一种dp980冷硬钢带的制备方法及其应用
技术领域
1.本发明涉及轧钢技术领域,具体涉及一种dp980冷硬钢带的制备方法及其应用。
背景技术:
2.近年来,随着汽车轻量化技术的发展,汽车发展方向集中在节能、减排、降重和提高安全性。目前汽车用高强钢占整车身的比例已达到70%以上,dp钢因具有强度高、延展性好和应变硬化高等优点,对汽车轻量化起到非常重要的作用,因此在汽车结构件、承重中被广泛应用。如何实现dp钢的低成本生产,成为亟待解决的问题。
3.目前,中国专利申请cn110564928a的公开一种生产不同屈服强度级别热镀锌dp980钢的方法,该方法通过控制不同工艺参数得到不同屈服强度级别的热镀锌dp980钢;中国专利申请cn105950998a公开一种1000mpa级低碳热镀锌双相钢及其制备办法,该方法通过优化成分,控制参数获得优良性能。以上专利申请均并未涉及到一种成分生产连退、镀锌两种产品的解决方案。
4.基于此,有必要提供一种dp980冷硬钢带的制备方法及其在生产连退、镀锌两种产品上的应用。
技术实现要素:
5.针对现有dp钢生产中使用同一成分生产连退、镀锌两种产品的工艺相对缺乏的技术问题,本发明提供一种dp980冷硬钢带的制备方法及其应用,同一种dp980冷硬钢带既能生产连退产品,又能生产镀锌产品,可在不降低产品表面质量的前提下,获得低成本生产和优良性能的双相钢。
6.第一方面,本发明提供一种dp980冷硬钢带的制备方法,包括如下步骤:
7.(1)按照以质量百分比计c:0.08%~0.12%,si:0.20%~0.40%,mn:1.40%~1.60%,p≤0.008%,s≤0.005%,als:0.04%~0.06%,cr:0.45%~0.75%,mo:0.20%~0.30%,nb:0.03%~0.05%,n≤0.005%,其余为fe及不可避免的杂质的产品化学成分配置钢水,对钢水进行冶炼;
8.(2)对连铸坯热轧,获得热轧板,加热温度为1210~1230℃,均热时间为50~110min,总在炉时间为320~330min,粗轧出口温度为1050~1080℃,精轧出口温度为850~890℃,热轧板的冷却方式为下线缓冷72h;对热轧板进行卷取,卷取方式为u型卷取,头部温度为570~590℃,头部长度为20m,中部卷取温度为540~560℃,尾部温度570~590℃,尾部长度为40m;
9.(3)对热轧板酸轧,获得冷硬钢带,酸轧压下量为45~60%。
10.进一步的,步骤(1)中,钢水的连铸过程全程吹氩保护,避免钢水氧化;采用中碳覆盖剂避免钢水裸露,二冷水按照模型配水模式,避免连铸过程中水口堵塞、夹杂物过多等问题,保证铸坯表面质量;连铸过程使用保护渣。
11.第二方面,本发明提供一种上述dp980冷硬钢带的应用,具体为采用dp980冷硬钢
带生产连退产品和/或镀锌产品。
12.进一步的,所述连退产品的生产工艺包括对冷硬钢带连续退火,均热温度为810~830℃,炉区露点控制≤-40℃;缓冷出口温度为690~710℃,缓冷速度为6~9℃/s;快冷出口温度为280~300℃,快冷速度≥45℃/s;时效工艺至少包括两段,控制时效一段温度270~280℃,时效出口温度250~260℃;终冷温度为140~160℃,随后冷却至室温,得到连退产品。
13.均热温度控制在810~830℃,合理控制奥氏体组织,保证再结晶充分发生;露点温度控制在≤-40℃,抑制带钢外氧化,保证产品表面质量;保温后以6-9℃/s的冷却速度缓慢冷却至690~710℃,使铁素体中碳向奥氏体中富集,部分奥氏体析出新生铁素体,使得奥氏体的淬透性升高;以≥45℃/s的冷却速度快冷至280~300℃,避免奥氏体等温分解,使其转变为马氏体,改善钢种的性能;过时效处理后冷却至250~260℃的目的是改善钢的强度和延展性。
