1.本发明涉及磨削装置。
背景技术:
2.如专利文献1所公开的那样,使用磨削磨具将卡盘工作台上所保持的被加工物磨削成规定的厚度的磨削装置具有:保持面高度测量器,其为了识别被加工物的厚度而测量对多孔部件进行支承的框体的上表面的高度作为保持面的高度;上表面高度测量器,其测量保持面上所保持的被加工物的上表面高度;以及计算部,其计算保持面高度测量器所测量的高度与上表面高度测量器所测量的高度之差。
3.另外,如专利文献2所公开的那样,磨削装置中,为了使磨削磨具的下表面与对晶片进行保持的保持面平行,进行使用磨削磨具对保持面进行磨削的自磨削(self grind)。除了要形成与磨削磨具的下表面平行的保持面时以外,例如,在为了使因磨削屑从保持面进入多孔部件内并滞留于多孔部件内而降低的保持面的吸引力恢复而将滞留于多孔部件内的磨削屑去除时,也实施自磨削。
4.专利文献1:日本特开2014-237210号公报
5.专利文献2:日本特开2018-094671号公报
6.在磨削装置中,每当实施自磨削时,保持面的高度变低。当保持面的高度过低时,即使磨削磨具下降至能够使用磨削进给单元而使磨削磨具下降的极限的高度位置,也无法使磨削磨具与保持面接触。在该状态下,无法实施自磨削,因此需要更换卡盘工作台。因此,在磨削装置中存在识别卡盘工作台的更换时期这样的课题。
技术实现要素:
7.本发明是一种磨削装置,其至少具有:保持单元,其安装有卡盘工作台,该卡盘工作台在保持面上对晶片进行保持;磨削单元,其使用磨削磨具对晶片进行磨削;以及保持面高度测量器,其对该保持面的高度进行测量,该磨削装置将晶片保持在被该磨削磨具磨削而处于与该磨削磨具的下表面平行的状态的该保持面上,其中,该磨削装置具有:存储部,其存储使用该保持面高度测量器而测量的新品的卡盘工作台的该保持面的高度;距离设定部,其设定规定的距离;以及判断部,其在该保持面的高度从该存储部中存储的该保持面的高度下降至该距离设定部所设定的规定的距离的高度时判断为该卡盘工作台的更换时期。
8.本发明是磨削装置,其至少具有:保持单元,其安装有卡盘工作台,该卡盘工作台在保持面上对晶片进行保持;磨削单元,其使用磨削磨具对晶片进行磨削;以及保持面高度测量器,其对该保持面的高度进行测量,该磨削装置将晶片保持在被该磨削磨具磨削而处于与该磨削磨具的下表面平行的状态的该保持面上,其中,该保持单元具有工作台基座,该工作台基座具有对该卡盘工作台的下表面进行支承的支承面,该磨削装置具有:设定部,其将距该支承面规定的距离的上方的高度设定为该卡盘工作台的使用极限高度;以及判断部,其在保持面的高度下降至该设定部所设定的该使用极限高度时判断为该卡盘工作台的
更换时期。
9.根据本发明的磨削装置,能够自动地判断卡盘工作台的更换时期,因此能够实现卡盘工作台的更换作业的高效化。
附图说明
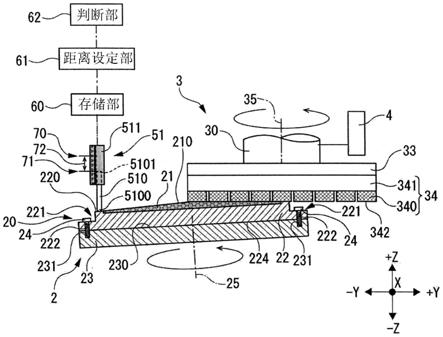
10.图1是示出磨削装置整体的立体图。
11.图2是新品的卡盘工作台的剖视图。
12.图3是示出自磨削的卡盘工作台的剖视图。
13.图4是示出处于更换时期的卡盘工作台的剖视图。
14.图5是示出对载置于基台上的量块的上表面的高度进行测量的情况的剖视图。
15.图6是示出自磨削的卡盘工作台的剖视图。
16.图7是示出处于更换时期的卡盘工作台的剖视图。
17.标号说明
18.1:磨削装置;10:基座;2:保持单元;20:卡盘工作台;21:吸引部;210:保持面;22:框体;220:框体上表面;221:凹部;222:贯通孔;224:下表面;23:基台;230:支承面;231:螺纹孔;24:螺钉;25:旋转轴线;27:罩;28:折皱;3:磨削单元;30:主轴;31:壳体;32:主轴电动机;33:安装座;34:磨削磨轮;340:磨削磨具;341:磨轮基台;342:下表面;35:旋转轴线;4:磨削进给单元;40:滚珠丝杠;41:导轨;42:z轴电动机;43:升降板;44:保持器;45:旋转轴线;5:厚度测量单元;50:上表面高度测量器;51:保持面高度测量器;510:测量头;5100:接触部;5101:读取部;511:收纳部件;60:存储部;61:距离设定部;62:判断部;70:原点高度(存储于存储部的高度);72:规定的距离;71:极限高度(从存储于存储部的高度下降了规定的距离的高度);80:设定部;81:第2判断部;82:量块;820:上表面;821:规定的距离;822:使用极限高度;90:第2原点高度;91:第2极限高度;92:中途的高度。
