1.本发明属于管材加工技术领域,具体的说是一种管材溅镀设备及其方法。
背景技术:
2.溅镀,通常指的是磁控溅镀,属于高速低温溅镀法。该工艺要求真空度在1
×
10-3torr左右,即1.3
×
10-3pa的真空状态充入惰性气体氩气(ar),并在塑胶基材(阳极)和金属靶材(阴极)之间加上高压直流电,由于辉光放电(glow discharge)产生的电子激发惰性气体,产生等离子体,等离子体将金属靶材的原子轰出,沉积在塑胶基材上。现有的管材溅镀设备还存在许多不足,需要改进。
3.如申请号为cn201810989043.5的一项中国专利公开了一种塑胶管材溅镀方法,包括如下步骤:开启塑件管材溅镀系统,使塑胶管材溅镀系统进行自清洗和自烘干;将已喷入底漆的塑胶管材安装到塑胶管材溅镀系统中,随后对塑胶管材溅镀系统内部抽真空,随后注入氩气;以靶材为阴极,被镀塑胶管材及工件架为阳极进行通电,进行真空溅镀;待塑胶管材真空溅镀完成后,对塑胶管材喷涂面漆,完成塑胶管材的整个溅镀过程;本发明通过使用已喷入底漆的塑胶管材进行溅镀,有利于塑胶管材溅镀均匀;通过塑胶管材溅镀系统溅镀塑胶管材使得塑胶管材被溅镀均匀,通过在塑胶管材表面喷涂面漆,增加塑胶管材溅镀层的耐磨性,有利于提高塑胶管材表面溅镀质量。
4.该方案中,一定程度上改善溅镀质量,但是未考虑管材和靶材洁净度的问题,在管材的溅镀时需要控制管材表面的洁净度,通常人工对其表面清洁,清洁完成后放入设备中进行溅镀加工,在运输与装夹的过程中可能对管材造成二次污染,从而影响溅镀效果,影响加工效果,且人工清洁效率较低,劳动强度较大。
5.鉴于此,本发明提出了一种管材溅镀设备及其方法,解决了上述技术问题。
技术实现要素:
6.为了解决现有技术的不足,本发明提出的一种管材溅镀设备及其方法;通过设置滑动盘,便于对管材在筒体进行清洁,清洁过程不需要人员直接参与,提高清洁效率,且降低人员劳动强度,清洁完成后直接进行溅镀,避免造成二次污染,改善溅镀效果,提高产品良率。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种管材溅镀设备,包括筒体和控制器,筒体内部转动连接有靶材,筒体外侧的顶部固连有电机,筒体内侧顶部转动连接有主动转盘,主动转盘与电机的输出轴固连,主动转盘的底部转动连接有主动副转盘,主动副转盘与电机的输出轴通过齿轮传动连接,主动副转盘的底部固连有夹具,筒体内侧底部转动连接有从动转盘,从动转盘顶部转动连接有从动副转盘;所述从动转盘的顶部固连有气泵;所述从动转盘的顶部中心固连有电动推杆,电动推杆的顶部固连有滑动盘,滑动盘上开设有通孔,通孔与从动副转盘一一对应,通孔的内壁开设有气孔,气孔通过管道与气泵连通,管道上设置有过滤器;所述气泵的另一端与筒体的排气口连通;所述控制器用
于调节管材溅镀设备的运行;
8.现有技术中,在管材的溅镀时需要控制管材表面的洁净度,通常人工对其表面清洁,清洁完成后放入设备中进行溅镀加工,在运输与装夹的过程中可能对管材造成二次污染,从而影响溅镀效果,影响加工效果,且人工清洁效率较低,劳动强度较大;
9.而本发明中,通过设置滑动盘,通过吊机将筒体的顶盖吊起,顶盖移动到待加工的管材上方,再将夹具对准管材内孔,对管材装夹固定,接着将筒体的顶盖连通管材移动到筒体内部,将管材放置到从动副转盘上,此时筒体的顶盖与筒体密封,控制器控制电动推杆伸缩,电动推杆伸缩使得滑动盘上下移动,滑动盘上下时控制器驱动气泵对气孔抽气,气孔处形成负压,吸取管材表面的脏污,脏污从气孔吸到过滤器中进行收集,当筒体内部的真空度达到设定值时,向筒体内部泵入氩气,充入氩气后,控制器控制电机转动,电机驱动主动转盘转动,从动转盘随之转动,使得管材绕着筒体中心公转,同时电机驱动主动副转盘转动,从动副转盘随之转动,使得管材绕自身轴心自转,控制器控制靶材转动,同时对管材进行溅镀,本发明中设置滑动盘,便于对管材在筒体进行清洁,清洁过程不需要人员直接参与,提高清洁效率,且降低人员劳动强度,清洁完成后直接进行溅镀,避免造成二次污染,改善溅镀效果,提高产品良率,且通过增设气泵,加快抽真空的速度,进而提高溅镀率。
