1.本实用新型涉及齿轮轴加工的技术领域,尤其是涉及一种精密磨削短小齿轮轴的自动驱动装置。
背景技术:
2.齿轮轴指支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件,短小齿轮轴的轴径小于等于10毫米,齿轮两侧的轴段长度小于10毫米。齿轮轴的精度对于整个机器的精度有很大的影响,尤其是短小齿轮轴的尺寸小,制造过程更是复杂,而磨削是保证齿轮轴精度的重要工序。
3.由于工件小,传统的安装拨动夹子的方法效率较低,需要人工操作;日本某机厂采用专用的夹具夹紧轴左端进行驱动,但是夹具占用空间大,成本高,维修费用也高,且由于结构复杂夹具损伤不易被发现,经常在工件批量报废后才发现问题;除此还有采用头尾架顶尖双驱动,在磨削时要求头架顶尖和尾架顶尖都按照同一个稳定的速度同步旋转来驱动工件转动,但是这种方式针对短小齿轮轴驱动力太小,制约磨削效率,头尾架顶尖旋转时又存在间隙,干扰磨削精度。
技术实现要素:
4.为了解决上述背景技术中存在的成本高,磨削效率低以及难以保证磨削精度的问题,本实用新型提供一种精密磨削短小齿轮轴的自动驱动装置。
5.本实用新型提供的一精密磨削短小齿轮轴的自动驱动装置采用如下的技术方案:一种精密磨削短小齿轮轴的自动驱动装置,其特征在于:包括头架皮带轮、轴心支撑套、驱动盘、驱动转臂、拨爪和限位挡块;所述轴心支撑套,与所述头架皮带轮固定连接;所述驱动盘,与所述轴心支撑套连接,靠近需要磨削的工件;所述驱动转臂,其一端与驱动盘连接,另一端与所述拨爪连接;所述拨爪,呈z形,其前端与顶尖轴心线距离大于齿根圆半径、小于齿顶圆半径;
6.所述限位挡块位于所述驱动转臂前侧。
7.通过采用上述技术方案,固定顶尖装夹短小齿轮轴的轴两端,用拨爪来拨动短小齿轮轴旋转,驱动稳定可靠,提高磨削的效率,并且该装置结构较为简单,维修成本低,在提高磨削效率的同时,还保证了磨削的精度。
8.优选的,该装置还包括气动装置,气动装置包括回缩气缸、活塞、活塞杆气路、气室堵头和气路调节装置。所述回缩气缸位于轴心支撑套内;所述活塞杆一端与所述活塞连接,另一端与驱动盘连接,所述活塞在回缩气缸内,活塞上安装有密封圈;所述气路和回缩气缸连接,气室堵头设置于回缩气缸内、位于所述回缩气缸左侧,气室堵头中央有2毫米的通孔;气路调节装置和气路连接。通过气动装置,可以实现驱动盘、驱动转臂和拨爪后退,保证上下料的气爪不被干涉,气路调节装置可以调整进气的气压和气流大小,进而避免撞击,并可以和复位弹簧的复位力量形成平衡。
9.优选的,轴心支撑套上安装导向轴,导向轴一端与轴心支撑套连接,另一端与驱动盘连接,驱动盘设置直线轴承,驱动盘通过直线轴承沿着导向轴移动。通过这种方式,可以保证驱动盘的移动方向是朝向轴心支撑套,并且通过直线轴承移动减少了摩擦力。
10.优选的,轴心支撑套上安装弹簧座杆,弹簧座杆一端与轴心支撑套连接,另一端安装复位弹簧,复位弹簧位于驱动盘内。气动装置通气时,驱动盘后退,复位弹簧被弹簧座杆压缩,一旦不通气,复位弹簧恢复到原位,带动驱动盘回到原位,可以自动完成整个过程。
