增材制造
1.本发明涉及增材制造,特别地但不排他地,涉及增材制造的金属零件的后处理。
2.增材制造(am)是一个过程,在此过程中,可以使用逐层方法从数字文件中制造对象。熔融长丝制造(fff)也称为熔融沉积建模(fdm),是一种常用的am工艺,在该工艺中,糊状加热材料通过打印机喷嘴挤出以形成所需的3d形状。该技术的一个变体涉及使用金属粉末进行烧结和粘合剂材料,通常是聚合物,用于在挤压过程中保持金属粉末的形状。此外,陶瓷或其他材料界面层可用于在打印时支撑悬垂的零件结构。
3.一旦金属粉末与聚合物粘合剂一起被挤出形成零件,该零件就处于所谓的“原始”状态,需要脱脂和热后处理。脱脂过程使用溶剂溶解大部分支撑金属粉末的粘合剂材料。在热后处理过程中,金属粉末烧结在一起形成最终零件,而任何剩余的粘合剂材料都会蒸发。金属粉末可以包括两种或更多种被选择以在热后处理阶段形成合金的金属。
4.然而,fff/fdm印刷工艺的逐层性质会导致阶梯表面不理想地粗糙并且会在使用中促进开裂。
5.本发明的某些实施例的目的是提供一种对增材制造的金属零件进行后处理以提供具有相对光滑的外表面的零件的方法。
6.根据本发明的第一方面,提供了一种用于平滑增材制造金属零件表面的方法,包括:
7.向增材制造零件的阶梯表面施加化学品,以至少软化支撑零件未加工粉末颗粒的粘合剂材料;以及
8.允许表面的粉末颗粒在重力的影响下流入由阶梯表面限定的凹槽中,从而降低表面的粗糙度。
9.在示例性实施例中,该方法包括将化学品施加到增材制造零件的阶梯表面以至少软化支撑零件的未加工粉末颗粒的粘合剂材料,但不软化零件的粉末颗粒。
10.换言之,粉末颗粒包括耐化学品的材料。
11.在示例性实施例中,该方法包括使粘合剂材料固化并在表面支撑粉末颗粒。
12.在示例性实施例中,该方法包括热处理零件以从零件去除粘合剂材料。
13.在示例性实施例中,热处理包括蒸发粘合剂材料。
14.在示例性实施例中,该方法包括烧结零件以将粉末颗粒熔合在一起。
15.在示例性实施例中,该方法还包括使粘合剂材料固化并支撑零件表面处的粉末颗粒,以及烧结零件以将零件的粉末颗粒熔合在一起,其中,在烧结期间,粘合剂材料被蒸发并从零件中去除。
16.在示例性实施例中,该方法包括干燥零件以从表面去除化学品。
17.在示例性实施例中,施加包括使化学品蒸发并将化学品冷凝到零件的表面上。
18.在示例性实施例中,蒸发包括将液态的化学品加热到预定温度。
19.在示例性实施例中,冷凝包括在零件和蒸发的化学品之间产生能量势。
20.在示例性实施例中,该方法包括冷却零件以产生能量势并使蒸发的化学品冷凝到零件上。
21.在示例性实施例中,施加包括将零件浸入液态化学品的储存器中。
22.在示例性实施例中,施加包括经由至少一个分配装置将液态或蒸汽状态的化学品分配到零件上。
23.在示例性实施例中,粉末颗粒包括耐化学品的金属、陶瓷或聚合物材料。
24.在示例性实施例中,粘合剂材料包括热塑性聚合物。
25.在示例性实施方案中,化学品包括1,1,1,3,3,3-六氟-2-异丙醇(hfip)、二甲基甲酰胺、硫酸、间甲酚、甲酸、三氟乙酸、苯甲醇、1,2,4三氯苯、四氢呋喃、2-甲基四氢呋喃、二甲苯或二甲基亚砜(dmso)。
26.根据本发明的第二方面,提供了一种化学品的用途,用于至少软化在增材制造零件的阶梯表面处支撑未加工粉末颗粒的粘合剂材料,并允许表面处的粉末颗粒在重力影响下流入由阶梯表面限定的凹槽,从而降低表面的粗糙度。