10.优选的,所述从动副转盘的顶部固连有气囊,气囊通过管道与气泵连通;工作时,通过设置气囊,管材放置在从动副转盘上,此时气囊处于收缩状态,管材套设在气囊外侧,气泵在对气孔抽气时,控制器控制气泵首先向气囊供气,气囊充气后膨胀,气囊与管材内壁贴合,进而对管材底部进行固定,气囊充气后管材内部被填充,减小筒体的内部空间,从而减少氩气的使用,节约生产成本,提高生产效率。
11.优选的,所述滑动盘的周向外侧固连有电动伸缩杆,电动伸缩杆的另一端固连有刮板,刮板与靶材接触的一侧固连有砂纸,刮板下方固连有集屑盒,集屑盒的排废口与过滤器连通,集屑盒与靶材卡合连接;工作时,通过设置砂纸,在清洁管材时,控制器控制电动伸缩杆伸长,此时砂纸与靶材接触,砂纸与靶材接触后控制器驱动靶材转动,同时滑动盘开始上下移动,从而对靶材表面进行打磨,打磨的碎屑落入到集屑盒中,此时过滤器处有负压,使得集屑盒中的废屑被吸入到过滤器中进行收集,溅射靶材在随着使用率的增加,表面可能会附着有残留物,如粉尘、油污、氧化物等,继而靶材表面有不同程度的结瘤,产品质量也会有所下降,导致生产成本增加,通过打磨保证靶材的清洁度,从而改善溅镀效果。
12.优选的,所述刮板在砂纸的上方固连有无绒软布;所述滑动盘的底部螺纹连接有酒精瓶,酒精瓶内设有棉芯,棉芯的另一端与无绒软布固连;工作时,通过设置无绒软布,在砂纸与靶材接触前,无绒软布先与靶材接触,当砂纸与靶材接触后无绒软布被压缩,并与靶材紧密贴合,在打磨后对靶材进行擦拭清洁,改善靶材的洁净度,打磨完成后,控制器控制电动伸缩杆收缩,此时无绒软布复位蓬松,且与靶材接触,砂纸此时与靶材不再接触,无绒软布在复位蓬松的过程中通过棉芯吸取酒精,同时随着滑动盘上下移动,对靶材进行进一步擦拭,从而改善靶材的洁净度,进而保证管材的溅镀效果。
13.优选的,所述刮板在无绒软布上方开设有气嘴,气嘴通过管道与气泵连通;工作时,通过设置气嘴,在对靶材进行清洁时,控制器控制气泵向气嘴抽气,抽到的气体通过过滤器过滤后通向气囊或排出筒体,进一步加快抽真空的速度,并将靶材表面残留的碎屑进行清理,同时加快酒精的蒸发,在溅镀完成后,控制器控制气泵将筒体内的氩气泵入到气嘴
处,通过氩气冲洗靶材,以除去可能在溅射系统中会造成起弧的杂质微粒,从而减少靶材表面的杂质微粒,进而改善管材溅镀质量。
14.本发明所述的一种管材溅镀方法,该方法适用于上述的管材溅镀设备,该方法步骤如下:
15.s1、通过吊机将筒体的顶盖吊起,顶盖移动到待加工的管材上方,再将夹具对准管材内孔,对管材装夹固定,接着将筒体的顶盖连通管材移动到筒体内部,将管材放置到从动副转盘上,控制器驱动气泵对气孔抽气,控制器控制气泵首先向气囊供气,气囊充气后膨胀,气囊与管材内壁贴合,进而对管材底部进行固定;
16.s2、在s1中管材被固定后,控制器控制电动推杆伸缩,电动推杆伸缩使得滑动盘上下移动,滑动盘上下时控制器驱动气泵对气孔抽气,气孔处形成负压,吸取管材表面的脏污,脏污从气孔吸到过滤器中进行收集,控制器控制电动伸缩杆伸长,此时砂纸与靶材接触,控制器驱动靶材转动使得砂纸对其进行打磨,集屑盒中的废屑被吸入到过滤器中进行收集,打磨完成后,控制器控制电动伸缩杆收缩,此时无绒软布复位蓬松,且与靶材接触,砂纸此时与靶材不再接触,无绒软布在复位蓬松的过程中通过棉芯吸取酒精,同时随着滑动盘上下移动,对靶材进行进一步擦拭,当筒体内部的真空度达到设定值时,向筒体内部泵入氩气;
