一种c/cu复合材料受电弓滑板及其制备方法
技术领域
1.本发明涉及润滑复合材料,特别涉及一种c/cu复合材料受电弓滑板及其制备方法。
背景技术:
2.受电弓滑板作为轨道交通中弓网系统中重要的组成部分而受到广泛关注,尤其是在我国高速铁路快速发展的时代。当前,常用的受电弓滑板主要为纯金属滑板、纯碳滑板、浸金属滑板和复合材料滑板。纯金属滑板材料主要为纯铜,早期在日本铁路线上广泛运用,但由于受电弓滑板材料与接触导线是同种材料,在电力机车运行过程中容易造成粘着磨损,磨损率极其严重,已无法满足高速铁路发展的需求。纯碳滑板主要为碳材料(石墨、碳纤维、碳纳米管等),虽然纯碳滑板具有自润滑性、减磨性、电磁噪声小等优点,但由于其机械强度低、易断裂和掉块、使用寿命短等缺点,严重限制了其应用范围。浸金属滑板材料主要为铜,它通过在一定条件下降熔融的金属液倒入碳基体中,随之使熔融的金属液充分地填充到碳基体的空隙中,在一定的冷却方式下冷却后得到性能满足要求的滑板材料。浸金属滑板在耐磨性上得到较大的提高,机械强度也有明显提升,从根本上解决了滑板对接触导线磨耗过快的问题;但其抗冲击能力不足,且容易出现大块材料掉落的现象,在使用过程中还要对其进行整形处理,导致成本过高。因此,浸金属滑板也不利于广泛地使用。复合材料滑板是利用粉末冶金的方法,在铜基系中加入耐磨和润滑的组元使其性能得到提升,充分利用1+1》2的思想,使得复合材料滑板满足受电弓滑板所需的高强度、耐冲击、润滑性以及导电性等综合性能,而广泛应用于当前受电弓滑板领域。
3.c/cu材料作为复合材料滑板体系中重要的一种成分,越来越受到重视。然而c和cu之间的润湿性较差,使得界面结合不佳,导致复合材料性能达不到理想要求。因此,有必要对c材料表面进行金属化处理,实现界面良好结合,提高性能的目的。常用的处理方法有:液态氧化法、离子溅射法、化学镀以及气相沉积法。其中化学镀因处理工艺简单,生产周期短,能耗低以及效果优异而成为表面金属化处理的主要方式。
技术实现要素:
4.为了克服现有技术的上述缺点与不足,本发明的目的在于提供一种c/cu复合材料受电弓滑板的制备方法,制备方法工艺简单、生产周期短、能耗低。
5.本发明的另一目的在于提供上述c/cu复合材料受电弓滑板的制备方法制备得到的c/cu复合材料受电弓滑板,具有优异的耐磨性,并且摩擦因数小。
6.本发明的目的通过以下技术方案实现:
7.一种c/cu复合材料受电弓滑板的制备方法,包括以下步骤:
8.(1)对石墨粉末表面进行亲水化、表面粗化、敏化、活化处理;
9.(2)将步骤(1)处理后的石墨粉末置于含铜镀液中进行化学镀,清洗后真空干燥,得到镀铜石墨粉:
10.所述含铜镀液中含有质量分数为12~17%的cuso4·
5h2o,质量分数为2~3%的次磷酸钠和柠檬酸钠的混合液;所述次磷酸钠和柠檬酸钠的质量比为(1.2~1.5):1;
11.所述化学镀温度为50~70℃,镀液的ph值为11.5~13.5,搅拌时间为55~75min;
12.(3)对步骤(2)得到的镀铜石墨粉进行氢气还原处理;
13.(4)将步骤(3)处理后的镀铜石墨粉与电解铜粉混合均匀,采用真空热压方法进行烧结,待温度冷却后取出得到c/cu复合材料受电弓滑板。
