1.本实用新型涉及轴承磨削技术领域,具体的,涉及一种汽车轮毂轴承外圈的磨削机构。
背景技术:
2.轴承在装配前需对内外圈进行磨削,使内圈的外圆周面以及外圈的内圆周面的表面粗糙度满足装配要求。轴承的类型、尺寸和精度不同,其套圈的磨削工艺过程也不一样,但基本加工工艺差别不大,外圈磨削工艺一般都是磨端面、磨外径(多次循环)、磨外沟(滚)道、超精外沟(滚)道,内圈磨削工艺为磨端面、磨内外径、磨内径、磨内沟(滚)道、超精内沟(滚)道,实际生产过程中,要根据留量的大小,决定是否采用粗、精二次磨削,从而来达到产品的技术要求。现有的外圈的外径进行磨削时,多是将待磨削轴承外圈置于车床转轴上,然后磨削,待一个轴承外圈磨削完成后,再将下一个待磨削轴承外圈置于车床上,重复上述磨削步骤。该种方法不利于批量磨削,劳动强度大,生产成本高。
技术实现要素:
3.本实用新型提出一种汽车轮毂轴承外圈的磨削机构,解决了相关技术中的轴承外圈磨削效率问题。
4.本实用新型的技术方案如下:
5.一种汽车轮毂轴承外圈的磨削机构,包括机架和设置在所述机架上的上料仓、用于装夹轴承的装夹装置和磨削装置,所述上料仓具有落料口,所述磨削装置、装夹装置和所述落料口在竖直方向依次布置,其还包括
6.输送组件,设置在所述机架上,用于将轴承外圈所述上料仓运输至所述装夹装置,所述输送组件包括
7.输料通道,通过所述落料口与所述上料仓连通,所述输料通道为斜坡结构,所述输料通道末端通向所述装夹装置处
8.承接台,通过转轴翻转设置在所述机架上,所述承接台位于所述装夹装置装夹区域,用于在装夹时承接轴承外圈,
9.第一伸缩件,设置在所述机架上,所述承接台设置在所述第一伸缩件伸缩端,所述第一伸缩件用于驱动所述承接台绕着所述轴转在所述机架上转动。
10.作为进一步的技术方案,所述装夹装置包括
11.第二伸缩件,设置在所述机架上,位于所述承接台旁,
12.第一夹紧件,转动设置在所述第二伸缩件伸缩端上,
13.转动驱动件,设置在所述机架上,所述转动驱动件驱动端具有第二夹紧件,所述第二夹紧件和所述第一夹紧件形成夹紧空间,所述承接台位于所述夹紧空间内,所述转动驱动件驱动端和所述第一夹紧件位于同一轴心。
14.作为进一步的技术方案,所述装夹装置还包括
15.磁吸件,设置在所述第一夹紧件上,跟随所述第一夹紧件转动,所述磁吸件用于将轴承外圈吸附。
16.作为进一步的技术方案,所述上料仓包括
17.滑板,滑动设置在所述上料仓内,用于将所述上料仓内的轴承外圈推向所述落料口,
18.第三伸缩件,设置在所述机架上,所述滑板设置在所述第三伸缩件伸缩端。
19.作为进一步的技术方案,所述磨削装置包括
20.第四伸缩件,设置在所述机架上,位于所述转动驱动件输出端上方,
21.磨削件,设置在所述第四伸缩件伸缩端上。
22.作为进一步的技术方案,所述承接台具有挡板,还包括
23.出料通道,设置在所述机架上,位于所述挡板旁。
24.作为进一步的技术方案,还包括
25.测距传感器,设置所述机架上,位于所述第四伸缩件旁,用于检测所述磨削件距离。
26.本实用新型的工作原理及有益效果为:
27.轴承在装配前需要对轴承外圈进行磨削,以此保证轴承装配的精度和使用功能,轴承外圈磨削分为外径模磨削和内径磨削,现有技术中内径磨削已经实现全自动化,然而外径磨削大部分还是采用人工上料进行磨削,磨削效率不高。
28.本实用新型中解决方法是设置自动输料装置,轴承外圈自动输送到承接台上,装夹装置夹住轴承外圈,磨削装置开始磨削轴承外圈,磨削完成后,承接台转动将轴承外圈输送走,完成轴承外圈的磨削。