17.s3、在s2中充入氩气后,控制器控制电机转动,电机驱动主动转盘转动,从动转盘随之转动,使得管材绕着筒体中心公转,同时电机驱动主动副转盘转动,从动副转盘随之转动,使得管材绕自身轴心自转,控制器控制靶材转动,同时对管材进行溅镀;
18.s4、在s3中溅镀完成后,控制器控制气泵将筒体内的氩气泵入到气嘴处,通过氩气冲洗靶材,以除去可能在溅射系统中会造成起弧的杂质微粒,从而减少靶材表面的杂质微粒,完成后取出管材。
19.本发明的有益效果如下:
20.1.本发明所述的一种管材溅镀设备及其方法,通过设置滑动盘,控制器控制电动推杆伸缩,电动推杆伸缩使得滑动盘上下移动,滑动盘上下时控制器驱动气泵对气孔抽气,气孔处形成负压,吸取管材表面的脏污,脏污从气孔吸到过滤器中进行收集,便于对管材在筒体进行清洁,清洁过程不需要人员直接参与,提高清洁效率,且降低人员劳动强度,清洁完成后直接进行溅镀,避免造成二次污染,改善溅镀效果,提高产品良率。
21.2.本发明所述的一种管材溅镀设备及其方法,通过设置气囊,控制器控制气泵首先向气囊供气,气囊充气后膨胀,气囊与管材内壁贴合,进而对管材底部进行固定,气囊充气后管材内部被填充,减小筒体的内部空间,从而减少氩气的使用,节约生产成本,提高生产效率。
附图说明
22.下面结合附图对本发明作进一步说明。
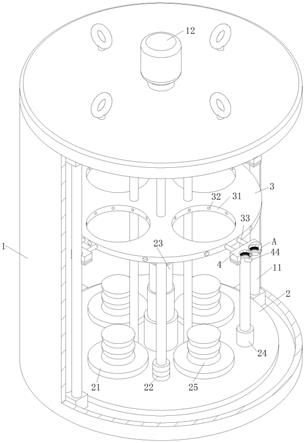
23.图1是本发明的立体图;
24.图2是本发明的正视图;
25.图3是图1中a处局部放大图;
26.图4是本发明的方法步骤图;
27.图中:1、筒体;11、靶材;12、电机;13、主动转盘;14、主动副转盘;15、夹具;2、从动转盘;21、从动副转盘;22、气泵;23、电动推杆;24、过滤器;25、气囊;3、滑动盘;31、通孔;32、气孔;33、电动伸缩杆;4、刮板;41、砂纸;42、集屑盒;43、无绒软布;44、酒精瓶;45、气嘴。
具体实施方式
28.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
29.如图1至图4所示,本发明所述的一种管材溅镀设备,包括筒体1和控制器,筒体1内部转动连接有靶材11,筒体1外侧的顶部固连有电机12,筒体1内侧顶部转动连接有主动转盘13,主动转盘13与电机12的输出轴固连,主动转盘13的底部转动连接有主动副转盘14,主动副转盘14与电机12的输出轴通过齿轮传动连接,主动副转盘14的底部固连有夹具15,筒体1内侧底部转动连接有从动转盘2,从动转盘2顶部转动连接有从动副转盘21;所述从动转盘2的顶部固连有气泵22;所述从动转盘2的顶部中心固连有电动推杆23,电动推杆23的顶部固连有滑动盘3,滑动盘3上开设有通孔31,通孔31与从动副转盘21一一对应,通孔31的内壁开设有气孔32,气孔32通过管道与气泵22连通,管道上设置有过滤器24;所述气泵22的另一端与筒体1的排气口连通;所述控制器用于调节管材溅镀设备的运行;
30.现有技术中,在管材的溅镀时需要控制管材表面的洁净度,通常人工对其表面清洁,清洁完成后放入设备中进行溅镀加工,在运输与装夹的过程中可能对管材造成二次污染,从而影响溅镀效果,影响加工效果,且人工清洁效率较低,劳动强度较大;