14.进一步的,为控制成品板形、表面粗糙度和屈服强度,所述连退产品经光整、成品检验、包装后出厂,光整延伸率为0.4%~0.6%。
15.进一步的,所述连退产品金相组织中马氏体体积分数》45%。
16.进一步的,所述镀锌产品的生产工艺包括对冷硬钢带连续退火及镀锌,均热温度为800~820℃,炉区露点控制≤-45℃,预氧化氧含量为1.6%~1.8%,将带钢缓慢冷却至680~700℃,缓慢冷却后的带钢快冷至310~330℃,冷却速度≥45℃/s;感应加热锌液至温度450~460℃,进行镀锌,出锌锅后锌层为胶态,随后采用风冷冷却到≤160℃,得到镀锌产品。
17.炉区露点控制≤-40℃,抑制带钢外氧化,保证热镀锌表面质量;预氧化氧含量为1.6%~1.8%,确保双相钢快冷速度,控制相变区域,保证双相钢中硅、锰等易氧化元素完成内氧化反应;均热温度为800~820℃,将带钢缓慢冷却至680~700℃,合理控制奥氏体组织,保证再结晶充分发生;缓慢冷却后的带钢快冷至310~330℃,冷却速度≥45℃/s,充分使奥氏体转变为马氏体;感应加热快速升温至锌液温度450~460℃,出锌锅后锌层为胶态,风冷冷却到≤160℃,保证锌层完全凝固,避免锌层粘附在顶辊,同时影响锌层粘附性。
18.同时,相比传统工艺,本发明镀锌工艺采用快速降温+感应加热+降温的模式,调整炉内气氛,获得低成本、高表面质量、良好的综合力学性能,适用于汽车结构件需求。
19.进一步的,为抑制锌液中顶底渣形成,提高表面质量,同时保证锌液中的铝与钢基之间形成致密的抑制层,提高镀层附着力,所述锌液中al含量控制在0.20%~0.24%,fe含量≤0.01%。
20.进一步的,为控制成品板形、表面粗糙度和屈服强度,所述镀锌产品经光整、成品检验、包装后出厂,光整延伸率为0.4%~0.6%。
21.进一步的,所述镀锌产品金相组织中马氏体体积分数》45%。
22.本发明产品各化学成分的作用及含量控制原因如下:
23.c元素是双相钢中重要的固溶强化元素及奥氏体稳定化元素,为了实现对碳在奥氏体和铁素体中的相对富集的控制,需合理控制c含量范围,因此本发明要求c元素含量控制在0.08%~0.12%。
24.si元素能够溶解于铁素体,起到固溶强化的作用,而且si元素能够促进铁素体中
c、mn元素向奥氏体中富集,降低间隙固溶强化并可抑制冷却时粗大碳化物的生成,提高钢的延性;但si元素在退火时容易在带钢表面富集氧化形成sio2氧化膜,很难被氢气还原,从而降低镀锌浸润性,造成漏镀、针孔、镀层附着力不合等镀层缺陷,影响表面质量,同时si元素对镀锌板的点焊性能也有不良影响,为最大限度地降低si元素对镀锌表面质量的影响,本发明要求si元素含量控制在0.20%~0.40%。
25.mn元素是一种固溶强化元素和良好的脱硫剂、脱氧剂,对提高双相钢的强度有利,同时mn可向奥氏体富集而起稳定作用,有利于提高双相钢的塑性,为得到以上效果,本发明要求mn元素含量控制在1.40%~1.60%。
26.al元素是钢冶炼过程中常用的脱氧剂,同时起到细化晶粒、提高冲击韧性的作用;但是al元素过高会导致连铸过程中水口堵塞、夹杂物过多等问题,为了达到以上效果并预防al过高产生的不良影响,本发明要求al元素含量控制在0.04%~0.06%。
27.cr元素是强碳化物形成元素,能够显著提高钢的淬透性,增大奥氏体的过冷能力,达到细化组织,强化效果;但随着cr含量的增加,钢的总延伸率出现下降趋势,因此本发明要求cr元素含量控制在0.45%~0.75%。
28.mo元素是中强碳化物元素,对临界区加热时所形成的奥氏体的淬透性有良好的影响,能够促使铁素体、珠光体和贝氏体转变区域向右移动,扩大奥氏体区;但是随着mo含量的增加,钢的屈强比下降,因此本发明要求mo元素含量控制在0.20%~0.30%。
29.nb元素对晶粒细化、相变行为、奥氏体中c富集发挥重要作用,并且nb与c和n结合形成的小的碳氮化物可延迟再结晶,防止晶粒长大,具有显著的强化效果,因此本发明要求nb元素含量控制在0.03%~0.05%。