具体实施方式
19.(磨削装置的结构)
20.图1所示的磨削装置1是使用磨削单元3对卡盘工作台20所保持的晶片14进行磨削加工的加工装置。以下,对磨削装置1的结构进行说明。
21.如图1所示,磨削装置1具有:基座10,其在y轴方向上延伸设置;以及立柱11,其竖立设置在基座10的+y方向侧。
22.在立柱11的-y方向侧的侧面上配设有将磨削单元3支承为能够升降的磨削进给单元4。磨削单元3例如具有:主轴30,其具有z轴方向的旋转轴线35;壳体31,其将主轴30支承为能够旋转;主轴电动机32,其以旋转轴线35为轴对主轴30进行旋转驱动;安装座33,其与主轴30的下端连接;以及磨削磨轮34,其以能够装卸的方式安装于安装座33的下表面上。
23.磨削磨轮34具有磨轮基台341和呈环状排列在磨轮基台341的下表面上的大致长方体状的多个磨削磨具340。磨削磨具340的下表面342是与晶片14接触的磨削面。
24.使用主轴电动机32使主轴30旋转,从而与主轴30连接的安装座33和安装于安装座33的下表面上的磨削磨轮34一体地旋转。
25.磨削进给单元4具有:滚珠丝杠40,其具有z轴方向的旋转轴线45;一对导轨41,它
们与滚珠丝杠40平行地配设;z轴电动机42,其使滚珠丝杠40以旋转轴线45为轴进行旋转;升降板43,其内部的螺母与滚珠丝杠40螺合,升降板43的侧部与导轨41滑动接触;以及保持器44,其与升降板43连结,对磨削单元3进行支承。
26.当通过z轴电动机42驱动滚珠丝杠40而使滚珠丝杠40以旋转轴线45为轴进行旋转时,与此相伴,升降板43被导轨41引导而在z轴方向上升降移动,并且保持于保持器44的磨削单元3的磨削磨轮34在z轴方向上移动。
27.在基座10上配设有对晶片14进行保持的保持单元2。
28.如图2所示,保持单元2具有工作台基座23和以能够装卸的方式安装在工作台基座23上的卡盘工作台20。工作台基座23的上表面是对卡盘工作台20的下表面224进行支承的支承面230。
29.卡盘工作台20具有:吸引部21,其具有多孔部件;以及框体22,其对吸引部21进行支承。吸引部21的上表面是对晶片14进行保持的保持面210,在新品的卡盘工作台20中,框体22的上表面220与保持面210共面地形成。
30.吸引部21与未图示的吸引源连接。通过使该吸引源进行动作,所产生的吸引力被传递至保持面210。例如,通过将晶片14载置在保持面210上的状态下使该吸引源进行动作,能够将晶片14吸引保持于保持面210上。
31.在框体22的径向最外周侧形成有向-z方向凹陷的凹部221,在凹部221中设置有沿z轴方向贯通形成的多个贯通孔222。另外,在工作台基座23的支承面230中形成有例如与贯通孔222相同数量的螺纹孔231。
32.在卡盘工作台20被支承于工作台基座23的支承面230的状态下,与螺纹孔231对应的螺钉24从+z方向侧贯通于贯通孔222并与螺纹孔231螺合,由此成为卡盘工作台20安装于工作台基座23上的结构。
33.另外,保持单元2具有未图示的旋转单元。通过使该旋转单元进行动作,能够使工作台基座23和安装于工作台基座23的卡盘工作台20以与z轴平行的旋转轴线25为轴进行旋转。
34.如图1所示,在卡盘工作台20的周围配设有罩27和以伸缩自如的方式与罩27连结的折皱28。例如,当保持单元2在y轴方向上移动时,罩27与保持单元2一起在y轴方向上移动,折皱28伸缩。
35.磨削装置1具有对晶片14的厚度进行测量的厚度测量单元5。厚度测量单元5具有以非接触的方式对晶片14的上表面140的高度进行测量的上表面高度测量器50。上表面高度测量器50例如是激光式的高度测量器,其朝向保持于卡盘工作台20的保持面210上的晶片14的上表面140投射激光光线而测量反射光,从而测量晶片14的上表面140的高度。
36.另外,上表面高度测量器50也可以具有与晶片14的上表面接触的测量头和读取测量头的高度的读取部。
37.另外,厚度测量单元5具有测量保持面210的高度的保持面高度测量器51。如图2所示,保持面高度测量器51是接触式的高度测量器,具有与卡盘工作台20的框体22的上表面220接触的测量头510和收纳测量头510的收纳部件511。测量头510以一部分从收纳部件511向-z方向突出的状态收纳于收纳部件511中。