14.优选的,步骤(2)所述搅拌,具体为:搅拌过程中通入空气。
15.优选的,步骤(2)所述真空干燥,具体为:置于真空干燥箱中干燥10~12h。
16.优选的,步骤(3)所述氢气还原处理,具体为:
17.步骤(2)得到的镀铜石墨粉在320~350℃下保温1~2h,冷却至室温。
18.优选的,步骤(4)所述混合,具体为:
19.质量比为1:(8~10)的镀铜石墨粉与电解铜粉置于行星球磨机进行球磨,转速为180~250r/min,球料比为球料比(4~5):1;磨球为gcr15钢球,球磨时间8~12h,球磨罐内充氩气进行保护。
20.优选的,步骤(4)所述采用真空热压方法进行烧结,具体工艺为:
21.烧结温度为860~930℃,轴向压力为25~35mpa,保温时间0.5-1h,随炉冷却。
22.优选的,所述烧结过程中的升温速度为100~150℃/min。
23.优选的,步骤(1)所述石墨粉末为鳞片状石墨,粒径为40~46μm。
24.优选的,所述石墨粉末的纯度为99.9%以上。
25.一种c/cu复合材料受电弓滑板,由所述的c/cu复合材料受电弓滑板的制备方法制备得到。
26.优选的,亲水化、粗化处理为:采用马沸炉将石墨粉末在质量分数为17%~23%的naoh溶液中煮沸20~25min使其表面亲水化,然后用蒸馏水清洗至中性;在此基础上,将亲水化处理后的石墨粉末在质量分数17%~23%的hno3溶液中煮沸10~15min粗化,用蒸馏水洗至中性。
27.优选的,敏化和活化:将粗化后的石墨粉末放置于质量分数为18%~22%的sncl2和8%~12%的hcl混合液中,采用马沸炉将其煮沸10~15min进行敏化处理后用蒸馏水洗至中性,接着将石墨粉末放置于质量分数为1%~3%的agno3溶液中进行活化处理,采用增力电动搅拌器进行强力搅拌5~10min使石墨与溶液充分接触,最后用蒸馏水洗至中性。
28.与现有技术相比,本发明具有以下优点和有益效果:
29.(1)本发明采用对石墨表面进行cu金属元素镀覆的方法是基于氧化还原反应,利用强还原剂在含有金属离子的溶液中,将金属离子还原成金属而沉积在石墨表面,达到石墨与铜之间润湿性的改善以及致密性的提升,从而实现了石墨-铜基体界面的良好结合,为性能的提升提供了坚实的基础;相对于石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板,本发明的c/cu复合材料受电弓滑板的致密度提高了约18%,硬度提高了约22%,平均摩擦因数降低了约38%,磨损率降低了约50%,有效提高了受电弓滑板的服役可靠性和使用寿命。
30.(2)本发明的c/cu复合材料受电弓滑板的制备方法,制备方法工艺简单、生产周期短、能耗低。
31.(3)本发明的c/cu复合材料受电弓滑板的制备方法,镀铜步骤中采用通入空气进行搅拌,避免cu
+
成为溶液自然分解的催化中心造成镀液的不稳定,得到的镀层更均匀,镀层的结合效果更佳。
附图说明
32.图1为本发明的实施例1制备得到的镀铜石墨粉的扫描电子显微镜微观形貌。
33.图2为本发明的实施例1制备得到的c/cu复合材料受电弓滑板的微观组织形貌。
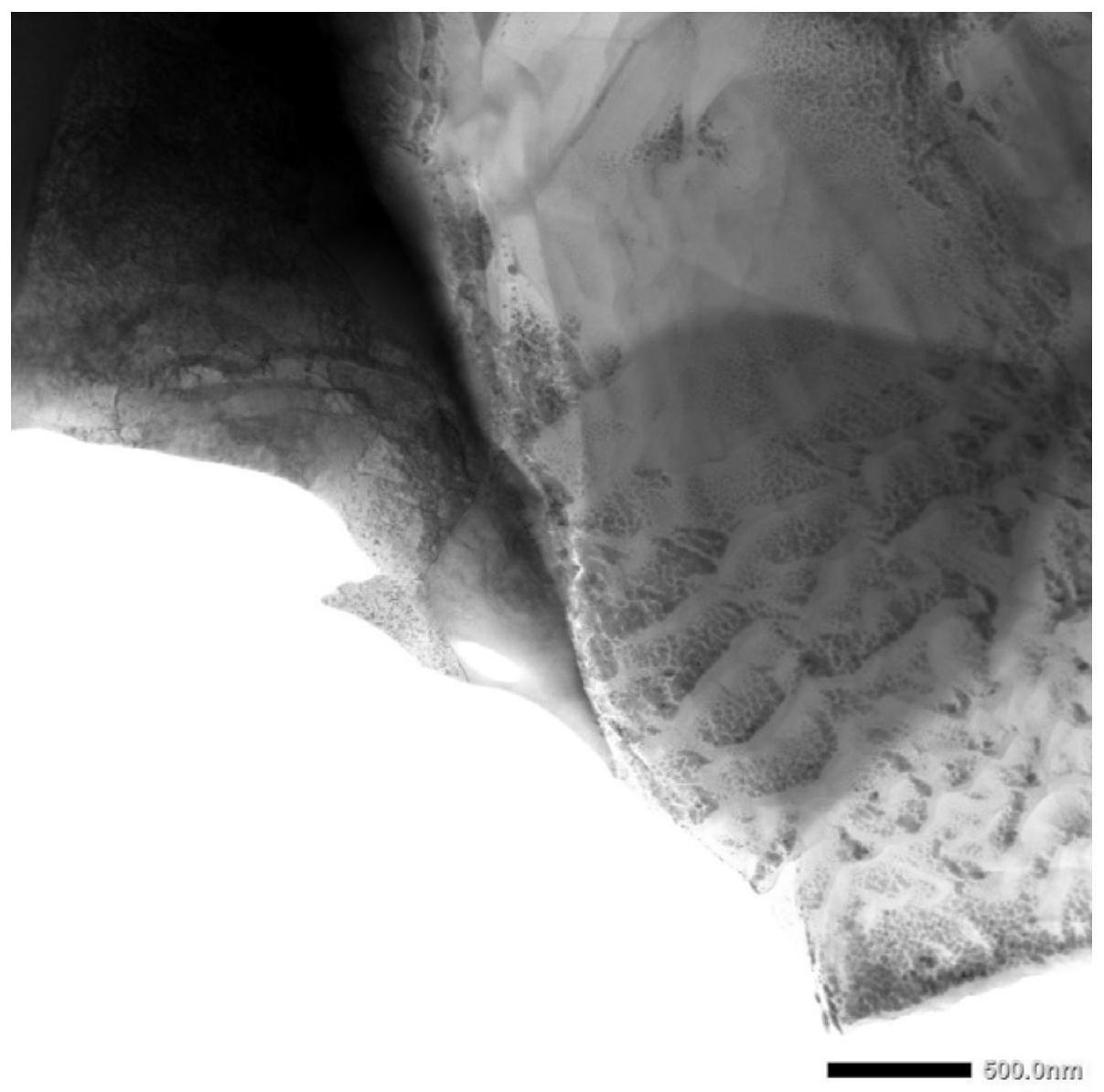