27.在示例性实施例中,粉末颗粒包括耐液体的金属、陶瓷或聚合物材料。
28.根据本发明的第三方面,提供了一种用于平滑增材制造零件阶梯表面的设备,包括:
29.用于容纳液态或气态化学品和增材制造零件的腔室;以及
30.分配装置,用于可控地将预定量的化学品引入腔室以将零件浸入化学品中以至少软化在零件阶梯表面处支撑未加工粉末颗粒的粘合剂材料,允许表面处的粉末颗粒在重力影响下流入由阶梯表面限定的凹槽,从而降低表面的粗糙度。
31.在示例性实施例中,分配装置包括位于腔室内部的多个喷嘴,用于在零件处喷射液态或气态的化学品。
32.在示例性实施例中,分配装置包括用于蒸发液态化学品的加热元件和位于加热元件上方用于支撑零件的穿孔支撑构件。
附图说明
33.现将参考附图,描述本发明的某些实施例,其中:
34.图1a示出了在后处理之前形成增材制造金属零件阶梯表面的结合金属颗粒;
35.图1b示出了根据本发明的某些实施例后处理后的图1b的金属颗粒;
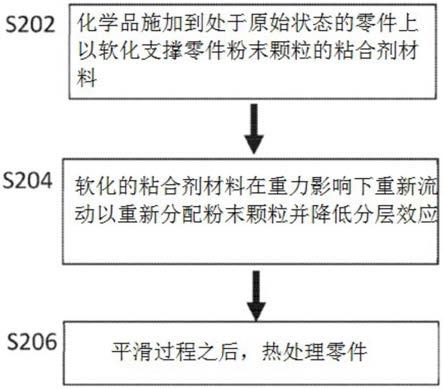
36.图2示出了说明根据本发明的某些实施例的用于平滑增材制造金属零件的后处理方法的流程图;
37.图3a示出了本发明的一个实施例,其中,化学品以气相施加到零件上;
38.图3b示出了本发明的一个替代实施例,其中,化学品以液相施加到零件上,并且
39.图3c示出了本发明的替代实施例,其中,通过喷洒器/雾化器将化学品作为液体施加到零件上。
具体实施方式
40.图2示出了根据本发明的某些实施例的用于平滑增材制造(am)金属零件的后处理方法。当增材制造零件处于“原始状态”时,即在零件印刷之后但在金属粉末烧结之前,该工艺应用于增材制造零件,该金属粉末由聚合物基体保持形状,例如聚丙烯(pp)之类的。
41.作为该方法的步骤s202,将适于软化/溶解作为粘合剂的聚合物的化学品,例如溶
剂、酸、离子液体或其他组分施加到am零件的一个或多个表面。合适的化学品的例子包括但不限于1,1,1,3,3,3-六氟-2-异丙醇(hfip)、二甲基甲酰胺、硫酸、间甲酚、甲酸、三氟乙酸、苯甲醇、1,2,4三氯苯、四氢呋喃、2-甲基四氢呋喃、二甲苯和二甲基亚砜(dmso)等。选择化学品使得金属或其他材料粉末颗粒耐受溶剂,即不与化学品反应。
42.在步骤s202,有多种方式可以将化学品施加到零件的表面。适当地,可以使用热板或其他合适的设备使化学品蒸发,然后冷凝到am零件上。如图3a所示,根据本发明的某些实施例的设备100包括由不锈钢或其他化学惰性/耐腐蚀材料制成的腔室102。腔室102可以是气密的以能够保持真空。在腔室102下方,有一个或多个加热元件(未示出)以向液体化学品加热并将液体化学品的温度升高预定温度,从而使液体化学品蒸发。液体化学品可通过入口管106被引入增压室104并在其中蒸发。或者,在将化学品引入处理腔室102之前,可以在腔室的顶部和/或侧面和/或在单独的腔室中蒸发化学品。设备100还包括由不锈钢或其他材料制成的穿孔壁108。该穿孔壁由耐热和耐化学腐蚀的材料制成。穿孔壁108将化学制品蒸发腔室的加热部分与腔室的其余部分隔开,以防止零件114落到液体化学制品上,但仍允许蒸发的化学制品容易地转移到腔室102。穿孔壁108由此限定了增压室104。设备100还包括由不锈钢或其他化学惰性/耐腐蚀材料制成的支架110,以使用例如夹子/钩子112支撑零件114。
