1.本实用新型属于新能源汽车技术领域,尤其涉及一种新能源车发盖安装支架。
背景技术:
2.在实现本实用新型的过程中,发明人发现现有技术至少存在以下问题:
3.一般汽车车型发盖安装支架采用高强度冷轧钢板冲压形成,发盖支架一方面为发盖提供安装点,保证发盖铰链的安装和发盖的正常开启和关闭。因发盖的重量通过发盖铰链作用在发盖安装支架上,所以发盖安装支架结构设计必须满足发盖的安装刚度和强度要求,因此发盖支架需采用强度较高、料厚较厚的高强度冷轧板材料来满足发盖的安装。因发盖铰链的布置需求,发盖安装支架一般设计在发舱总成轮罩上加强梁处,因发盖为发覆盖件,与前保险杠、翼子板、左/右前大灯均有匹配关系。要求发盖安装支架的焊接精度较高。同时发舱总成轮罩上加强梁作为碰撞力的重要传递路径之一,连接着发舱总成和侧围总成,使碰撞力沿轮罩上加强梁传递至侧围总成上,保障成员舱的安全空间,同时也提升整车的刚度和模态等性能。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种既满足发盖铰链的安装的功能要求,又对其他相关的安装点进行了整合的新能源车发盖安装支架。
5.为了解决上述技术问题,本实用新型所采用的技术方案是:一种新能源车发盖安装支架,具有:
6.发盖安装支架本体;
7.缺口,设置在所述发盖安装支架本体的第一边上,所述缺口与流水槽总成连接;
8.翻边,设置在所述发盖安装支架本体的第二边和第三边上,所述翻边与轮罩上加强梁总成连接;
9.所述发盖安装支架本体的第四边与侧围总成连接。
10.所述发盖安装支架本体上还设有凸焊螺母,所述发盖安装支架本体通过凸焊螺母与所述轮罩上加强梁总成连接。
11.所述发盖安装支架本体通过电阻点焊与所述流水槽总成和轮罩上加强梁总成焊接。
12.所述发盖安装支架本体通过二氧化碳保护焊与侧围总成焊接。
13.上述技术方案中的一个技术方案具有如下优点或有益效果,通过支架总成的自身结构设计,既满足发盖铰链的安装的功能要求,又对其他相关的安装点进行了整合,避免了新开发风挡装饰板支架,同时将车身骨架流水槽总成、轮罩上加强梁总成和侧围总成进行了有效的连接。实现了一个零部件满足多个功能的要求。为提升铰链安装点的尺寸精度,将铰链支架与轮罩上加强梁焊接为分总成后再与车身骨架总成焊接,通过调整焊接层级来满足发盖铰链安装孔的尺寸精度。在功能上尺寸精度上都满足其要求。
附图说明
14.图1为本实用新型实施例中提供的新能源车发盖安装支架的结构示意图;
15.图2为图1的新能源车发盖安装支架的结构示意图;
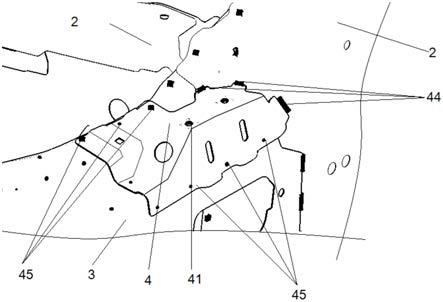
16.图3为图1的新能源车发盖安装支架的安装结构示意图;
17.上述图中的标记均为:1、侧围总成,2、流水槽总成,3、轮罩上加强梁总成,4、发盖安装支架本体,41、凸焊螺母,42、缺口,43、翻边,44、二氧化碳焊点,45、电阻点焊焊点。
具体实施方式
18.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
19.参见图1-3,一种新能源车发盖安装支架,具有:
20.发盖安装支架本体;
21.缺口,设置在发盖安装支架本体的第一边上,缺口与流水槽总成连接;
22.翻边,设置在发盖安装支架本体的第二边和第三边上,翻边与轮罩上加强梁总成连接;
23.发盖安装支架本体的第四边与侧围总成连接。
24.发盖安装支架本体上还设有凸焊螺母,发盖安装支架本体通过凸焊螺母与轮罩上加强梁总成连接。
25.发盖安装支架本体通过电阻点焊与流水槽总成和轮罩上加强梁总成焊接。
26.发盖安装支架本体通过二氧化碳保护焊与侧围总成焊接。
27.通用一个件结构设计实现多个性能要求和安装要求。同时气弹簧安装支架与轮罩上加强梁外板焊接后再与车身骨架进行焊接,焊接增加再车身骨架总成焊接以后,大大的提升了发盖安装点的尺寸精度,有利于发盖总成与相关匹配件的间隙和面差配合。
28.将气弹簧支架安装点和前风挡装饰板安装点设计在一个零部件上,将两个安装支架进行了整合,一个件的设计满足两种安装功能。同时通过结构设计将车身骨架流水槽总成、轮罩上加强梁总成和侧围总成进行了有效的连接。既提升了车身的碰撞性能又提升整车的刚度和强度。为提升气弹簧安装点的尺寸精度。气弹簧安装支架与轮罩上加强梁外板焊接后再与车身骨架进行焊接,焊接增加再车身骨架总成焊接以后,大大的提升了发盖安装点的尺寸精度,有利于发盖总成与相关匹配件的间隙和面差配合。
29.采用上述的结构后,通过支架总成的自身结构设计,既满足发盖铰链的安装的功能要求,又对其他相关的安装点进行了整合,避免了新开发风挡装饰板支架,同时将车身骨架流水槽总成、轮罩上加强梁总成和侧围总成进行了有效的连接。实现了一个零部件满足多个功能的要求。为提升铰链安装点的尺寸精度,将铰链支架与轮罩上加强梁焊接为分总成后再与车身骨架总成焊接,通过调整焊接层级来满足发盖铰链安装孔的尺寸精度。在功能上尺寸精度上都满足其要求。
30.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种新能源车发盖安装支架,其特征在于,具有:发盖安装支架本体;缺口,设置在所述发盖安装支架本体的第一边上,所述缺口与流水槽总成连接;翻边,设置在所述发盖安装支架本体的第二边和第三边上,所述翻边与轮罩上加强梁总成连接;所述发盖安装支架本体的第四边与侧围总成连接。2.如权利要求1所述的新能源车发盖安装支架,其特征在于,所述发盖安装支架本体上还设有凸焊螺母,所述发盖安装支架本体通过凸焊螺母与所述轮罩上加强梁总成连接。3.如权利要求2所述的新能源车发盖安装支架,其特征在于,所述发盖安装支架本体通过电阻点焊与所述流水槽总成和轮罩上加强梁总成焊接。4.如权利要求3所述的新能源车发盖安装支架,其特征在于,所述发盖安装支架本体通过二氧化碳保护焊与侧围总成焊接。
技术总结
本实用新型公开了一种新能源车发盖安装支架,具有:发盖安装支架本体;缺口,设置在发盖安装支架本体的第一边上,缺口与流水槽总成连接;翻边,设置在发盖安装支架本体的第二边和第三边上,翻边与轮罩上加强梁总成连接;发盖安装支架本体的第四边与侧围总成连接,既满足发盖铰链的安装的功能要求,又对其他相关的安装点进行了整合。安装点进行了整合。安装点进行了整合。
技术研发人员:胡燕 储起飞 周阵阵 陈鹏
受保护的技术使用者:奇瑞商用车(安徽)有限公司
技术研发日:2021.07.14
技术公布日:2022/2/8