1.本发明涉及金属增材制造技术领域,尤其涉及一种火箭发动机的一体化喷注器增材制造方法。
背景技术:
2.火箭发动机的喷注器是将燃料和氧化剂按一定比例喷入燃烧室进行充分雾化混合的重要组件,燃料和氧化剂在喷注器内部通过复杂的腔体流道后喷射出,既要保证流阻损失小,又要保证结构强度高,还要保证高温不失效。因此带有复杂内型腔流道的喷注器不断地朝着更高可靠性、更高精度、更小质量的方向发展。
3.在传统的制造工艺中,喷注器结构一般由多个零件通过装配、焊接等方式形成组件,这样的方式存在的缺点是:采用焊接连接时,对焊接精度要求高,对密封效果要求严,还容易发生变形不协调、引发泄露等安全问题;同时由于工序繁杂,导致加工周期长;另外受限于加工方式,一些异形结构无法实现。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种一体化喷注器的增材制造方法,解决了喷注器结构一般由多个零件通过装配、焊接等方式形成组件的中制造方法中对焊接精度要求高,对密封效果要求严,还容易发生变形不协调、引发泄露等安全的问题。
6.(二)技术方案
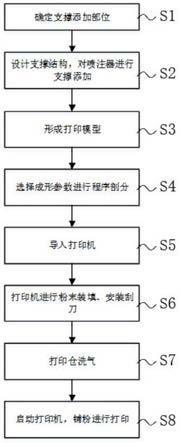
7.为解决上述技术问题,本发明提供了如下技术方案:一种一体化喷注器的增材制造方法,该增材制造方法为激光选区熔化成形,成形方法实现步骤包括:
8.s1、确定支撑添加部位,确定喷注器的燃料进口朝上摆放,确定安装法兰下端和支撑添加部位;
9.s2、设计支撑结构,对喷注器进行支撑添加,设计实体支撑和块状支撑结构,对一体化喷注器进行支撑添加;
10.s3、形成打印模型,将一体化喷注器三维模型和设计的支撑结构组合形成打印模型;
11.s4、选择成形参数进行程序剖分,选择喷注器的实体支撑、块状支撑、表层和实体成形参数进行程序剖分;
12.s5、导入打印机,将赋予成形参数的程序包导入打印机;
13.s6、打印机进行粉末原材料装填,安装刮刀;
14.s7、打印仓洗气,打印仓通入气氛,进行洗气;
15.s8、启动打印机,刮刀铺粉,进行打印。
16.进一步地,激光选区熔化成形的参数为铺粉层厚、激光功率、扫描间距和扫描速度。
17.进一步地,所述确定支撑添加部位,在开始激光选区熔化成形之前,针对一体化喷注器三维模型中部分无法直接成形的部位进行支撑结构设计;
18.对一体化喷注器进行支撑添加,具体包括块状支撑和实体支撑,块状支撑朝垂直向下方向与打印基板相连,块状支撑包括第一块状支撑和第二块状支撑。
19.进一步地,所述实体支撑的成形参数为激光功率70~110w,扫描速度为700~1000mm/s,道间距为0.12~0.18mm,铺粉层厚为0.02mm~0.06mm;
20.第一块状支撑位于氧化剂出口端面处,第一块状支撑的成形参数为激光功率60~80w,扫描速度为1000~1200mm/s;
21.实体支撑的能量输入低于零件实体的能量输入,可以在保证喷注器的氧化剂出口环状缓冲狭缝的尺寸拥有好的一致性的同时,打印完成后便于实体支撑结构的去除。
22.进一步地,所述实体支撑与喷注器的氧化剂出口端面为断续型接触,接触界面在实体支撑处开三角形孔;
23.所述第二块状支撑位于喷注器的安装法兰处;
24.所述第二块状支撑为激光单道扫描形式,第二块状支撑的成形参数为激光功率60~100w,扫描速度为1000~1400mm/s,可以提升支撑结构的打印稳定性,提升加工效率,减少粉末原材料的使用。
25.进一步地,所述刮刀铺粉的层厚为非单一层厚成形,喷注器的燃料出口处采用0.02mm~0.03mm层厚打印,其余结构部位采用0.03mm~0.06mm层厚打印,可实现燃料出口精细化矩形通道的一体化加工成形。
26.进一步地,所述喷注器的缓冲腔和汇集腔顶部实体表层打印参数和内部打印参数以不同的方式进行打印,表层厚度为0.5mm,能有效的提高表面质量,降低流阻;