29.具体的是装夹装置设置在机架上,上料仓具有落料口,输送组件设置在机架上,输送组件将轴承外圈输送到装夹装置处,输送组件包括输料通道、承接台和第一伸缩件,输料通道设置在落料口方,输料通道为斜坡结构,轴承外圈在自重下在输料通道中输送,承接台通过转轴翻转设置在机架上,位于输料通道末端和装夹装置装夹部位,轴承外圈从落料口通过输料通道进入承接台,装夹装置将轴承外圈夹住,磨削装置设置在机架上,磨削装置磨削轴承外圈,第一伸缩件设置在机架上,承接台底板设置在第一伸缩件伸缩端,磨削完成后,第一伸缩件伸出,带动承接台围绕转轴转动,将成品轴承外圈输送走,提高了轴承外圈磨削效率。
附图说明
30.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
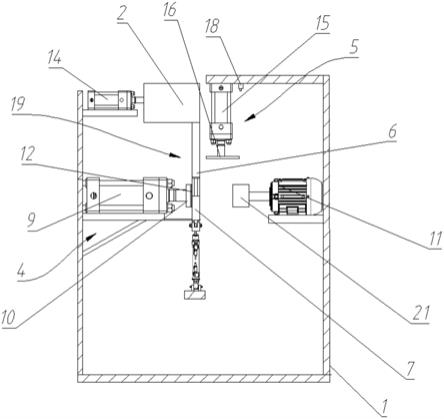
31.图1为本实用新型结构示意图;
32.图2为本实用新型去零件结构示意图;
33.图3为本实用新型上料仓结构示意图;
34.图4为本实用新型承接台局部放大视图;
35.图中:1、机架,2、上料仓,3、落料口,4、装夹装置,5、磨削装置,6、输料通道,7、承接台,8、第一伸缩件,9、第二伸缩件,10、第一夹紧件,11、转动驱动件,12、磁吸件,13、滑板,14、第三伸缩件,15、第四伸缩件,16、磨削件,17、出料通道,18、测距传感器,19、输送组件,
20、转轴,21、第二夹紧件,22、挡板。
具体实施方式
36.下面将结合本实用新型实施例,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本实用新型保护的范围。
37.一种汽车轮毂轴承外圈的磨削机构,包括机架1和设置在机架1上的上料仓2、用于装夹轴承的装夹装置4和磨削装置5,上料仓2具有落料口3,磨削装置5、装夹装置4和落料口3在竖直方向依次布置,其特征在于,还包括
38.输送组件19,设置在机架1上,用于将轴承外圈上料仓2运输至装夹装置4,输送组件19包括
39.输料通道6,通过落料口3与上料仓2连通,输料通道6为斜坡结构,输料通道6末端通向装夹装置4处
40.承接台7,通过转轴20翻转设置在机架1上,承接台7位于装夹装置4装夹区域,用于在装夹时承接轴承外圈,
41.第一伸缩件8,设置在机架1上,承接台7设置在第一伸缩件8伸缩端,第一伸缩件8用于驱动承接台7绕着轴转在机架1上转动。
42.轴承在装配前需要对轴承外圈进行磨削,以此保证轴承装配的精度和使用功能,轴承外圈磨削分为外径模磨削和内径磨削,现有技术中内径磨削已经实现全自动化,然而外径磨削大部分还是采用人工上料进行磨削,磨削效率不高。
43.本实施例中解决方法是设置自动输料装置,轴承外圈自动输送到承接台上,装夹装置夹住轴承外圈,磨削装置开始磨削轴承外圈,磨削完成后,承接台转动将轴承外圈输送走,完成轴承外圈的磨削,且承接台的翻转功能能够在轴承磨削完成后,翻转下料。
44.具体的是装夹装置4设置在机架1上,上料仓2具有落料口3,输送组件19设置在机架1上,输送组件19将轴承外圈输送到装夹装置4处,输送组件4包括输料通道6、承接台7和第一伸缩件8,输料通道6设置在落料口3方,输料通道6为斜坡结构,轴承外圈在自重下在输料通道6中输送,承接台7通过转轴20翻转设置在机架1上,位于输料通道6末端和装夹装置4装夹部位,轴承外圈从落料口3通过输料通道6进入承接台7,装夹装置4将轴承外圈夹住,磨削装置5设置在机架1上,磨削装置5磨削轴承外圈,第一伸缩件8设置在机架1上,承接台7底板设置在第一伸缩件8伸缩端,磨削完成后,第一伸缩件8伸出,带动承接台7围绕转轴20转动,将成品轴承外圈输送走,提高了轴承外圈磨削效率。
45.进一步,装夹装置4包括
46.第二伸缩件9,设置在机架1上,位于承接台7旁,
