焊接下沉区3的边缘开设有若干个定位槽5,所述焊接蜂窝孔区4的旁侧凸设有定位筋6,所述的定位筋6卡入至所述的定位槽5中。通过定位筋6与定位槽5的配合,实现了扰流内板1与扰流外板2的预连接,在预连接后两者的相对位置较为稳定,能够起到有效的定位作用,以便后续焊接时零部件稳定保持在其工位上,降低工艺难度,提升产品整体的一致性和合格率。
30.优选的,所述的定位筋6呈倒锥状,以使得定位筋6初期插入时足够顺畅,插入较深时相互抵接以使得配合变得紧密可靠。
31.本实施例中,还包括焊条7,所述的焊条7放置在所述的焊接蜂窝孔区4与焊接下沉区3之间,以使得焊接效果更加可靠。优选的,所述的焊条7采用与扰流内板1或/和扰流外板2一致的材料,相容性更佳。
32.优选的,所述的焊条7呈横纵交错的编织状,所述的焊条7包括有若干股纬线焊条8和经线焊条9,所述的纬线焊条8和经线焊条9交错处形成凸起结点10,所述的凸起结点10与所述焊接蜂窝孔区4中的孔位一一对应。采用上述优选形状的焊条7,其具有诸多优点,一是焊接蜂窝孔区4中的孔位的材料相较非孔位区域偏少,导致其焊接后的厚薄不均,且强度也不一致,因此通过凸起结点10与孔位的配合,填补了各个区域的料差,使得焊接后整体的厚薄均匀,连接强度稳定可靠;二是采用了编织状的形状,即焊条7是一体式的,操作起来更加方便、快速。
33.本实施例中,所述的焊条7中包括有荧光剂11。通过了荧光剂11的设置,使得焊接区域能够被荧光检测设备直接检测,从而能够通过直接判断出工件的焊接区域、面积等情况,进而能够对工件的焊接质量作出判断。
34.由于焊接下沉区3需要被加热、软化、变形等操作,可能导致焊接下沉区3与扰流内板1的连接处出现裂痕,甚至脱落分离。为了减少上述缺陷的发生,在所述焊接下沉区3的周侧设有若干个加强筋12,以增强焊接下沉区3与扰流内板1之间的连接强度,进而能够经受住焊接处理。
35.扰流内板1与扰流外板2的安装方向是固定的,但是其结构左右十分近似,无论是人工还是机器都存在误识别的情况,导致装配方向错误的情况发生。为了解决上述缺陷,所述焊接下沉区3的其中一侧边向内延伸形成有防呆条13,以便工人和机器进行识别,对安装方向做出快速准确的判断。
36.本实用新型提供了一种车用扰流板的焊接紧固结构,扰流内板1与扰流外板2采用常规的涂胶压合方式后,加入了穿刺焊结构,起到了双重紧固的作用,有效保障了扰流内板1与扰流外板2的连接稳固性,降低失效分析,进而提升整体的扰流板性能。
37.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何限制,凡是根据实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效结构变化,均仍属于本实用新型技术方案的保护范围内。