34.图3为本发明的实施例1制备得到的c/cu复合材料受电弓滑板的石墨-铜界面透射电子显微镜微观组织形貌。
35.图4为本发明的实施例1制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的致密度与硬度对比结果。
36.图5为本发明的实施例1制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的平均摩擦因数对比结果。
37.图6为本发明的实施例1制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的磨损率对比结果。
38.图7(a)为石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的摩擦表面扫描电子显微镜微观形貌图。
39.图7(b)为本发明的实施例1制备得到的c/cu复合材料受电弓滑板的摩擦表面扫描电子显微镜微观形貌图。
40.图8(a)为石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的摩擦表面三维形貌图。
41.图8(b)为本发明的实施例1制备得到的c/cu复合材料受电弓滑板的摩擦表面三维形貌图。
具体实施方式
42.下面结合实施例,对本发明作进一步地详细说明,但本发明的实施方式不限于此。
43.实施例1
44.本实施例采用的石墨粉末形貌为鳞片状,粒度为326目,粒径为40μm,纯度为99.93%。
45.采用马沸炉将石墨粉末在质量分数为17%的naoh溶液中煮沸20min使其表面亲水化,然后用蒸馏水清洗至中性。
46.在此基础上,将亲水化处理后的石墨粉末在质量分数17%的hno3溶液中煮沸10min粗化,用蒸馏水洗至中性。
47.将粗化后的石墨粉末放置于质量分数为18%的sncl2和8%的hcl混合液中,采用马沸炉将其煮沸10min进行敏化处理后用蒸馏水洗至中性。
48.接着将石墨粉末放置于质量分数为1%的agno3溶液中进行活化处理,采用增力电动搅拌器进行强力搅拌5min使石墨与溶液充分接触,最后用蒸馏水洗至中性。
49.将镀前处理的石墨粉末置于质量分数15%的cuso4·
5h2o,质量分数2%的次磷酸钠和柠檬酸钠的混合液(次磷酸钠和柠檬酸钠的质量比为1.2:1)中,水浴箱的温度为50℃,
镀液的ph值为11.5,通入空气进行电动搅拌,搅拌时间为55min,用蒸馏水清洗至中性后,放入真空干燥箱中干燥10h,得到镀铜石墨粉。
50.镀铜石墨粉放入管式炉中在320℃下保温1h进行氢气还原处理,待冷却至室温后取出。
51.将质量比为1:9的镀铜石墨粉与电解铜粉置于行星球磨机混合,球料比5:1,磨球选用gcr15钢球,转速为200r/min,球磨时间8h,球磨罐内充氩气进行保护。
52.将混合好的石墨-铜粉末装入高强石墨模具中进行快速真空热压烧结,具体的工艺为:烧结温度为860℃,轴向压力为30mpa,烧结速度100℃/min;保温时间0.5h,随炉冷却,脱模后得到受电弓滑板。
53.图1为本实施例制备得到的镀铜石墨粉的扫描电子显微镜微观形貌,由图可知,由图可知,本发明所采用的化学镀方法以及镀液的成分、配比能顺利实现在石墨表面镀覆一层均匀良好且致密的金属层。