38.测量头510的-z方向侧的端部是与测量部分接触的接触部5100,测量头510的+z方
向侧的端部是设置于收纳部件511中的用于读取刻度的读取部5101。
39.另外,读取部也可以读取测量头510的高度。
40.使保持面高度测量器51的测量头510的接触部5100与框体22的上表面220接触而读取读取部5101的高度位置,从而能够测量新品的卡盘工作台20的保持面210的高度。
41.此外,保持面高度测量器51也可以以非接触的方式测量框体的上表面高度。
42.另外,在对图3所示的表面被磨削而整形成圆锥状的卡盘工作台20的保持面210的高度进行测量时,使保持面高度测量器51的测量头510的接触部5100与框体22的上表面220接触而读取读取部5101的刻度,对框体22的上表面220的高度进行测量,对所测量的框体22的上表面220的高度加上适当的校正值,从而能够测量保持面210的高度。
43.图1所示的厚度测量单元5具有未图示的厚度计算部,该厚度计算部具有cpu、存储器等。通过在该厚度计算部中计算由上表面高度测量器50测量的晶片14的上表面140的高度与由保持面高度测量器51测量的保持面210的高度之差,能够计算晶片14的厚度。
44.磨削装置1具有存储图2所示的新品的卡盘工作台20的保持面210的高度的存储部60。存储部60具有存储器或hdd等存储装置,能够存储由保持面高度测量器51测量的新品的卡盘工作台20的保持面210的高度。
45.磨削装置1具有:距离设定部61,其设定规定的距离;以及判断部62,其在保持面210从存储于存储部60的保持面210的高度下降至距离设定部61所设定的规定的距离的高度时,判断为处于卡盘工作台20的更换时期。
46.(晶片的磨削加工)
47.在使用图1所示的磨削装置1对晶片14进行磨削加工时,首先将晶片14载置于卡盘工作台20的保持面210上。然后,使与卡盘工作台20连接的未图示的吸引源进行动作,将所产生的吸引力传递至保持面210。由此,晶片14被吸引保持于保持面210上。
48.在晶片14被吸引保持在保持面210上的状态下,使用未图示的y轴移动单元等使卡盘工作台20向+y方向移动而将晶片14定位在磨削单元3的下方。
49.并且,使用未图示的旋转单元使卡盘工作台20以旋转轴线25为轴进行旋转,从而使保持于保持面210的晶片14旋转,并且使用主轴电动机32使磨削磨具340以旋转轴线35为轴旋转。
50.在晶片14以旋转轴线25为轴进行旋转且磨削磨具340以旋转轴线35为轴进行旋转的状态下,使用磨削进给单元4使磨削单元3向-z方向下降。通过使磨削磨具340向-z方向下降,磨削磨具340的下表面342与晶片14的上表面140接触。
51.在下表面342与晶片14的上表面140接触的状态下,进一步使磨削磨具340向-z方向下降,由此对晶片14进行磨削。
52.在晶片14的磨削加工中,使用厚度测量单元5进行晶片14的厚度的测量。具体而言,使用上表面高度测量器50测量晶片14的上表面140的高度,并且使用保持面高度测量器51测量保持面210的高度,利用未图示的厚度计算部从晶片14的上表面140的高度减去保持面210的高度,由此测量晶片14的厚度。
53.在将晶片14磨削至规定的厚度之后结束磨削加工,使用磨削进给单元4使磨削单元3在+z方向上移动而使磨削磨具340从晶片14的上表面140离开,然后将晶片14从卡盘工作台2的保持面210搬出。
54.(自磨削)
55.晶片14的磨削加工在保持面210与磨削磨具340的下表面342平行的状态下进行,如图2所示,新品的卡盘工作台20的上表面平坦地形成。因此,例如在将卡盘工作台更换为新品之后,进行卡盘工作台20的自磨削,按照保持面210与磨削磨具340的下表面342平行的方式对保持面210进行整形。
56.另外,当通过晶片14的磨削加工而产生的磨削屑从保持面210进入吸引部21的内部并滞留于吸引部21的内部时,传递至保持面210的吸引力有可能降低。因此,为了去除滞留于吸引部21的内部的磨削屑,进行卡盘工作台20的自磨削。在磨削装置1中,例如在对规定的张数的晶片14连续地进行了磨削加工之后,进行卡盘工作台20的自磨削,由此去除吸引部21的内部的磨削屑。
57.在卡盘工作台20的自磨削时,如图3所示,使卡盘工作台20以旋转轴线25为轴进行旋转,并且使磨削磨具340以旋转轴线35为轴进行旋转。并且,在卡盘工作台20以旋转轴线25为轴进行旋转且磨削磨具340以旋转轴线35为轴进行旋转的状态下,使用磨削进给单元4使磨削磨具340向-z方向下降。由此,磨削磨具340的下表面342与保持面210接触而对保持面210和框体22的上表面220进行磨削。