30.p、s、n元素均为钢中的有害元素,p元素易在晶界偏聚而恶化钢板塑性,且增加冷脆性;s元素易与mn结合形成粗大的mns夹杂而恶化成形性能,且增加热脆性;n含量过低,生成tin粒子数量少、尺寸大,无法起到改善钢的晶粒细化,n含量过高,损害钢的韧性;因此需严格控制钢种p、s、n元素的含量,本发明要求p、s、n元素的含量分别控制在:p≤0.008%;s≤0.005%;n≤0.005%。
31.本发明的有益效果在于:
32.本发明提供一种dp980冷硬钢带的制备方法,所制备的冷硬钢带可用于制备连退产品和/或镀锌产品,
①
将连铸坯加热控制在1210~1230℃,在此温度范围内实现奥氏体化,消除铸造缺陷,使组织均匀化,降低变形抗力,且防止因温度过高导致晶粒异常长大,同时保证所有合金元素均固溶,并保证后续精轧温度的控制;
②
将粗轧温度设定为1050~1080℃,精轧温度设定为850~890℃的目的是保证热轧板为组织均匀的奥氏体或铁素体,而且防止因精轧温度过高导致的粗大晶粒或因精轧温度过低出现混晶组织;
③
对卷取方式、头部温度及长度、中部温度、尾部温度及长度进行限定目的是通过控冷细化晶粒,提高形变储能,有利于后续通过再结晶获得细小均匀的组织;
④
将酸轧压下量控制在45%~60%,是综合考虑到轧机的轧制能力和形变储能的累积得出的最佳范围。
33.采用本发明dp980冷硬钢带制备的连退产品和镀锌产品的性能均满足:屈服强度710~730mpa,抗拉强度980~1030mpa,延伸率13-15%;镀锌产品表面色泽均匀无缺陷,抑制层连续致密,锌层附着力球冲达到1级,满足汽车结构件需求及表面质量要求。
具体实施方式
34.为了使本技术领域的人员更好地理解本发明中的技术方案,下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
35.实施例1
36.一种dp980冷硬钢带,按照如下制备方法制得:
37.(1)按照以质量百分比计c:0.082%,si:0.212%,mn:1.410%,p:0.008%,s:0.0050%,als:0.042%,cr:0.452%,mo:0.205%,nb:0.042%,n:0.002%,其余为fe及不可避免的杂质的产品化学成分配置钢水,对钢水进行冶炼,钢水的连铸过程全程吹氩保护,避免钢水氧化;采用中碳覆盖剂避免钢水裸露,二冷水按照模型配水模式,避免连铸过程中水口堵塞、夹杂物过多等问题,保证铸坯表面质量;连铸过程使用保护渣;
38.(2)对连铸坯热轧,获得热轧板,加热温度为1210℃,均热时间为60min,总在炉时间为325min,粗轧出口温度为1070℃,精轧出口温度为870℃,热轧板的冷却方式为下线缓冷72h,热轧板厚度为3mm;对热轧板进行卷取,卷取方式为u型卷取,头部温度为575℃,头部长度为20m,中部卷取温度为540℃,尾部温度580℃,尾部长度为40m;
39.(3)对热轧板酸轧,获得冷硬钢带,酸轧压下量为60%,冷硬钢带厚度为1.2mm。
40.使用上述冷硬钢带生产连铸产品,具体生产工艺为:
41.对冷硬钢带连续退火,均热温度为820℃,炉区露点控制≤-45℃;缓冷出口温度为692℃,缓冷速度为8℃/s;快冷出口温度为280℃,快冷速度为46℃/s;时效包括时效一段和时效二段,时效一段温度270℃,时效出口温度250℃;终冷温度为145℃,随后冷却至室温,得到连退产品,经光整、成品检验、包装后出厂,光整延伸率为0.46%。
42.使用上述冷硬钢带生产镀锌产品,具体生产工艺为:
43.对冷硬钢带连续退火及镀锌,均热温度为817℃,炉区露点控制≤-45℃,预氧化氧含量为1.6%,将带钢缓慢冷却至680℃,缓慢冷却后的带钢在30%高氢条件下快冷至320℃,冷却速度为46℃/s;控制锌液中al含量控制在0.218%,fe含量0.008%,感应加热锌液至455℃,进行镀锌,出锌锅后锌层为胶态,随后采用风冷冷却到155℃,得到镀锌产品,经光整、成品检验、包装后出厂,光整延伸率为0.46%。
44.实施例2
45.一种dp980冷硬钢带,按照如下制备方法制得:
46.(1)按照以质量百分比计c:0.095%,si:0.252%,mn:1.456%,p:0.008%,s:0.0048%,als:0.045%,cr:0.455%,mo:0.212%,nb:0.035%,n:0.002%,其余为fe及不可避免的杂质的产品化学成分配置钢水,对钢水进行冶炼,钢水的连铸过程全程吹氩保护,避免钢水氧化;采用中碳覆盖剂避免钢水裸露,二冷水按照模型配水模式,避免连铸过程中水口堵塞、夹杂物过多等问题,保证铸坯表面质量;连铸过程使用保护渣;
47.(2)对连铸坯热轧,获得热轧板,加热温度为1220℃,均热时间为60min,总在炉时间为320min,粗轧出口温度为1066℃,精轧出口温度为850℃,热轧板的冷却方式为下线缓冷72h,热轧板厚度为3mm;对热轧板进行卷取,卷取方式为u型卷取,头部温度为570℃,头部长度为20m,中部卷取温度为545℃,尾部温度575℃,尾部长度为40m;
48.(3)对热轧板酸轧,获得冷硬钢带,酸轧压下量为60%,冷硬钢带厚度为1.2mm。
49.使用上述冷硬钢带生产连铸产品,具体生产工艺为:
50.对冷硬钢带连续退火,均热温度为828℃,炉区露点控制≤-40℃;缓冷出口温度为690℃,缓冷速度为7℃/s;快冷出口温度为295℃,快冷速度为48℃/s;时效包括时效一段和时效二段,时效一段温度275℃,时效出口温度255℃;终冷温度为150℃,随后冷却至室温,得到连退产品,经光整、成品检验、包装后出厂,光整延伸率为0.48%。
51.使用上述冷硬钢带生产镀锌产品,具体生产工艺为:
52.对冷硬钢带连续退火及镀锌,均热温度为816℃,炉区露点控制≤-40℃,预氧化氧含量为1.70%,将带钢缓慢冷却至685℃,缓慢冷却后的带钢在30%高氢条件下快冷至315℃,冷却速度为48℃/s;控制锌液中al含量控制在0.205%,fe含量0.01%,感应加热锌液至456℃,进行镀锌,出锌锅后锌层为胶态,随后采用风冷冷却到160℃,得到镀锌产品,经光整、成品检验、包装后出厂,光整延伸率为0.48%。
53.实施例3
54.一种dp980冷硬钢带,按照如下制备方法制得:
55.(1)按照以质量百分比计c:0.109%,si:0.305%,mn:1.505%,p:0.006%,s:0.0046%,als:0.048%,cr:0.523%,mo:0.252%,nb:0.045%,n:0.003%,其余为fe及不可避免的杂质的产品化学成分配置钢水,对钢水进行冶炼,钢水的连铸过程全程吹氩保护,避免钢水氧化;采用中碳覆盖剂避免钢水裸露,二冷水按照模型配水模式,避免连铸过程中水口堵塞、夹杂物过多等问题,保证铸坯表面质量;连铸过程使用保护渣;
56.(2)对连铸坯热轧,获得热轧板,加热温度为1215℃,均热时间为80min,总在炉时间为323min,粗轧出口温度为1050℃,精轧出口温度为860℃,热轧板的冷却方式为下线缓冷72h,热轧板厚度为3mm;对热轧板进行卷取,卷取方式为u型卷取,头部温度为580℃,头部长度为20m,中部卷取温度为560℃,尾部温度585℃,尾部长度为40m;
57.(3)对热轧板酸轧,获得冷硬钢带,酸轧压下量为60%,冷硬钢带厚度为1.2mm。
58.使用上述冷硬钢带生产连铸产品,具体生产工艺为:
59.对冷硬钢带连续退火,均热温度为815℃,炉区露点控制≤-40℃;缓冷出口温度为706℃,缓冷速度为8℃/s;快冷出口温度为282℃,快冷速度为48℃/s;时效包括时效一段和时效二段,时效一段温度272℃,时效出口温度252℃;终冷温度为155℃,随后冷却至室温,得到连退产品,经光整、成品检验、包装后出厂,光整延伸率为0.55%。