31.而本发明中,通过设置滑动盘3,通过吊机将筒体1的顶盖吊起,顶盖移动到待加工的管材上方,再将夹具15对准管材内孔,对管材装夹固定,接着将筒体1的顶盖连通管材移动到筒体1内部,将管材放置到从动副转盘21上,此时筒体1的顶盖与筒体1密封,控制器控制电动推杆23伸缩,电动推杆23伸缩使得滑动盘3上下移动,滑动盘3上下时控制器驱动气泵22对气孔32抽气,气孔32处形成负压,吸取管材表面的脏污,脏污从气孔32吸到过滤器24中进行收集,当筒体1内部的真空度达到设定值时,向筒体1内部泵入氩气,充入氩气后,控制器控制电机12转动,电机12驱动主动转盘13转动,从动转盘2随之转动,使得管材绕着筒体1中心公转,同时电机12驱动主动副转盘14转动,从动副转盘21随之转动,使得管材绕自身轴心自转,控制器控制靶材11转动,同时对管材进行溅镀,本发明中设置滑动盘3,便于对管材在筒体1进行清洁,清洁过程不需要人员直接参与,提高清洁效率,且降低人员劳动强度,清洁完成后直接进行溅镀,避免造成二次污染,改善溅镀效果,提高产品良率,且通过增设气泵22,加快抽真空的速度,进而提高溅镀率。
32.作为本发明的一种实施方式,所述从动副转盘21的顶部固连有气囊25,气囊25通过管道与气泵22连通;工作时,通过设置气囊25,管材放置在从动副转盘21上,此时气囊25处于收缩状态,管材套设在气囊25外侧,气泵22在对气孔32抽气时,控制器控制气泵22首先向气囊25供气,气囊25充气后膨胀,气囊25与管材内壁贴合,进而对管材底部进行固定,气囊25充气后管材内部被填充,减小筒体1的内部空间,从而减少氩气的使用,节约生产成本,提高生产效率。
33.作为本发明的一种实施方式,所述滑动盘3的周向外侧固连有电动伸缩杆33,电动伸缩杆33的另一端固连有刮板4,刮板4与靶材11接触的一侧固连有砂纸41,刮板4下方固连
有集屑盒42,集屑盒42的排废口与过滤器24连通,集屑盒42与靶材11卡合连接;工作时,通过设置砂纸41,在清洁管材时,控制器控制电动伸缩杆33伸长,此时砂纸41与靶材11接触,砂纸41与靶材11接触后控制器驱动靶材11转动,同时滑动盘3开始上下移动,从而对靶材11表面进行打磨,打磨的碎屑落入到集屑盒42中,此时过滤器24处有负压,使得集屑盒42中的废屑被吸入到过滤器24中进行收集,溅射靶材11在随着使用率的增加,表面可能会附着有残留物,如粉尘、油污、氧化物等,继而靶材11表面有不同程度的结瘤,产品质量也会有所下降,导致生产成本增加,通过打磨保证靶材11的清洁度,从而改善溅镀效果。
34.作为本发明的一种实施方式,所述刮板4在砂纸41的上方固连有无绒软布43;所述滑动盘3的底部螺纹连接有酒精瓶44,酒精瓶44内设有棉芯,棉芯的另一端与无绒软布43固连;工作时,通过设置无绒软布43,在砂纸41与靶材11接触前,无绒软布43先与靶材11接触,当砂纸41与靶材11接触后无绒软布43被压缩,并与靶材11紧密贴合,在打磨后对靶材11进行擦拭清洁,改善靶材11的洁净度,打磨完成后,控制器控制电动伸缩杆33收缩,此时无绒软布43复位蓬松,且与靶材11接触,砂纸41此时与靶材11不再接触,无绒软布43在复位蓬松的过程中通过棉芯吸取酒精,同时随着滑动盘3上下移动,对靶材11进行进一步擦拭,从而改善靶材11的洁净度,进而保证管材的溅镀效果。
35.作为本发明的一种实施方式,所述刮板4在无绒软布43上方开设有气嘴45,气嘴45通过管道与气泵22连通;工作时,通过设置气嘴45,在对靶材11进行清洁时,控制器控制气泵22向气嘴45抽气,抽到的气体通过过滤器24过滤后通向气囊25或排出筒体1,进一步加快抽真空的速度,并将靶材11表面残留的碎屑进行清理,同时加快酒精的蒸发,在溅镀完成后,控制器控制气泵22将筒体1内的氩气泵入到气嘴45处,通过氩气冲洗靶材11,以除去可能在溅射系统中会造成起弧的杂质微粒,从而减少靶材11表面的杂质微粒,进而改善管材溅镀质量。