43.可选地,腔室102可以具有达到高达约70℃温度的加热壁。可选地,设备100可以包含真空泵以能够降低腔室102中的压力并使化学蒸气冷凝到零件上。适当地,可以冷却零件以在零件和化学蒸气之间产生能量势,从而使蒸发的化学品冷凝到零件上。
44.所施加的化学品可替代地以液相施加到零件上,在这种情况下,零件将浸入包含合适化学品的储存器中,例如浴槽、烧瓶、腔室等。如图3b所示,根据本发明的某些实施例的设备150包括用于容纳液体化学品的储存器152,例如浴槽或腔室。储液器152优选地由不锈钢或其他化学惰性/耐腐蚀材料制成。液体化学品通过入口154进入腔室并在处理之后从出口156排出。零件114可以通过支架、钩子或夹子112等支撑在化学品中。
45.可替代地,可以使用合适的喷嘴、喷洒器、喷雾器或其他合适的分配装置将液态或气态的化学品喷洒到零件上。如图3c所示,根据本发明的某些实施例的设备170包括腔室172,该腔室172优选地由不锈钢或其他化学惰性/耐腐蚀材料制成,具有多个喷嘴/雾化器174,用于将化学品喷射到零件114上.在所示示例中恰当地提供了六个喷嘴,其中一个喷嘴位于腔室的每个相应内表面上以有效地将化学蒸气施加到零件的所有表面上。零件114可以通过支架、钩子或夹子等支撑在化学品中。
46.适当地,零件在脱脂过程中位于腔室中,该腔室可以是与零件被印刷在相同的腔室或不同的腔室。
47.在步骤s204,溶剂、酸、离子液体或其他化学品溶解/软化将金属粉末在零件表面粘合在一起的聚合物。聚合物软化到足以允许携带金属粉末颗粒的粘合材料在重力影响下在表面重新流动。
48.换句话说,该化学品允许聚合物粘合剂材料20和由粘合剂材料携带的金属颗粒10流入并至少部分地填充由印刷工艺的分层效应限定中的阶梯状“凹部”(参见图1a中的箭头)。因此,如图1b所示,阶梯分层效应理想地减少,这反过来又降低了零件表面的粗糙度,最大限度地减少了任何潜在的凹口效应,凹口效应由零件的不希望的阶梯表面引起,存在
于平滑过程之前。
49.粘合剂材料软化并导致回流的量,以及零件的最终光滑度,与以下几个参数直接相关:化学品与零件表面之间的接触时间、所用化学品的类型/强度/浓度、施加方法(冷凝蒸汽或液体浸没),和方法的条件(蒸汽/液体的温度和/或蒸汽方法的系统压力)。因此,表面光滑度关系可以用以下等式表示:
50.s=t
×c×m×
p
51.其中s是零件的平滑度(μ),t是化学品与零件之间的接触时间(秒),c是所施加的化学品类型的调整常数,m是方法类型的调整常数,p是工艺参数的调整常数。
52.可选地,在平滑过程之后,零件被干燥以从零件中去除任何残留的化学品或痕量化学品。干燥温度高于化学品沸点但低于材料熔化温度。
53.在步骤s206中,对平滑处理后的金属粉末进行热处理,对金属粉末进行烧结。在烧结过程中,聚合物粘合剂材料蒸发掉,而金属粉末融合在一起,使am零件具有最终形状。最终零件的最终表面粗糙度得到了很大改善,因为在平滑过程中分层/阶梯效应已被理想地降低。
54.因此,本发明的某些实施例提供了一种有效地平滑增材制造的金属零件的表面以改善零件的外观、降低其表面粗糙度和任何潜在凹口效应的方法。任何潜在凹口效应由粗糙的阶梯表面引起,可能会导致传统am金属零件的疲劳和断裂。相对光滑的外表面也适用于某些应用,特别是在医疗行业,其中,零件上细菌生长的可能性必须保持在最低限度。根据本发明的某些实施例的平滑工艺也可应用于由非金属粉末增材制造的零件,该非金属粉末对用于溶解粘合剂的化学制品具有耐腐蚀性,例如玻璃、陶瓷或聚合物基粉末。