58.而且,保持面210与框体22的上表面220共面地(按照成为同一平面的方式)形成。
59.(卡盘工作台的更换时期的判断)
60.每当卡盘工作台20进行自磨削时,保持面210的高度变低,不久,保持面210的高度达到即使使用磨削进给单元4使磨削磨具340下降也无法使磨削磨具340的下表面342与保持面210接触的极限高度。
61.因此,在卡盘工作台20的自磨削中使用保持面高度测量器51测量保持面210的高度,当卡盘工作台20的保持面210的高度达到极限高度时更换卡盘工作台20。
62.在磨削装置1中,在已成为卡盘工作台20的更换时期时,通过判断部62判断该情况。以下,对判断为已成为卡盘工作台20的更换时期时的磨削装置1的动作进行说明。
63.首先,如图2所示,预先使保持面高度测量器51的接触部5100与新品的卡盘工作台20的框体22的上表面220接触。此时,如图所示,读取部5101定位于与新品的卡盘工作台20的保持面210的高度对应的原点高度70,原点高度70作为与新品的卡盘工作台20的保持面210的高度对应的高度而存储于存储部60。进而,在距离设定部61中设定规定的距离72。在此,从原点高度70下降了规定的距离72的高度是与卡盘工作台20的保持面210被定位于应进行更换的高度时的保持面210的高度对应的极限高度71。
64.如图3所示,当卡盘工作台20自磨削时,保持面210的高度下降。例如经过多次自磨削,如图4所示,卡盘工作台20成为相应地磨损的状态。
65.在该状态下,使保持面高度测量器51的接触部5100与保持面210接触,读取读取部5101的高度。在图4中,读取部5101位于从存储于存储部60的原点高度70下降了规定的距离72的高度即极限高度71。在此,当读取部5101的高度成为极限高度71时,视为卡盘工作台20的保持面210被定位于应进行更换的高度,由判断部62判断为处于卡盘工作台20的更换时期。
66.在磨削装置1中,能够自动地判断卡盘工作台20的更换时期,因此能够实现卡盘工作台20的更换作业的高效化。
67.另外,能够例如在判断部62上连接未图示的通知单元等而设置在保持面210即将被定位于极限高度71之前向操作员等通知保持面210的高度接近极限高度71的结构,从而能够实现作为卡盘工作台20的更换作业的准备作业的卡盘工作台20的库存确认作业、购买安排作业等的顺畅化。
68.如图5所示,磨削装置1也可以构成为具有设定部80来代替距离设定部61,并且具有第2判断部81来代替判断部62。
69.设定部80具有将距支承面230规定的距离的上方的高度设定为卡盘工作台20的使用极限高度的功能。另外,第2判断部81具有如下的功能:如果由保持面高度测量器51测量的保持面210的高度下降到设定部80所设定的使用极限高度,则判断为处于卡盘工作台的更换时期。
70.在该结构中,如下所述地判断卡盘工作台20的更换时期。
71.首先,如图5所示,在卡盘工作台20未安装于工作台基座23的支承面230上的状态下,在工作台基座23的支承面230上载置具有规定的距离821的高度的量块82。
72.然后,在量块82载置于工作台基座23的支承面230上的状态下,使保持面高度测量器51的接触部5100与量块82的上表面820接触。此时,读取部5101如图所示定位于距支承面230规定的距离821的上方的高度即与卡盘工作台20的使用极限高度822对应的第2极限高度91,第2极限高度91被设定于设定部80。
73.在图6中示出了自磨削中的卡盘工作台20。在图6中,保持面高度测量器51的读取部5101位于比第2极限高度91靠上的高度92。因此,未处于卡盘工作台2的更换时期。
74.在图7中示出了通过自磨削而使保持面210的高度进一步变低的卡盘工作台2。在图7中,保持面高度测量器51的读取部5101定位于第2极限高度91。由此,由第2判断部81判断为保持面210的高度下降至使用极限高度822,处于卡盘工作台20的更换时期。
75.另外,也可以代替保持面高度测量器51而使用上表面高度测量器50来直接测量未保持晶片的保持面210的高度,从而判断卡盘工作台20的更换时期。
76.由于在这一结构中也自动地判断卡盘工作台20的更换时期,因此能够实现卡盘工作台20的更换作业的高效化。