11.优选的,轴心支撑套上安装齿条杆,齿条杆一端与轴心支撑套连接,另一端安装在驱动盘内,驱动盘内有旋转齿轮轴。驱动盘后退时,因旋转齿轮轴的齿轮部分和齿条杆的齿条部分啮合,导致旋转齿轮轴被迫旋转,从而带动驱动转臂和拨爪边旋转边后退,为上下料的气爪留出更大的空间,使得气爪上下料时不被任何东西干涉。
12.优选的,轴心支撑套前端安装密封圈。安装密封圈是为了在磨削过程中防止切削液和磨削进入到装置内部,引起故障,且结构简单,密封可靠。
13.优选的,轴心支撑套安装时应与头尾架中心线保持同轴。
14.优选的,拨爪前端有导角。通过导角可以导向,拨爪更容易插入到工件齿缝中。
15.优选的,拨爪的数量为1或2。如果有两个拨爪则对称分布,两个拨爪则更能保证驱动短小齿轮轴旋转的效果,提高磨削效率。
16.优选的,回缩气缸、活塞、活塞杆、导向轴、复位弹簧和弹簧座杆的数量分别为2。
17.综上所述,本实用新型具有如下的有益技术效果:
18.1.可以实现高效且高精度磨削;
19.2.结构简单,成本较低;
20.3.依靠伸缩回转的拨爪来插入齿轮缝隙,驱动短小齿轮轴旋转,驱动较为可靠,不会打滑,且方便耐用。
附图说明
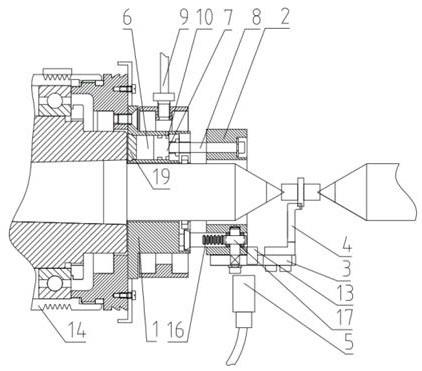
21.图1是一种精密磨削短小齿轮轴的自动驱动装置的结构图。
22.图2是驱动转臂旋转后退的结构示意图。
23.图3是导向轴和复位弹簧的结构示意图。
24.附图标记说明:1、轴心支撑套;2、驱动盘;3、驱动转臂;4、拨爪;5、感应开关;6、回缩气缸;7、活塞;8、活塞杆;9、气路;10、小孔;11、复位弹簧;12、弹簧座杆;13、限位挡块;14、头架皮带轮;15、导向轴;16、齿条杆;17、旋转齿轮轴;18、直线轴承;19、气室堵头。
具体实施方式
25.以下结合附图1-3对本实用新型作进一步详细说明。
26.本实用新型实施例公开一种精密磨削短小齿轮的自动驱动装置。参照图1-3,一种精密磨削短小齿轮轴的自动驱动装置,包括头架皮带轮14、轴心支撑套1、驱动盘2、驱动转臂3、拨爪4、气动装置、感应开关5和砂轮。
27.轴心支撑套1是其他组件安装的基础构件,通过四个m5的螺钉固定在头架皮带轮14上,在固定时应与头尾架中心线保持同轴;轴心支撑套1安装有导向轴15、齿条杆16和弹簧座杆12;导向轴15一端与轴心支撑套1连接,另一端与驱动盘2连接,驱动盘2设置直线轴
承18,驱动盘2通过直线轴承18沿着导向轴15移动;齿条杆16一端与轴心支撑套1连接,另一端安装在驱动盘2内,驱动盘2内有旋转齿轮轴17;弹簧座杆12一端通过调整螺钉与轴心支撑套1连接,另一端安装复位弹簧11,复位弹簧11位于驱动盘2内。
28.气动装置包括回缩气缸6、气路9、活塞杆8、活塞7和气室堵头19,回缩气缸6安装在轴心支撑套1上,活塞7在回缩气缸6内,活塞杆8一端连接活塞7,另一端连接驱动盘2,气路9和回缩气缸6连接,气室堵头19在回缩气缸6左侧,气室堵头19中央有2毫米的通孔,气路调节装置和气路9连接;
29.驱动盘2上安装驱动转臂3,驱动转臂3左端和旋转齿轮轴17连接;驱动转臂3右端安装拨爪4,驱动转臂3前侧安装一个限位挡块13;
