1.本发明涉及真空铸造技术领域,尤其涉及真空铸造联排移动抽气系统。
背景技术:
2.v法铸造和消失模铸造都采用真空成型,但两者工艺流程存在较大不同。它区别于传统砂铸最大的优点是不使用粘合剂,v法铸造是利用塑料薄膜密封砂箱,靠真空抽气系统抽出型内空气,铸型内外有压力差,使干砂密实,形成所需型腔,经下芯、合箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而获得铸件。
3.v法铸造和消失模铸造与传统砂铸相比,具有以下优点:其一,因其采用负压浇注铸件砂眼气孔少、产品密实度高、表面光洁、轮廓清晰、尺寸准确;其二,节能高效清洁生产。采用v法和消失模技术能使干砂反复利用,不用烘型,耗煤减少,但由于长期真空机作业,耗电量稍有增加,但极大的减少粉尘,节约人力资本,使得铸造工作更加有效,节约劳动力和极大降低劳动强度,在浇注过程中有害气体少,真正实现环保生产。
4.v法生产关键点在于选中真空抽气系统,在选用真空抽气系统的时候,首先要确定真空泵的容量,主要考虑以下因素:
5.1、需同时在真空下工作的砂箱的尺寸和数量;
6.2、同时浇注的铸型的数量;
7.3、浇注的尺寸和形状;
8.4、紧靠薄膜的铸型表面的透气性,它控制着通过塑料薄膜上的裂口而进入铸型的空气量,因而在浇注时,有必要使用少量的铸型涂料,它有助于为真空机提供一个“辅助密封层”。
9.v法铸造在造型、输送直到浇注完毕都必须使铸型始终保持一定负压才能维持铸型不坍塌。由此,自动化v法铸造生产线的输送系统的一个重要功能就在于能够向砂箱或铸型提供连续、高效、稳定的负压。
10.申请号为“20112100439120.11”、名称为“v法铸造用连续负压输送系统”的发明专利申请,在砂型输送的过程中不需要停顿,并且可以实现多型紧密型同时输送,极大地提高了输送效率,进而也提高了铸造造型的效率。
11.但是该种结构对材料的要求较高,后期容易出现漏气的现象,影响整个系统负压的稳定。
技术实现要素:
12.本发明针对现有技术的不足,提供了真空铸造联排移动抽气系统。
13.本发明通过以下技术手段实现解决上述技术问题的:
14.真空铸造联排移动抽气系统,包括砂箱、负压系统以及运输系统,所述负压系统用于对砂箱内的铸型进行抽真空,所述运输系统用于对砂箱进行移动;所述负压系统包括固定式的第一负压机构与移动式的第二负压机构,所述第一负压机构位置固定,用于在砂箱
位置不动时,对砂箱内的铸型进行抽真空;第二负压机构位置可移动,用于在砂箱位置移动时,对砂箱内的铸型进行抽真空;
15.所述砂箱上设置有第一单向阀和第二单向阀,第一单向阀使砂箱内的气体仅能通过第一单向阀向第一负压机构流动,第二单向阀使砂箱内的气体仅能通过第二单向阀向第二负压机构流动;
16.所述第一负压机构设置有与第一单向阀配合使用的第一连接单元,所述第一连接单元的数量设置为若干个;所述第二负压机构设置有与第二单向阀配合使用的第二连接单元;
17.所述第一连接单元与第一单向阀连接时处于打开状态,否则处于关闭状态;所述第二连接单元与第二单向阀连接时处于打开状态,否则处于关闭状态。
18.作为上述技术方案的改进,所述砂箱上的第一单向阀与第二单向阀分别设置有两个,所述第一连接单元与第二连接单元设置有与第一单向阀、第二单向阀数量对应的两个连接口。
19.作为上述技术方案的改进,所述第一单向阀与第二单向阀分别设置在砂箱的两侧。
20.作为上述技术方案的改进,所述第二连接单元通过一个连接口与第二负压机构连通。
21.作为上述技术方案的改进,所述砂箱包括外壳与内壳,所述外壳与内壳之间设置为恒压空间,所述第一单向阀、第二单向阀固定在外壳上并与恒压空间连通,所述内壳上设置有若干个通气孔,使内壳内外相通。
22.作为上述技术方案的改进,所述内壳上的通气孔均匀分布。
23.作为上述技术方案的改进,所述第一负压机构与第二负压机构的抽速相等;所述第一单向阀与第二单向阀结构相同,且在启闭过程中,第一单向阀与第二单向阀的气体通过截面积之和等于第一单向阀完全打开时的气体通过截面积,使砂箱从通过第一负压机构抽真空向第二负压机构抽真空转变时,抽速不变。
24.本发明的有益效果:通过设置固定式的第一负压机构对进行起模工序或合箱浇铸工序中的砂箱进行抽真空,保证稳定的真空环境;设置移动式的第二负压机构,对需要经过运输系统进行转移位置的砂箱进行真空度维持,从而保证砂型在整个铸造过程中保持稳定的真空度,而不会出现真空度下降导致砂型散掉的情况出现;并且这种设备保持真空度不需要连接处有太高的精密度,从而提高了设备的使用寿命,降低了维护成本。
附图说明
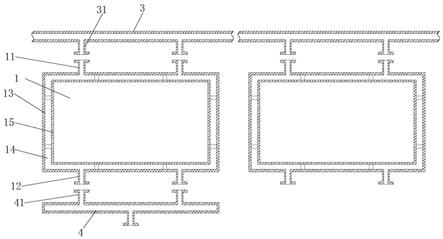
25.图1为本发明实施例所述真空铸造联排移动抽气系统的结构示意图;