47.第一夹紧件10,转动设置在第二伸缩件9伸缩端上,
48.转动驱动件11,设置在机架1上,转动驱动件11驱动端具有第二夹紧件21,第二夹紧件21和第一夹紧件10形成夹紧空间,承接台7位于夹紧空间内,转动驱动件11驱动端和第一夹紧件10位于同一轴心。
49.本实施例中,介绍了装夹装置4固定轴承外圈的方法,具体的是第二伸缩件9设置
在机架1上,第一夹紧件10转动设置在第二伸缩件9伸缩端上,转动驱动件11设置在机架1上,位于第一夹紧件10旁,和第一夹紧件10在同一轴线上,转动驱动件11驱动端具有第二夹紧件21,第一夹紧件10和第二夹紧件21组成夹紧空间,承接台7位于夹紧空间内,第二伸缩件9带动第一夹紧件10伸出,第一夹紧件10和第二夹紧件21将承接台7上的轴承外圈夹住,转动驱动件11转动通过第二夹紧件21带动轴承外圈和第一夹紧件10转动。
50.进一步,装夹装置4还包括
51.磁吸件12,设置在第一夹紧件10上,跟随第一夹紧件10转动,磁吸件12用于将轴承外圈吸附。
52.本实施例中,为了优化布局,避免输料通道6和磨削装置5在同一竖直位置,利用磁吸功能,实现错位磨削,解决方法是在第一夹紧件10上设置磁吸件12,第一夹紧件10和第二夹紧件21夹紧轴承时,第一夹紧件10随着第二夹紧件21转动,磁吸件12也会跟随第一夹紧件10转动,磁吸件12将轴承外圈吸附住,在推动轴承外圈时,轴承外圈不会倾倒,优选的,磁吸件是电磁铁,第一夹紧件10推轴承外圈时,电磁铁通电将轴承外圈吸住,第一夹紧件10和第二夹紧件21夹紧轴承外圈后,电磁铁断电消磁,磨削完成后,电磁铁通电充磁,吸住轴承外圈跟随第一夹紧件10缩回承接台7,然后电磁铁消磁,轴承外圈落在承接台7上。
53.进一步,上料仓2包括
54.滑板13,滑动设置在上料仓2内,用于将上料仓2内的轴承外圈推向落料口3,
55.第三伸缩件14,设置在机架1上,滑板13设置在第三伸缩件14伸缩端。
56.本实施例中,为了解决上料仓2自动上料问题,解决方法是在设置第三伸缩件14,具体的是滑板13滑动设置在上料仓2内,第三伸缩件14设置在机架1上,滑板13设置在第三伸缩件14伸缩端,第三伸缩件14带动滑板13在上料仓2内滑动,滑板13将轴承外圈推向落料口3,轴承外圈从出料口3进入输料通道6,每次只推送一个轴承外圈进入输料通道6。
57.进一步,磨削装置5包括
58.第四伸缩件15,设置在机架1上,位于转动驱动件11输出端上方,
59.磨削件16,设置在第四伸缩件15伸缩端上。
60.本实施例中,介绍了磨削装置5磨削方法,具体的是第四伸缩15设置在机架1上,磨削件16设置在第四伸缩件15伸缩端,第四伸缩件15带动磨削件16在垂直第二伸缩件9伸缩方向,轴承外圈开始转动后,磨削件16慢慢接近轴承外圈开始磨削,完成之后,磨削件16收回。
61.进一步,承接台7具有挡板22,还包括
62.出料通道17,设置在机架1上,位于挡板22旁。
63.本实施例中,为了解决轴承外圈磨削完成之后出料问题,解决方法是在承接台7具有挡板22,挡板22可以将进入承接台7的轴承外圈挡住,防止轴承外圈掉落,旁设置出料通道17,具体的是出料通道17设置在机架1上,完成磨削后,承接台7将轴承外圈送到出料通道17内,出料通道17将轴承外圈输送走。
64.进一步,还包括
65.测距传感器18,设置机架1上,位于第四伸缩件15旁,用于检测磨削件16距离。
66.本实施例中,为了解决磨削件16伸出长度,具体的是测距传感器18设置在机架1上,测距传感器18检测磨削件16的距离,将信号传输给控制台,达到设定距离后,磨削件16
缩回。
67.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。