36.本发明所述的一种管材溅镀方法,该方法适用于上述的管材溅镀设备,该方法步骤如下:
37.s1、通过吊机将筒体1的顶盖吊起,顶盖移动到待加工的管材上方,再将夹具15对准管材内孔,对管材装夹固定,接着将筒体1的顶盖连通管材移动到筒体1内部,将管材放置到从动副转盘21上,控制器驱动气泵22对气孔32抽气,控制器控制气泵22首先向气囊25供气,气囊25充气后膨胀,气囊25与管材内壁贴合,进而对管材底部进行固定;
38.s2、在s1中管材被固定后,控制器控制电动推杆23伸缩,电动推杆23伸缩使得滑动盘3上下移动,滑动盘3上下时控制器驱动气泵22对气孔32抽气,气孔32处形成负压,吸取管材表面的脏污,脏污从气孔32吸到过滤器24中进行收集,控制器控制电动伸缩杆33伸长,此时砂纸41与靶材11接触,控制器驱动靶材11转动使得砂纸41对其进行打磨,集屑盒42中的废屑被吸入到过滤器24中进行收集,打磨完成后,控制器控制电动伸缩杆33收缩,此时无绒软布43复位蓬松,且与靶材11接触,砂纸41此时与靶材11不再接触,无绒软布43在复位蓬松的过程中通过棉芯吸取酒精,同时随着滑动盘3上下移动,对靶材11进行进一步擦拭,当筒体1内部的真空度达到设定值时,向筒体1内部泵入氩气;
39.s3、在s2中充入氩气后,控制器控制电机12转动,电机12驱动主动转盘13转动,从动转盘2随之转动,使得管材绕着筒体1中心公转,同时电机12驱动主动副转盘14转动,从动副转盘21随之转动,使得管材绕自身轴心自转,控制器控制靶材11转动,同时对管材进行溅
镀;
40.s4、在s3中溅镀完成后,控制器控制气泵22将筒体1内的氩气泵入到气嘴45处,通过氩气冲洗靶材11,以除去可能在溅射系统中会造成起弧的杂质微粒,从而减少靶材11表面的杂质微粒,完成后取出管材。
41.具体工作流程如下:
42.工作时,通过吊机将筒体1的顶盖吊起,顶盖移动到待加工的管材上方,再将夹具15对准管材内孔,对管材装夹固定,接着将筒体1的顶盖连通管材移动到筒体1内部,将管材放置到从动副转盘21上,控制器驱动气泵22对气孔32抽气,控制器控制气泵22首先向气囊25供气,气囊25充气后膨胀,气囊25与管材内壁贴合,进而对管材底部进行固定,控制器控制电动推杆23伸缩,电动推杆23伸缩使得滑动盘3上下移动,滑动盘3上下时控制器驱动气泵22对气孔32抽气,气孔32处形成负压,吸取管材表面的脏污,脏污从气孔32吸到过滤器24中进行收集,控制器控制电动伸缩杆33伸长,此时砂纸41与靶材11接触,控制器驱动靶材11转动使得砂纸41对其进行打磨,集屑盒42中的废屑被吸入到过滤器24中进行收集,打磨完成后,控制器控制电动伸缩杆33收缩,此时无绒软布43复位蓬松,且与靶材11接触,砂纸41此时与靶材11不再接触,无绒软布43在复位蓬松的过程中通过棉芯吸取酒精,同时随着滑动盘3上下移动,对靶材11进行进一步擦拭,当筒体1内部的真空度达到设定值时,向筒体1内部泵入氩气,控制器控制电机12转动,电机12驱动主动转盘13转动,从动转盘2随之转动,使得管材绕着筒体1中心公转,同时电机12驱动主动副转盘14转动,从动副转盘21随之转动,使得管材绕自身轴心自转,控制器控制靶材11转动,同时对管材进行溅镀,控制器控制气泵22将筒体1内的氩气泵入到气嘴45处,通过氩气冲洗靶材11,以除去可能在溅射系统中会造成起弧的杂质微粒,从而减少靶材11表面的杂质微粒,完成后取出管材。
43.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。