27.表层的打印成形参数为激光功率80~110w,扫描速度为800~1000mm/s,道间距为0.12~0.18mm;
28.内部的打印成形参数为激光功率90~110w,扫描速度为800~1200mm/s,道间距为0.1~0.2mm。
29.进一步地,所述粉末原材料采用高温合金或合金钢或铜合金三类,粉末粒径大小为5~45μm。
30.进一步地,所述打印机为工业级金属3d打印机。
31.进一步地,所述打印仓通入的气氛为惰性气氛。
32.进一步地,所述刮刀为柔性刮刀。
33.(三)有益效果
34.本发明提供了一种一体化喷注器的增材制造方法,具备以下有益效果:
35.1、本发明采用激光选区熔化成形技术,在满足喷注器工况使用的前提下,能快速的实现该组件的一体化制造,具有快速实现喷注器一体化制造,后处理工序简单,可靠性高以及无需二次机加工即可满足使用需求的优点。
36.2、本发明采用不同层厚、实体表层打印参数和内部打印参数以不同的方式进行,可以有效的提升内型腔的表面质量,降低流阻,同时可以提高制造稳定性。
37.3、本发明能快速实现喷注器一体化制造,能有效的控制氧化剂出口处环形缓冲狭缝的尺寸一致性,后处理工序简单,可靠性高,无需二次机加工即可满足组件使用需要。
38.4、本发明采用激光选区熔化成形的增材方式制造一体化成形火箭发动机的喷注器组件,有效的避免了焊接引起的变形不协调、泄露等问题。采用该制造方法后,可靠性大大提高。同时工序减少,大大的缩短了加工周期。
39.5、本发明在喷注器的氧化剂出口端面添加了断续连接的实体支撑结构,有效控制了氧化剂出口缓冲狭缝的均匀性和尺寸一致性。
附图说明
40.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
41.图1为本发明一体化喷注器增材制造方法的流程框图;
42.图2为本发明一体化喷注器的外形结构示意图;
43.图3为本发明一体化喷注器的打印剖面结构示意图。
44.图中:11、燃料进口;12、燃料通道;13、燃料出口;21、氧化剂进口;22、汇集腔;23、冷却通道;24、缓冲腔;25、缓冲狭缝;26、氧化剂出口;3、安装法兰;41、实体支撑;42、第一块状支撑;43、第二块状支撑。
具体实施方式
45.以下将配合附图及实施例来详细说明本技术的实施方式,借此对本技术如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
46.实施例一
47.图1-3为本发明的一个实施例:一种一体化喷注器的增材制造方法,该增材制造方法为激光选区熔化成形,成形方法实现步骤包括:
48.s1、确定支撑添加部位,确定喷注器的燃料进口朝上摆放,确定安装法兰下端和支撑添加部位;
49.s2、设计支撑结构,对喷注器进行支撑添加,设计实体支撑和块状支撑结构,对一体化喷注器进行支撑添加;
50.s3、形成打印模型,将一体化喷注器三维模型和设计的支撑结构组合形成打印模型;
51.s4、选择成形参数进行程序剖分,选择喷注器的实体支撑、块状支撑、表层和实体成形参数进行程序剖分;
52.s5、导入打印机,将赋予成形参数的程序包导入打印机;
53.s6、打印机进行粉末原材料装填,安装刮刀;
54.s7、打印仓洗气,打印仓通入气氛,进行洗气;
55.s8、启动打印机,刮刀铺粉,进行打印。
56.本发明解决了喷注器结构一般由多个零件通过装配、焊接等方式形成组件的中制造方法中对焊接精度要求高,对密封效果要求严,还容易发生变形不协调、引发泄露等安全的问题。
57.激光选区熔化成形的参数为铺粉层厚、激光功率、扫描间距和扫描速度。
58.本发明采用激光选区熔化成形的增材方式制造一体化成形火箭发动机的喷注器
组件,有效的避免了焊接引起的变形不协调、泄露等问题。采用该制造方法后,可靠性大大提高。同时工序减少,大大的缩短了加工周期。
