1.本实用新型涉及集装箱角件生产技术领域,具体为一种集装箱角件覆膜砂结构。
背景技术:
2.集装箱是指具有一定强度、刚度和规格专供周转使用的大型装货容器。使用集装箱转运货物,可直接在发货人的仓库装货,运到收货人的仓库卸货,中途更换车、船时,无须将货物从箱内取出换装,集装箱角件是集装箱的一个重要组成部分。
3.现有技术中,生产集装箱角件铸件的覆膜砂工艺效率过低,角件最厚部位存在缩松和缩孔的现象,导致集装箱角件成品合格率较低,钢水利用率较低。
4.基于此,本实用新型设计了一种集装箱角件覆膜砂结构,以解决上述提到的问题。
技术实现要素:
5.本实用新型的目的在于提供一种集装箱角件覆膜砂结构,通过将原角件覆膜砂浇口杯换成自发热浇口杯,可以使钢水长时间保持熔融状态,使其中的钢水可以补缩角件,大大增加了钢水利用率,同时可以经过长时间铸造结果计算,使浇口杯的内部钢水可以最大程度的补缩铸件,减少钢水残留,进行浇注时,由于弯嘴冷铁作用,钢水会在此处最先凝固,并且结晶体会向其他部分延伸,这时钢水会不停的向凝固处补缩,减少角件的缩松和缩孔,提高成品率,以解决上述背景技术中提出的问题。
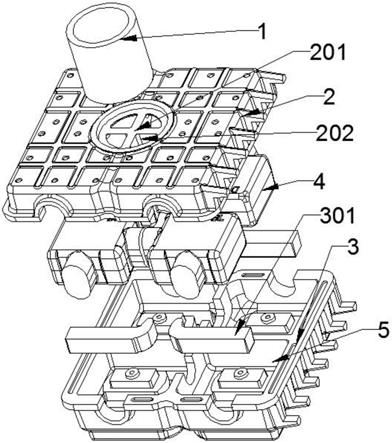
6.为实现上述目的,本实用新型提供如下技术方案:一种集装箱角件覆膜砂结构,包括相互配合的上砂壳和下砂壳,所述上砂壳中心处设有十字隔离板,所述十字隔板上方设有自发热浇口杯,所述十字隔离板分隔处四组浇道口,所述下砂壳上设有四组成型腔,四组所述成型腔内均设有弯嘴冷铁,四组所述成型腔内均设有泥芯。
7.优选的,四组所述弯嘴冷铁分别置于四组成型腔内靠外侧。
8.基于上述技术特征,特殊设计的冷铁造型,是根据角件的最厚部位结构及钢水补缩原理设计,可以使钢水最开始从冷铁进行凝固并向其它位置延伸。
9.优选的,所述自发热浇口杯为遇到高温时可以自发热的材料制成。
10.基于上述技术特征,在遇到高温时可以自发热,生成超1200度的高温并持续一定时间。
11.与现有技术相比,本实用新型的有益效果是:
12.本实用新型不仅结构新颖,通过将原角件覆膜砂浇口杯换成自发热浇口杯,可以使钢水长时间保持熔融状态,使其中的钢水可以补缩角件,大大增加了钢水利用率,同时可以经过长时间铸造结果计算,使浇口杯的内部钢水可以最大程度的补缩铸件,减少钢水残留,进行浇注时,由于弯嘴冷铁作用,钢水会在此处最先凝固,并且结晶体会向其他部分延伸,这时钢水会不停的向凝固处补缩,减少角件的缩松和缩孔,提高成品率。
附图说明
13.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
14.图1为本实用新型三维爆炸结构示意图;
15.图2为本实用新型爆炸主观结构示意图;
16.图3为本实用新型上砂壳俯视图;
17.图4为本实用新型上砂壳仰视图;
18.图5为本实用新型下砂壳俯视图;
19.图6为本实用新型角件铸件结构示意图;
20.图7为本实用新型角件铸件侧观结构示意图。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.请参阅图1-6,本实用新型提供一种集装箱角件覆膜砂结构技术方案:包括相互配合的上砂壳2和下砂壳3,十字隔离板201,自发热浇口杯1,四组浇道口202,四组成型腔5,弯嘴冷铁301和泥芯4;进行浇注时,由于弯嘴冷铁301作用,钢水会在此处最先凝固,并且结晶体会向其他部分延伸,这时钢水会不停的向凝固处补缩,自发热浇口杯1可以保持四个铸件靠中心的部分钢水凝固时间最长,这样钢水在不断补缩铸件的同时可以不断消耗而不凝固。
23.其中,四组所述弯嘴冷铁301分别置于四组成型腔5内靠外侧,特殊设计的冷铁造型,是根据角件的最厚部位结构及本实用新型的钢水补缩原理设计,可以使钢水最开始从冷铁进行凝固并向其它位置延伸,避免出现缩松和缩孔的现象。
24.其中,所述自发热浇口杯1为遇到高温时可以自发热的材料制成,在遇到高温时可以自发热,生成超1200度的高温并持续一定时间,延缓自发热浇口杯1内钢水的凝固速度,便于进行补缩。
25.具体工作原理如下所述:
26.设计覆膜砂壳结构,根据角件铸件的凝固参数、钢水的熔融温度、砂壳热侵蚀参数来设计砂壳十字隔离板201,其厚度在10mm-20mm之间,根据角件钢水用量和补缩量(长时间生产获得的参数)设计自发热浇口杯1的大小,自发热浇口杯1使用发热材料单独生产,当砂壳组件生产完成后就可以进行组装;先将下砂壳3放在地面上,然后依次放入四个泥芯4,再将上砂壳2齐放上去后,再将自发热浇口杯1扩树脂粘在如图1所示浇道口202位置,之后就可以用铁丝捆扎,捆扎好后就可以进行钢水浇注,由于是经过计算的钢水用量,因此钢水浇注时将自发热浇口杯1直接注满,之后就可以等待铸件凝固砂壳溃散;由于弯嘴冷铁301作用,钢水会在此处最先凝固,并且结晶体会向其他部分延伸,这时钢水会不停的向凝固处补
缩,现有技术中铸件的最外层会因为冷却作用而与最厚部凝固时间相差不大,从而造成凝固收缩应力产生缩松缩孔现象,造成产品不合格,自发热浇口杯1的作用以及砂壳内的十字隔离板201厚度薄热容低并且不易散热而可以保持四个铸件靠中心的部分钢水凝固时间最长,这样钢水在不断补缩铸件的同时可以不断消耗而不凝固,当铸件凝固完成后,会在浇道口202生成一定厚度的补缩残留,当砂壳溃散后就可以进行切割打磨处理;如图6-7所示,当补缩残留稍多时,工人可以用角磨直接十字切开后就打磨处理,而如果补缩量完全达到平衡时,可以使残留钢水凝固的废钢渣正好分成四部分粘在四个铸件上,这时砂壳溃散后四个铸件直接就分开了,这样只要对角件铸件上的废钢渣进行打磨就可以形成装成品,由于没有现有技术中的直浇道,因此处理打磨的工时会相当少,而由于钢水的补缩进程很稳定,因此铸件不会产生大的应力,也不会产生缩松和缩孔。
27.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
28.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。