54.图2为本实施例制备得到的c/cu复合材料受电弓滑板的微观组织形貌,由图可知,镀覆后的石墨在铜基体中分布均匀合理且石墨片尺寸大小均一,没有出现明显的团聚现象。
55.图3为本实施例制备得到的c/cu复合材料受电弓滑板的石墨-铜界面透射电子显微镜微观组织形貌,由图可知,镀铜后的石墨与铜基体之间的孔隙和间隙明显降低,说明它们之间的结合较为紧密,化学镀覆方法能显著改善两种材料之间的润湿性。
56.图4为本实施例制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的致密度与硬度对比结果。由图可知,镀铜后的石墨/铜基复合材料的致密度和硬度相比于未镀覆的复合材料都有明显的提升,主要原因在于它们的界面结合得到显著改善。
57.图5为本实施例制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的平均摩擦因数对比结果。由图可知,未镀覆的石墨/铜基复合材料比镀覆后的复合材料的平均摩擦因数高,主要原因在于鳞片石墨与铜基体结合不够紧密,导致在摩擦过程中大量的石墨剥落并暴露在外,从而不能有效地起到保护基体减摩的效果。
58.图6为本实施例制备得到的c/cu复合材料受电弓滑板与石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的磨损率对比结果。由图可知,未镀覆的石墨/铜基复合材料比镀覆后的复合材料的磨损率高,主要原因在于鳞片石墨与铜基体结合不够紧密,导致在摩擦过程中大量的石墨剥落使得材料磨损加剧。
59.图7(a)为石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的摩擦表面扫描电子显微镜微观形貌图;图7(b)为本实施例制备得到的c/cu复合材料受电弓滑板的摩擦表面扫描电子显微镜微观形貌图,对比可知,镀铜后的石墨/铜基复合材料的摩擦表面更加平整光滑,剥落坑/层更少。
60.图8(a)为石墨表面未进行cu金属元素镀覆的c/cu复合材料受电弓滑板的摩擦表面三维形貌图;图8(b)为本实施例制备得到的c/cu复合材料受电弓滑板的摩擦表面三维形貌图。对比可知,摩擦表面三维形貌更显著的表明了镀铜后的石墨/铜基复合材料摩擦性能更优异。
61.实施例2
62.本实施例采用的石墨粉末形貌为鳞片状,粒度为326目,粒径为43μm,纯度为99.98%。
63.采用马沸炉将石墨粉末在质量分数为20%的naoh溶液中煮沸23min使其表面亲水化,然后用蒸馏水清洗至中性。
64.在此基础上,将亲水化处理后的石墨粉末在质量分数20%的hno3溶液中煮沸12min粗化,用蒸馏水洗至中性。
65.将粗化后的石墨粉末放置于质量分数为20%的sncl2和10%的hcl混合液中,采用马沸炉将其煮沸12min进行敏化处理后用蒸馏水洗至中性。
66.接着将石墨粉末放置于质量分数为1.5%的agno3溶液中进行活化处理,采用增力电动搅拌器进行强力搅拌8min使石墨与溶液充分接触,最后用蒸馏水洗至中性。
67.将镀前处理的石墨粉末置于质量分数15%的cuso4·