59.确定支撑添加部位,在开始激光选区熔化成形之前,针对一体化喷注器三维模型中部分无法直接成形的部位进行支撑结构设计;
60.对一体化喷注器进行支撑添加,具体包括块状支撑和实体支撑,块状支撑朝垂直向下方向与打印基板相连,块状支撑包括第一块状支撑和第二块状支撑,支撑结构为块状支撑和实体支撑两种形式,实体支撑结构与氧化剂出口端面为断续型接触,块状支撑为激光单道扫描形式,在打印稳定性得到控制的同时大大降低了支撑结构去除的稳定性。
61.实体支撑的成形参数为激光功率70w,扫描速度为700mm/s,道间距为0.12mm,铺粉层厚为0.02mm;
62.第一块状支撑位于氧化剂出口端面处,,第一块状支撑的成形参数为激光功率60w,扫描速度为1000mm/s;
63.实体支撑的能量输入低于零件实体的能量输入,可以在保证喷注器的氧化剂出口环状缓冲狭缝的尺寸拥有好的一致性的同时,打印完成后便于实体支撑结构的去除。
64.实体支撑与喷注器的氧化剂出口端面为断续型接触,接触界面在实体支撑处开三角形孔,本发明在喷注器的氧化剂出口端面添加了断续连接的实体支撑结构,有效控制了氧化剂出口缓冲狭缝的均匀性和尺寸一致性;
65.第二块状支撑位于喷注器的安装法兰处,本发明能快速实现喷注器一体化制造,能有效的控制氧化剂出口处环形缓冲狭缝的尺寸一致性,后处理工序简单,可靠性高,无需二次机加工即可满足组件使用需要;
66.第二块状支撑为激光单道扫描形式,第二块状支撑的成形参数为激光功率60w,扫描速度为1000mm/s,可以提升支撑结构的打印稳定性,提升加工效率,减少粉末原材料的使用。
67.刮刀铺粉的层厚为非单一层厚成形,喷注器的燃料出口处采用0.02mm层厚打印,其余结构部位采用0.03mm层厚打印,可实现燃料出口精细化矩形通道的一体化加工成形。
68.喷注器的缓冲腔和汇集腔顶部实体表层打印参数和内部打印参数以不同的方式进行打印,表层厚度为0.5mm,能有效的提高表面质量,降低流阻;
69.表层的打印成形参数为激光功率80w,扫描速度为800mm/s,道间距为0.12mm;
70.内部的打印成形参数为激光功率90w,扫描速度为800mm/s,道间距为0.1mm,本发明采用不同层厚、实体表层打印参数和内部打印参数以不同的方式进行,可以有效的提升内型腔的表面质量,降低流阻,同时可以提高制造稳定性。
71.粉末原材料采用高温合金或合金钢或铜合金三类,粉末粒径大小为45μm,打印材料为in625。打印机为工业级金属3d打印机。打印仓通入的气氛为惰性气氛。刮刀为柔性刮刀。
72.本发明采用激光选区熔化成形技术,在满足喷注器工况使用的前提下,能快速的实现该组件的一体化制造,具有快速实现喷注器一体化制造,后处理工序简单,可靠性高以及无需二次机加工即可满足使用需求的优点。
73.实施例二
74.图1-3为本发明的一个实施例:一种一体化喷注器的增材制造方法,该增材制造方
法为激光选区熔化成形,成形方法实现步骤包括:
75.s1、确定支撑添加部位,确定喷注器的燃料进口朝上摆放,确定安装法兰下端和支撑添加部位;
76.s2、设计支撑结构,对喷注器进行支撑添加,设计实体支撑和块状支撑结构,对一体化喷注器进行支撑添加;
77.s3、形成打印模型,将一体化喷注器三维模型和设计的支撑结构组合形成打印模型;
78.s4、选择成形参数进行程序剖分,选择喷注器的实体支撑、块状支撑、表层和实体成形参数进行程序剖分;
79.s5、导入打印机,将赋予成形参数的程序包导入打印机;
80.s6、打印机进行粉末原材料装填,安装刮刀;
81.s7、打印仓洗气,打印仓通入气氛,进行洗气;
82.s8、启动打印机,刮刀铺粉,进行打印。
83.本发明解决了喷注器结构一般由多个零件通过装配、焊接等方式形成组件的中制造方法中对焊接精度要求高,对密封效果要求严,还容易发生变形不协调、引发泄露等安全的问题。
84.激光选区熔化成形的参数为铺粉层厚、激光功率、扫描间距和扫描速度。