30.感应开关5固定在工作台上,位于驱动盘2下方;
31.磨削工件用的砂轮位于被磨削工件的后方(俯视角度)。
32.活塞杆8、导向轴15和弹簧座杆12的数量分别为2,以轴心为中心,均分每60
°
一个装置。
33.按照附图1,拨爪4呈z形,其前端插入齿缝位置与顶尖轴心线距离大于齿根圆半径、小于齿顶圆半径,拨爪4数量可以为1或2,数量为2时安装位置上下对称,收缩时两个拨爪旋转方向180
°
相反,一个在上一个在下,安装两个拨爪更能保证驱动短小齿轮轴旋转的效果。
34.本实用新型实施例一种精密磨削短小齿轮轴的自动驱动装置的实施原理为:上下料期间,头架静止,通过气路调节装置调整进气的气压和气流大小,气路9传送压力气体,通过小孔10进入活塞7右上方,回缩气缸6左侧有气室堵头19,气室堵头19有2毫米的通孔用于排放气体,所以活塞7右侧通气时,导致右侧气压比左侧大,就会导致活塞7向左侧移动,而活塞杆8左侧与活塞7连接,右侧和驱动盘2连接,活塞7移动带动驱动盘2移动,驱动盘2通过直线轴承18沿着导向轴15向左移动,在左移5-6mm的过程中,旋转齿轮轴17的齿轮部分与齿条杆16上的齿条部分啮合,由于齿条杆16安装在轴心支撑套1上本身是不动的,导致旋转齿轮轴17被迫旋转,而旋转齿轮轴18和驱动转臂3相连接,旋转齿轮轴17旋转带动驱动转臂3旋转,所以带动拨爪4一边旋转一边后退,当驱动盘2移动至和轴心支撑套1接触以后停止,这样是为了自动上下料的气爪能在抓取的时候不会被任何东西干涉。
35.在驱动盘2后退过程中,复位弹簧11一直被压缩,当驱动盘2后退到与轴心支撑套1接触之后,此时弹簧座杆12不会顶到驱动盘2的最前端,复位弹簧11被压缩到了最大程度。
36.自动上料完成以后,因为回缩气缸6不再通气,复位弹簧11回弹,驱动盘2沿着导向轴15通过直线轴承18回到原位,拨爪4也会边旋转边向右移动回到原本位置,拨爪4前端有导角,可以帮助拨爪4插入到工件齿和齿之间的缝隙中,即使没有插入,也会在头架开始缓慢启动时顺势插入齿缝中。插入到位之后,驱动转臂3用于固定拨爪4的固定螺钉会在旋转中经过感应开关5附件,从而触发感应开关5,感应开关5发出点信号给cnc系统,砂轮将开始进行磨削工作;如果感应开关5不发出信号,代表拨爪4没有插入到位,工件的驱动没有完成,则系统会在等待几秒钟后,再判断。如果仍然没有信号,则头架会停止转动,然后停顿后马上再次缓慢旋转,系统继续等待开关信号。若是累计三次没有受到信号,系统将中断程序,并且报警提示。
37.驱动旋转后,头架旋转方向是从下往上,右视角度看是逆时针,所以带动轴心支撑
套1、驱动盘2、驱动转臂3、拨爪4都为此方向转动,砂轮从右视角度看是逆时针旋转,而砂轮在磨削工件的时候会对工件产生磨削作用力,该磨削力有使工件顺时针旋转的(右视角)的趋势。驱动盘2上设置限位挡块13,不但可以限制驱动转臂3和拨爪4的旋转角度,并能提供逆时针扭矩,从而使驱动转臂3、拨爪4能可靠带动工件逆时针旋转(右视角),实现磨削过程。
38.以上均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。