26.图2为本发明实施例所述真空铸造联排移动抽气系统在起模时的结构示意图;
27.图3为本发明实施例所述真空铸造联排移动抽气系统起模结束后砂箱与第二负压机构连通时的结构示意图;
28.图4为本发明实施例所述真空铸造联排移动抽气系统在砂箱运输至合箱浇铸工序时的结构示意图;
29.图5为本发明实施例所述真空铸造联排移动抽气系统进行合箱浇铸时的结构示意
图;
30.砂箱1,第一负压机构3,第二负压机构4,第一单向阀11,第二单向阀12,第一连接单元31,第二连接单元41,外壳13,内壳14,恒压空间15。
具体实施方式
31.为使本发明实施例的目的、技术方案和优点更加清楚,下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
33.实施例
34.如图1-图5所示,本实施例所述真空铸造联排移动抽气系统,包括砂箱1、负压系统以及运输系统,所述负压系统用于对砂箱1内的铸型进行抽真空,所述运输系统用于对砂箱1进行移动;所述负压系统包括固定式的第一负压机构3与移动式的第二负压机构4,所述第一负压机构3位置固定,用于在砂箱1位置不动时,对砂箱1内的铸型进行抽真空;第二负压机构4位置可移动,用于在砂箱1位置移动时,对砂箱1内的铸型进行抽真空;
35.所述砂箱1上设置有第一单向阀11和第二单向阀12,第一单向阀11使砂箱1内的气体仅能通过第一单向阀11向第一负压机构3流动,第二单向阀12使砂箱1内的气体仅能通过第二单向阀12向第二负压机构4流动;
36.所述第一负压机构3设置有与第一单向阀11配合使用的第一连接单元31,所述第一连接单元31的数量设置为若干个;所述第二负压机构4设置有与第二单向阀12配合使用的第二连接单元41;
37.所述第一连接单元31与第一单向阀11连接时处于打开状态,否则处于关闭状态;所述第二连接单元41与第二单向阀12连接时处于打开状态,否则处于关闭状态。
38.第一个砂箱1与第一负压机构3的第一连接单元31连接,进行起模工序,待起模完成,第一个砂箱1与第二负压机构4的第二连接单元41连接,同时与第一连接单元31断开,第一个砂箱1通过运输系统运输至合箱浇铸位置,并与第一负压机构3在该位置处的第一连接单元31连接,同时与第二连接单元41断开,待浇铸完成,通过运输系统运输至下一工序。
39.通过设置固定式的第一负压机构3对进行起模工序或合箱浇铸工序中的砂箱1进行抽真空,保证稳定的真空环境;设置移动式的第二负压机构4,对需要经过运输系统进行转移位置的砂箱1进行真空度维持,从而保证砂型1在整个铸造过程中保持稳定的真空度,而不会出现真空度下降导致砂型散掉的情况出现;并且这种设备保持真空度不需要连接处有太高的精密度,从而提高了设备的使用寿命,降低了维护成本。
40.所述砂箱1上的第一单向阀11与第二单向阀12分别设置有两个,所述第一连接单元31与第二连接单元41设置有与第一单向阀11、第二单向阀12数量对应的两个连接口。
41.通过将第一单向阀11与第二单向阀12的数量设置为两个,使得其在连通砂箱1与负压系统的同时,能够更好的固定砂箱1与负压系统的位置关系,避免出现对接位置偏差而
导致连接密封性能下降,出现漏气的现象。
42.所述第一单向阀11与第二单向阀12分别设置在砂箱1的两侧;便于操作。
43.所述第二连接单元41通过一个连接口与第二负压机构4连通。
44.所述砂箱1包括外壳13与内壳14,所述外壳13与内壳14之间设置为恒压空间15,所述第一单向阀11、第二单向阀12固定在外壳13上并与恒压空间15连通,所述内壳14上设置有若干个通气孔,使内壳14内外相通。
45.通过将砂箱1设置为外壳13与内壳14两个部分,外壳13与内壳14之间设置为恒压空间15,使得负压系统与恒压空间15连通,使得负压系统对内壳14内的砂型进行均匀抽气,从而使得砂型各处紧实度均匀,不会出现局部松散的情况。
46.所述内壳14上的通气孔均匀分布;提高砂型的均匀紧实度。
47.所述第一负压机构3与第二负压机构4的抽速相等;所述第一单向阀11与第二单向阀12结构相同,且在启闭过程中,第一单向阀11与第二单向阀12的气体通过截面积之和等于第一单向阀11完全打开时的气体通过截面积,使砂箱1从通过第一负压机构3抽真空向第二负压机构4抽真空转变时,抽速不变。
48.使得砂型所处的环境真空度始终保持在较为稳定的水平,避免出现一会真空度高,一会儿真空度低,影响砂型的紧实度,避免出现在真空度低时砂型散掉的情况。
49.需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
50.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。