85.本发明采用激光选区熔化成形的增材方式制造一体化成形火箭发动机的喷注器组件,有效的避免了焊接引起的变形不协调、泄露等问题。采用该制造方法后,可靠性大大提高。同时工序减少,大大的缩短了加工周期。
86.确定支撑添加部位,在开始激光选区熔化成形之前,针对一体化喷注器三维模型中部分无法直接成形的部位进行支撑结构设计;
87.对一体化喷注器进行支撑添加,具体包括块状支撑和实体支撑,块状支撑朝垂直向下方向与打印基板相连,块状支撑包括第一块状支撑和第二块状支撑,支撑结构为块状支撑和实体支撑两种形式,实体支撑结构与氧化剂出口端面为断续型接触,块状支撑为激光单道扫描形式,在打印稳定性得到控制的同时大大降低了支撑结构去除的稳定性。
88.实体支撑的成形参数为激光功率70~110w,扫描速度为700~1000mm/s,道间距为0.12~0.18mm,铺粉层厚为0.02mm~0.06mm;
89.第一块状支撑位于氧化剂出口端面处,,第一块状支撑的成形参数为激光功率60~80w,扫描速度为1000~1200mm/s;
90.实体支撑的能量输入低于零件实体的能量输入,可以在保证喷注器的氧化剂出口环状缓冲狭缝的尺寸拥有好的一致性的同时,打印完成后便于实体支撑结构的去除。
91.实体支撑与喷注器的氧化剂出口端面为断续型接触,接触界面在实体支撑处开三角形孔,本发明在喷注器的氧化剂出口端面添加了断续连接的实体支撑结构,有效控制了氧化剂出口缓冲狭缝的均匀性和尺寸一致性;
92.第二块状支撑位于喷注器的安装法兰处,本发明能快速实现喷注器一体化制造,能有效的控制氧化剂出口处环形缓冲狭缝的尺寸一致性,后处理工序简单,可靠性高,无需二次机加工即可满足组件使用需要;
93.第二块状支撑为激光单道扫描形式,第二块状支撑的成形参数为激光功率80w,扫
描速度为1200mm/s,可以提升支撑结构的打印稳定性,提升加工效率,减少粉末原材料的使用。
94.刮刀铺粉的层厚为非单一层厚成形,喷注器的燃料出口处采用0.025mm层厚打印,其余结构部位采用0.045mm层厚打印,可实现燃料出口精细化矩形通道的一体化加工成形。
95.喷注器的缓冲腔和汇集腔顶部实体表层打印参数和内部打印参数以不同的方式进行打印,表层厚度为0.5mm,能有效的提高表面质量,降低流阻;
96.表层的打印成形参数为激光功率90w,扫描速度为900mm/s,道间距为0.15mm;
97.内部的打印成形参数为激光功率100w,扫描速度为1000mm/s,道间距为0.15mm,本发明采用不同层厚、实体表层打印参数和内部打印参数以不同的方式进行,可以有效的提升内型腔的表面质量,降低流阻,同时可以提高制造稳定性。
98.粉末原材料采用高温合金或合金钢或铜合金三类,粉末粒径大小为45μm,打印材料为in625。打印机为工业级金属3d打印机。打印仓通入的气氛为惰性气氛。刮刀为柔性刮刀。
99.本发明采用激光选区熔化成形技术,在满足喷注器工况使用的前提下,能快速的实现该组件的一体化制造,具有快速实现喷注器一体化制造,后处理工序简单,可靠性高以及无需二次机加工即可满足使用需求的优点。
100.实施例三
101.图1-3为本发明的一个实施例:一种一体化喷注器的增材制造方法,该增材制造方法为激光选区熔化成形,成形方法实现步骤包括:
102.s1、确定支撑添加部位,确定喷注器的燃料进口朝上摆放,确定安装法兰下端和支撑添加部位;
103.s2、设计支撑结构,对喷注器进行支撑添加,设计实体支撑和块状支撑结构,对一体化喷注器进行支撑添加;
104.s3、形成打印模型,将一体化喷注器三维模型和设计的支撑结构组合形成打印模型;
105.s4、选择成形参数进行程序剖分,选择喷注器的实体支撑、块状支撑、表层和实体成形参数进行程序剖分;
106.s5、导入打印机,将赋予成形参数的程序包导入打印机;