60.使用上述冷硬钢带生产镀锌产品,具体生产工艺为:
61.对冷硬钢带连续退火及镀锌,均热温度为810℃,炉区露点控制≤-45℃,预氧化氧含量为1.75%,将带钢缓慢冷却至690℃,缓慢冷却后的带钢在30%高氢条件下快冷至323℃,冷却速度为48℃/s;控制锌液中al含量控制在0.215%,fe含量0.009%,感应加热锌液至455℃,进行镀锌,出锌锅后锌层为胶态,随后采用风冷冷却到145℃,得到镀锌产品,经光整、成品检验、包装后出厂,光整延伸率为0.55%。
62.实施例4
63.一种dp980冷硬钢带,按照如下制备方法制得:
64.(1)按照以质量百分比计c:0.115%,si:0.353%,mn:1.585%,p:0.005%,s:0.0046%,als:0.052%,cr:0.565%,mo:0.275%,nb:0.048%,n:0.003%,其余为fe及不
可避免的杂质的产品化学成分配置钢水,对钢水进行冶炼,钢水的连铸过程全程吹氩保护,避免钢水氧化;采用中碳覆盖剂避免钢水裸露,二冷水按照模型配水模式,避免连铸过程中水口堵塞、夹杂物过多等问题,保证铸坯表面质量;连铸过程使用保护渣;
65.(2)对连铸坯热轧,获得热轧板,加热温度为1226℃,均热时间为80min,总在炉时间为330min,粗轧出口温度为1080℃,精轧出口温度为890℃,热轧板的冷却方式为下线缓冷72h,热轧板厚度为3mm;对热轧板进行卷取,卷取方式为u型卷取,头部温度为586℃,头部长度为20m,中部卷取温度为555℃,尾部温度590℃,尾部长度为40m;
66.(3)对热轧板酸轧,获得冷硬钢带,酸轧压下量为60%,冷硬钢带厚度为1.2mm。
67.使用上述冷硬钢带生产连铸产品,具体生产工艺为:
68.对冷硬钢带连续退火,均热温度为825℃,炉区露点控制≤-45℃;缓冷出口温度为708℃,缓冷速度为6℃/s;快冷出口温度为300℃,快冷速度为50℃/s;时效包括时效一段和时效二段,时效一段温度278℃,时效出口温度258℃;终冷温度为157℃,随后冷却至室温,得到连退产品,经光整、成品检验、包装后出厂,光整延伸率为0.40%。
69.使用上述冷硬钢带生产镀锌产品,具体生产工艺为:
70.对冷硬钢带连续退火及镀锌,均热温度为820℃,炉区露点控制≤-40℃,预氧化氧含量为1.78%,将带钢缓慢冷却至692℃,缓慢冷却后的带钢在30%高氢条件下快冷至325℃,冷却速度为50℃/s;控制锌液中al含量控制在0.215%,fe含量0.007%,感应加热锌液至458℃,进行镀锌,出锌锅后锌层为胶态,随后采用风冷冷却到150℃,得到镀锌产品,经光整、成品检验、包装后出厂,光整延伸率为0.40%。
71.对实施例1~4生产的连退产品进行力学性能测试,结果如表1所示。
72.表1实施例1~4连退产品的力学性能测试结果
73.实施例屈服强度/mpa抗拉强度/mpa断后伸长率a
80
/%马氏体体积分数/%172098013.550271599014.6483728102513.8554730102014.852
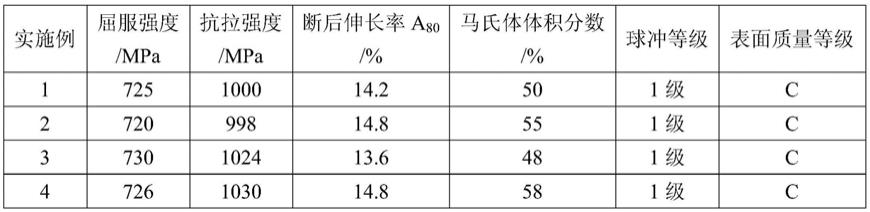
74.对实施例1~4生产的镀锌产品进行观察,产品表面色泽均匀无缺陷,抑制层连续致密。对实施例1~4生产的镀锌产品进行力学性能测试,结果如表2所示。
75.表2实施例1~4镀锌产品的力学性能测试结果
[0076][0077]
尽管通过优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的
保护范围之内。因此,本发明的保护范围应以权利要求所述的保护范围为准。