1.本实用新型涉及金刚石内孔磨削用变幅杆改进技术领域,具体地指一种金刚石内孔磨削用变幅杆快速锁紧装置。
背景技术:
2.金刚石拉丝模具的加工过程中包含一个非常重要的工序——金刚石内孔研磨,该研磨工序主要作用是对使用激光灼烧形成的金刚石内孔进行内壁抛光打磨,去除激光灼烧钻孔形成的参差不齐的台阶状突起,使钻石内孔形成一个光滑的表面,降低内孔粗糙度,以减少客户使用时拉丝线材与金刚石内孔之间的表面摩擦力,减少因摩擦力过大导致的拉丝过程中线材在模具内部发生断线的概率。
3.如图4所示,该内孔研磨工序使用超声波发生器10作为能量源,将高频振动的超声波能量经过换能器11、变幅杆12传导到焊接在变幅杆12底部的研磨钢针7的有角度的针尖,在针尖和待研磨的金刚石拉丝模具13的钻石内孔之间添加一定粒度的金刚石粉末作为研磨介质,由高频、纵向振动的研磨钢针7带动金刚石粉末,在钻石内孔内壁上进行快速磨削。
4.现行的变幅杆12与研磨钢针7的连接方式是银粉焊接,定制的变幅杆12底部中心有预留的定位孔,操作员选好规定直径的研磨钢针7,将研磨钢针7垂直插入直径大于研磨钢针7直径的定位孔中,在定位孔和研磨钢针7之间加入银焊膏,操作员用手固定住研磨钢针7顶端,使用加热的方法将银焊膏熔融,待银焊膏冷却焊接完成后松手。
5.然而现有的焊接方法存在以下几个问题:
6.1、焊接操作繁琐
7.钢针焊接需使用明火,因消防安全管理需要,研磨操作和钢针焊接需处于不同的车间,操作人员频繁走动浪费工时。
8.现有焊接方式使得员工在焊接时需要用手扶住研磨钢针进行焊接,稍不注意会导致烫伤等工伤风险。
9.2、钢针的不确定性
10.不同材质、不同内孔直径的金刚石模具需要不同材质、不同直径的研磨钢针,操作人员为减少正常工作时的工时浪费,需要提前准备不同材质或直径的钢针进行焊接。因当班工作内容的不确定性,往往需临时准备或更换,造成了工时浪费。
11.3、焊接质量不稳定
12.现有的钢针与变幅杆焊接的连接方式,对操作人员焊接水平要求较高,新操作工需要较长(一般需要120小时左右)的培训时间,培训成本高。
13.焊接时易发生钢针与变幅杆不同心,钢针不直(变幅杆与钢针的中心轴向不在一个直线方向上)。需要重新加热拆卸下来后再次焊接,造成工时浪费。
14.现行焊接手段焊接完成后由操作人员自行目测检查焊接质量,焊接质量不好且未发现的情况时有发生,使用焊接状况差的钢针来进行金刚石模具钻石内孔抛光,抛光后容易出现金刚石内孔孔型改变、抛光效果差等需要进行返工或报废处理的不良产品,导致加
工不合格率提高。
技术实现要素:
15.本实用新型的目的在于克服上述不足,提供一种金刚石内孔磨削用变幅杆快速锁紧装置,取代现行的变幅杆与研磨钢针银焊焊接的方式,能够高效地解决背景技术中提出的问题。
16.本实用新型为解决上述技术问题,所采用的技术方案是:一种金刚石内孔磨削用变幅杆快速锁紧装置,包括与变幅杆窄端螺纹配合的圆台形套筒,所述圆台形套筒内部下侧开设有圆台形空腔,所述圆台形空腔与变幅杆窄端固设的弧形夹片外侧配合,所述弧形夹片内侧与研磨钢针配合。
17.优选地,所述圆台形套筒内部上侧开设有内螺纹,所述内螺纹与变幅杆窄端外侧开设的外螺纹配合。
18.优选地,所述弧形夹片数量为多个。
19.优选地,所述弧形夹片数量为四个,其整体围合成的形状为与圆台形空腔配合的圆台形。
20.优选地,所述变幅杆与圆台形套筒组装完成所形成的形状为圆台形。
21.优选地,所述变幅杆宽端开设有与换能器配合安装的安装孔。
22.本实用新型的有益效果:本实用新型装置能够完全取代现行的变幅杆与研磨钢针银焊焊接的装置,其连接操作方式简单、高效,大大简化了金刚石内孔研磨工序,提高了研磨效率。
附图说明
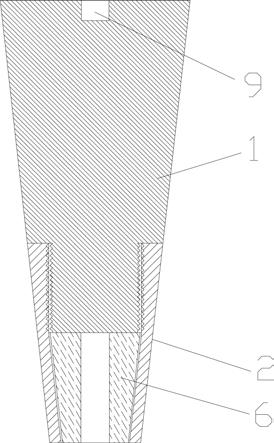
23.图1 为一种金刚石内孔磨削用变幅杆快速锁紧装置的结构示意图;
24.图2为图1中圆台形套筒的剖面结构示意图;
25.图3为图1中变幅杆窄端及其固设的弧形夹片的连接结构示意图;
26.图4为传统的金刚石内孔研磨装置结构示意图。
具体实施方式
27.下面结合附图和具体实施例对本实用新型作进一步的详细描述。