107.s6、打印机进行粉末原材料装填,安装刮刀;
108.s7、打印仓洗气,打印仓通入气氛,进行洗气;
109.s8、启动打印机,刮刀铺粉,进行打印。
110.本发明解决了喷注器结构一般由多个零件通过装配、焊接等方式形成组件的中制造方法中对焊接精度要求高,对密封效果要求严,还容易发生变形不协调、引发泄露等安全的问题。
111.激光选区熔化成形的参数为铺粉层厚、激光功率、扫描间距和扫描速度。
112.本发明采用激光选区熔化成形的增材方式制造一体化成形火箭发动机的喷注器组件,有效的避免了焊接引起的变形不协调、泄露等问题。采用该制造方法后,可靠性大大提高。同时工序减少,大大的缩短了加工周期。
113.确定支撑添加部位,在开始激光选区熔化成形之前,针对一体化喷注器三维模型
中部分无法直接成形的部位进行支撑结构设计;
114.对一体化喷注器进行支撑添加,具体包括块状支撑和实体支撑,块状支撑朝垂直向下方向与打印基板相连,块状支撑包括第一块状支撑和第二块状支撑,支撑结构为块状支撑和实体支撑两种形式,实体支撑结构与氧化剂出口端面为断续型接触,块状支撑为激光单道扫描形式,在打印稳定性得到控制的同时大大降低了支撑结构去除的稳定性。
115.实体支撑的成形参数为激光功率110w,扫描速度为1000mm/s,道间距为0.18mm,铺粉层厚为0.06mm;
116.第一块状支撑位于氧化剂出口端面处,,第一块状支撑的成形参数为激光功率80w,扫描速度为1200mm/s;
117.实体支撑的能量输入低于零件实体的能量输入,可以在保证喷注器的氧化剂出口环状缓冲狭缝的尺寸拥有好的一致性的同时,打印完成后便于实体支撑结构的去除。
118.实体支撑与喷注器的氧化剂出口端面为断续型接触,接触界面在实体支撑处开三角形孔,本发明在喷注器的氧化剂出口端面添加了断续连接的实体支撑结构,有效控制了氧化剂出口缓冲狭缝的均匀性和尺寸一致性;
119.第二块状支撑位于喷注器的安装法兰处,本发明能快速实现喷注器一体化制造,能有效的控制氧化剂出口处环形缓冲狭缝的尺寸一致性,后处理工序简单,可靠性高,无需二次机加工即可满足组件使用需要;
120.第二块状支撑为激光单道扫描形式,第二块状支撑的成形参数为激光功率100w,扫描速度为1400mm/s,在打印稳定性得到控制的同时,大大降低了支撑结构去除的稳定性,可以提升支撑结构的打印稳定性,提升加工效率,减少粉末原材料的使用。
121.刮刀铺粉的层厚为非单一层厚成形,喷注器的燃料出口处采用0.03mm层厚打印,其余结构部位采用0.06mm层厚打印,可实现燃料出口精细化矩形通道的一体化加工成形。
122.喷注器的缓冲腔和汇集腔顶部实体表层打印参数和内部打印参数以不同的方式进行打印,表层厚度为0.5mm,能有效的提高表面质量,降低流阻;
123.表层的打印成形参数为激光功率110w,扫描速度为1000mm/s,道间距为0.18mm;
124.内部的打印成形参数为激光功率110w,扫描速度为1200mm/s,道间距为0.2mm,本发明采用不同层厚、实体表层打印参数和内部打印参数以不同的方式进行,可以有效的提升内型腔的表面质量,降低流阻,同时可以提高制造稳定性。
125.粉末原材料采用高温合金或合金钢或铜合金三类,粉末粒径大小为45μm,打印材料为in625。打印机为工业级金属3d打印机。打印仓通入的气氛为惰性气氛。刮刀为柔性刮刀。
126.本发明采用激光选区熔化成形技术,在满足喷注器工况使用的前提下,能快速的实现该组件的一体化制造,具有快速实现喷注器一体化制造,后处理工序简单,可靠性高以及无需二次机加工即可满足使用需求的优点。
127.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备
所固有的要素。
128.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。