5h2o,质量分数2%的次磷酸钠和柠檬酸钠的混合液(次磷酸钠和柠檬酸钠的质量比为1.5:1)中,水浴箱的温度为60℃,镀液的ph值为12.5,通入空气进行电动搅拌,搅拌时间为65min,用蒸馏水将镀铜石墨粉末清洗至中性后,放入真空干燥箱中干燥11h,得到金属元素镀覆石墨粉末。
68.对镀后处理的石墨粉末放入管式炉中在330℃下保温1.5h进行氢气还原处理,待冷却至室温后取出得到金属元素镀覆石墨粉末。
69.将质量比为1:9的金属元素镀覆石墨粉末与电解铜粉置于行星球磨机混合,球料比5:1,磨球选用gcr15钢球,转速为200r/min,球磨时间10h,球磨罐内充氩气进行保护。
70.将混合好的石墨-铜粉末装入高强石墨模具中进行快速真空热压烧结,具体的工艺为:烧结温度为900℃,轴向压力为30mpa,烧结速度120℃/min;保温时间0.7h,随炉冷却,脱模后得到受电弓滑板。
71.实施例3
72.本实施例采用的石墨粉末形貌为鳞片状,粒度为326目,粒径为46μm,纯度为99.99%。
73.采用马沸炉将石墨粉末在质量分数为23%的naoh溶液中煮沸25min使其表面亲水化,然后用蒸馏水清洗至中性。
74.在此基础上,将亲水化处理后的石墨粉末在质量分数23%的hno3溶液中煮沸15min粗化,用蒸馏水洗至中性。
75.将粗化后的石墨粉末放置于质量分数为22%的sncl2和12%的hcl混合液中,采用马沸炉将其煮沸15min进行敏化处理后用蒸馏水洗至中性。
76.接着将石墨粉末放置于质量分数为3%的agno3溶液中进行活化处理,采用增力电动搅拌器进行强力搅拌10min使石墨与溶液充分接触,最后用蒸馏水洗至中性。
77.将镀前处理的石墨粉末置于质量分数15%的cuso4·
5h2o,质量分数2%的次磷酸钠和柠檬酸钠的混合液(次磷酸钠和柠檬酸钠的质量比为1.3:1)中,水浴箱的温度为70℃,镀液的ph值为13.5,通入空气进行电动搅拌,搅拌时间为75min,用蒸馏水将镀铜石墨粉末清洗至中性后,放入真空干燥箱中干燥12h,得到镀铜石墨粉。
78.对镀铜石墨粉放入管式炉中在350℃下保温2h进行氢气还原处理,待冷却至室温后取出。
79.将质量比为1:9的镀铜石墨粉与电解铜粉置于行星球磨机混合,球料比5:1,磨球选用gcr15钢球,转速为200r/min,球磨时间12h,球磨罐内充氩气进行保护。
80.将混合好的镀铜石墨粉与电解铜粉装入高强石墨模具中进行快速真空热压烧结,具体的工艺为:烧结温度为930℃,轴向压力为30mpa,烧结速度150℃/min;保温时间1h,随炉冷却,脱模后得到受电弓滑板。
81.表1 c/cu受电弓滑板材料的综合性能
[0082] 致密度/%显微硬度/hv摩擦因数/μ磨损率/
×
10-4
mm3/n
·
m未改性81.1246.400.2715.24实施例194.6458.180.177.24实施例296.2667.810.156.68实施例395.2360.290.196.99
[0083]
上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受所述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。