28.如图1至图3所示,一种金刚石内孔磨削用变幅杆快速锁紧装置,包括与变幅杆1窄端螺纹配合的圆台形套筒2,所述圆台形套筒2内部下侧开设有圆台形空腔5,所述圆台形空腔5与变幅杆1窄端固设的弧形夹片6外侧配合,所述弧形夹片6内侧与研磨钢针7配合。
29.优选地,所述圆台形套筒2内部上侧开设有内螺纹3,所述内螺纹3与变幅杆1窄端外侧开设的外螺纹4配合。通过内螺纹3与外螺纹4的配合,可以使得圆台形套筒2逐渐锁紧在变幅杆1上,进而可以将弧形夹片6锁紧。
30.优选地,所述弧形夹片6数量为多个。通过设置多个弧形夹片6,一方面其弧形外形可与圆台形套筒2内部下侧的圆台形空腔5配合,另一方面其被逐渐上移的圆台形套筒2锁紧时,能够产生微小的弹性形变,从而可以将研磨钢针7夹紧。
31.优选地,所述弧形夹片6数量为四个,其整体围合成的形状为与圆台形空腔5配合
的圆台形。这样设计后,四个弧形夹片6整体外形与圆台形空腔5吻合,在被圆台形套筒2锁紧时,受力更为均匀。
32.优选地,所述变幅杆1与圆台形套筒2组装完成所形成的形状为圆台形。这样设计后,整体形状一致,均为圆台形,这样有利于超声波发生器10发出的超声波的传递,使得其传导不容易损失,传导效率提高。
33.优选地,所述变幅杆1宽端开设有与换能器8配合安装的安装孔9。通过安装孔9可以利于变幅杆1与换能器8的对接安装过程。
34.另外本实施例中变幅杆12和弧形夹片6采用弹簧钢材料。
35.本实施例工作原理如下:
36.在变幅杆12与研磨钢针7连接时,先将研磨钢针7上端插入到四个弧形夹片6内,然后从下往上套装圆台形套筒2,当圆台形套筒2内螺纹3接触变幅杆1窄端外螺纹4时,旋转圆台形套筒2,其不断在变幅杆1表面旋转上移,由于圆台形套筒2这种上宽下窄的圆台形状设计,其下侧的圆台形空腔5可以逐渐将四个弧形夹片6锁紧,从而夹紧研磨钢针7,当圆台形套筒2完全旋转到位后,便完成研磨钢针7与变幅杆12的连接过程,这时便可以将变幅杆12安装到换能器8上即可进行金刚石内孔研磨过程。
37.上述的实施例仅为本实用新型的优选技术方案,而不应视为对于本实用新型的限制,本申请中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本实用新型的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本实用新型的保护范围之内。
技术特征:
1.一种金刚石内孔磨削用变幅杆快速锁紧装置,包括与变幅杆(1)窄端螺纹配合的圆台形套筒(2),其特征在于:所述圆台形套筒(2)内部下侧开设有圆台形空腔(5),所述圆台形空腔(5)与变幅杆(1)窄端固设的弧形夹片(6)外侧配合,所述弧形夹片(6)内侧与研磨钢针(7)配合。2.根据权利要求1所述的一种金刚石内孔磨削用变幅杆快速锁紧装置,其特征在于:所述圆台形套筒(2)内部上侧开设有内螺纹(3),所述内螺纹(3)与变幅杆(1)窄端外侧开设的外螺纹(4)配合。3.根据权利要求1或2所述的一种金刚石内孔磨削用变幅杆快速锁紧装置,其特征在于:所述弧形夹片(6)数量为多个。4.根据权利要求3所述的一种金刚石内孔磨削用变幅杆快速锁紧装置,其特征在于:所述弧形夹片(6)数量为四个,其整体围合成的形状为与圆台形空腔(5)配合的圆台形。5.根据权利要求1或2所述的一种金刚石内孔磨削用变幅杆快速锁紧装置,其特征在于:所述变幅杆(1)与圆台形套筒(2)组装完成所形成的形状为圆台形。6.根据权利要求1或2所述的一种金刚石内孔磨削用变幅杆快速锁紧装置,其特征在于:所述变幅杆(1)宽端开设有与换能器(8)配合安装的安装孔(9)。
技术总结
本实用新型公开一种金刚石内孔磨削用变幅杆快速锁紧装置,包括与变幅杆窄端螺纹配合的圆台形套筒,所述圆台形套筒内部下侧开设有圆台形空腔,所述圆台形空腔与变幅杆窄端固设的弧形夹片外侧配合,所述弧形夹片内侧与研磨钢针配合;本实用新型装置能够完全取代现行的变幅杆与研磨钢针银焊焊接的装置,其连接操作方式简单、高效,大大简化了金刚石内孔研磨工序,提高了研磨效率。提高了研磨效率。提高了研磨效率。
技术研发人员:陈飞
受保护的技术使用者:宜昌给立金刚石工业有限公司
技术研发日:2021.06.23
技术公布日:2022/2/11